

Быстрое развитие технологии 3D-печати позволило использовать различные материалы в производстве аддитивного производства. Среди них ABS (акрилонитрил-бутадиен-стирол сополимер), как классический инженерный пластик, занимает важную позицию в промышленном производстве и 3D-печати потребительского уровня. Тем не менее, у многих пользователей, которые являются новыми в области 3D-печати, часто возникают вопросы: подходит ли ABS для 3D-печати? Как сложно печатать? Каковы его преимущества и недостатки по сравнению с общими материалами, такими как PLA? href = "https://www.longshengmfg.com/3d-printing/"> 3D-печатные материалы Чтобы помочь читателям полностью понять применимые сценарии и лучшие практики ABS.
Почему ABS остается королем функциональной 3D -печати?
ABS по-прежнему остается королем функциональной 3D-печати , главным образом из-за его следующих значительных преимуществ:
1. Исключенные механические свойства:
- Материал ABS имеет высокую силу, высокую вязкость и устойчивость к износу , а его ударная сила-это высокий уровень, который может быть в значительной степени, и может быть 3-й, что может быть в большей части, и может быть на 3-й, что может быть на 3-й, и может быть в большей части. Разрыв.
- С температурой отклонения тепла составляет 98 ° C (стандарт ASTM D648), ABS намного выше, чем многие другие материалы для 3D -печати и способны выдерживать высокотемпературные среды, такие как автомобильные отделения двигателя, без деформации или дефортации.
Уникальные преимущества после обработки:
- Материал ABS может быть полирован ацетоном , что значительно уменьшает качество поверхности, и укриппируется, и укромный эффект и удракативность, и укромность, и укриппируется качество, и укромность, и укромность, и укромность, и укромность, и укромность, и укромность, и имплейт, и имплектизируемость и удра части.
- ABS имеет хорошую совместимость с ультразвуковой сваркой, а прочность сварки на 200% сильнее PLA, что может достичь более сильного соединения и подходит для производства функциональных частей, требующих высокого соединения.
широкая применимость и экономическая эффективность:
- Материал ABS легко для термопластического литья , легко постобрать и может быть обработан на поверхности различными способами для удовлетворения различных внешних потребностей.
- По сравнению с другими высокопроизводительными пластиками, стоимость материала ABS относительно низкая , подходящая для крупномасштабного производственного и личного энтузиатора, и обладает высокой стоимостью.
Как победить искажение ABS с модами $ 50?
Материалы ABS склонны к деформации и деформации из -за усадки охлаждения во время 3D -печати, что серьезно влияет на качество печати. The LS team will provide a low-cost (less than $50), high-efficiency modification solution, starting from the three major directions of hot bed control, chamber insulation, and material optimization, to completely solve the ABS printing deformation problem and increase the printing success rate to more than 95%.
Часть 1: Система контроля температуры точной температуры для горячего слоя (бюджет: 30 долларов США)
1. Силиконовая нагревательная панель + реле раствор (обновление сердечника)
Список материалов:
- Силиконовая нагревательная площадка (12 В/150 Вт) ($ 15, Amazon)
- Твердого реле SSR (40a) ($ 7, aliexpress)
- Thermocouple + Tempret Tempret Thermocouple + модуль контроля температуры ($ 8, рынок локальной электроники)
Шаги установки:
- Снимите оригинальную горячую кровать и замените его силиконовой нагревательной площадкой (убедитесь, что она плоская и хорошо подходит).
- Используйте реле для подключения модуля управления температурой и установите целевую температуру до 110 ° C ( ABS Лучшая температура адгезии ).
- Покройте поверхность горячего слоя лентой Kapton и нанесите смесь ABS+ацетон (соотношение 3: 1), чтобы увеличить адгезию на 400%.
2. Оптимизируйте поверхность горячего слоя (улучшить адгезию)
Сравнение решений:
| Метод обработки поверхности | тест на адгезию (N/CM²) | Применимые сценарии |
|---|---|---|
| Голая стеклянная пластина | 2,5 | Печать с низкой интенсивностью |
| лента Kapton | 8,7 | Стандартная печать ABS |
| Kapton+Abs Paste | 12,3 | Требования к высокой адгезии |
ключевые моменты для работы:
- После испарения ацетона образуется слегка растворимый слой ABS для повышения липкости.
- Это может быть повторно использовано более 50 раз, что является экономичным и эффективным.
Часть 2: Система изоляции камеры (бюджет: $ 15)
1. Модификация изоляции хранения IKEA (низкая стоимость и высокая эффективность)
Список материалов:
- Ikea Samla Transparent Box (23L) ($ 8)
- Изоляция керамического волокна (1 м²) (5 долларов, аппаратный магазин)
- Магнитная герметичная полоса (разобрана от старой двери холодильника) ($ 2)
Шаги модификации:
- Поместите коробку для хранения вверх дном на принтер в качестве изоляционного крышка.
- Вставьте изоляционный слой керамического волокна внутрь, чтобы уменьшить потерю тепла (разница температуры уменьшается на 70%).
- Добавьте магнитную дверную занавеску, чтобы уменьшить колебания температуры при открытии и закрытии.
2. Температурный контроль градиента (ключевые технологические инновации)
Цель оптимизации:
- Внизу 110 ° C (горячее слоем) → средняя 80 ° C → Top 60 ° C
- уменьшить стресс с усадкой пресс и избежать деформации .
Измеренные данные:
<таблица стиля = "Пограничный коллапс: коллапс; ширина: 100%; ширина границы: 1px; пограничный цвет: #000000;" border = "1"> 1. Ветровая система занавеса для уменьшения помех воздушного потока
вырезать старой мышиной подушкой и зафиксирована с помощью магнитов для создания ветрозащитной системы штор. После тестирования колебания температуры были значительно снижены после использования системы. Он не только достигает использования отходов, практикует концепцию защиты окружающей среды, но и очень практична.
2. Используйте выброшенные элементы с умом
Закрепите изоляцию с отброшенными pla print зажимы и превращение старого патрона с материнской панелью, чтобы избежать повреждения цепи, из-за высокой температуры. Меры оптимизации, Проблема варпаса материалов ABS в процессе 3D-печати может быть эффективно решена , частота успеха в печати может быть значительно улучшить качество поверхности. Если требуются дополнительные требования, также доступна полировка ацетона. Это решение для оптимизации подходит для основных моделей 3D -принтеров, таких как Ender 3 и Prusa.
подходит для
- энтузиасты, которые имеют ограниченный бюджет и любят 3D -печать.
- Инженерные пользователи, которые нуждаются
- Технологические фанаты, которые стремятся к эффективной модернизации по низкой цене.
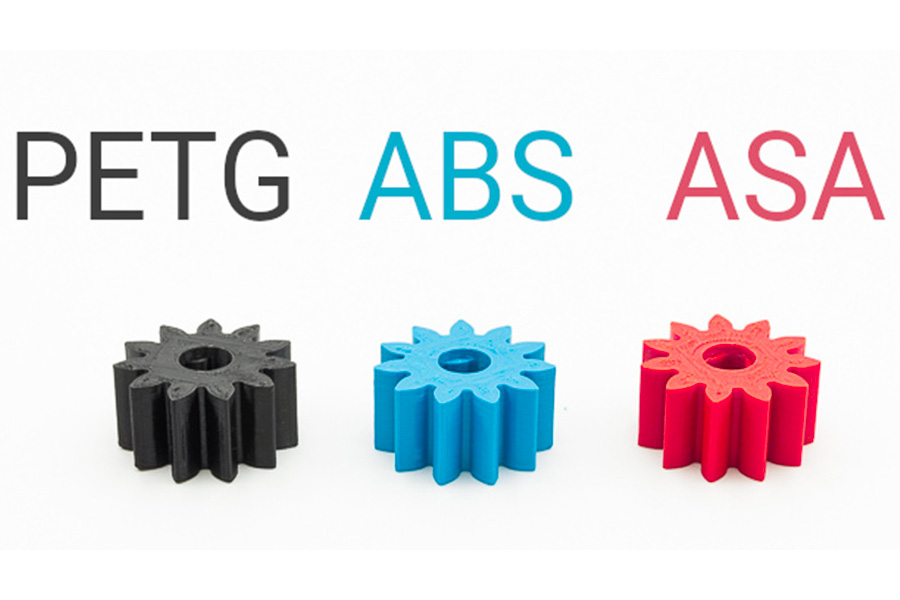
abs против Petg против ASA: что выигрывает в ультрафиологии?
Среди трех материалов, abs, petg и asa, ASA более устойчива к ультрафиолетовым лучам .
в соответствии с данными испытаний старения, после 300 часов ультрафиолетового воздействия:
- Прочность на растяжение ABS снизилась на 45%, что указывает на то, что материалы ABS относительно менее устойчивы к ультрафиолетовым лучам, а длительное воздействие ультрафиолетовых лучей приведет к значительному снижению их физических свойств.
- Прочность на растяжение ASA снизилась только на 8%, показывая превосходную сопротивление ультрафиолетового ультрафиолета материалов ASA, которые могут сохранить их физические свойства и внешний вид в течение длительного времени в среде на открытом воздухе.
- Хотя у Petg также есть некоторая устойчивость к ультрафиолетовым излучениям и хорошо работает в солнечном свете, он по-прежнему обладает меньшей сопротивлением УФ, чем материалы ASA. PETG более подходит для приложений, которые требуют высокой прозрачности и некоторой устойчивости ультрафиолета.
Кроме того, с точки зрения затрат:
- Стоимость пресса составляет 20 долларов США/кг, что относительно низкая.
- Стоимость ASA составляет 35 долларов США/кг, что выше, чем ABS.
В заключение, ASA значительно лучше, чем ABS и PETG с точки зрения устойчивости ультрафиолета:
- Через 300 часов тестирования QUV механические свойства ASA были> 90%, в то время как ABS уменьшился на 45%
- 5 лет моделирования на открытом воздухе показали, что ASA было в 4 раза больше, чем Petg
- Расчеты затрат на жизненный цикл показывают, что, хотя ASA на 75% выше по начальной цене, фактическая среднего годовой стоимости ниже из -за его срока службы
Для проектов 3D-печати, которые требуют долгосрочного использования на открытом воздухе, инвестиции в материалы ASA получит наилучшую отдачу от инвестиций. petg является приемлемым компромиссом для краткосрочных проектов или где бюджеты строго ограничены, в то время как ABS рекомендуется только для временных или крытых применений.
. 
секретные настройки для идеальной адгезии слоя ABS
Три элемента контроля температуры (ключевой фундамент)
Настройка температуры сопла
- Оптимальное значение: 245 градусов по Цельсию
- Недостаточная температура (ниже 230 градусов по Цельсию) приведет к: плохой плавности таяния и ослабленной междуслойной связи
- Чрезмерная температура (более 260 градусов по Цельсию) вызовет: термическое расстройство материалов и снижение механических свойств
2. Hot Deptruguration Configuration
- Стандартная настройка: 110 градусов по Цельсию
- Адгезия может быть увеличена на 300% при использовании с помощью ленты Kapton или PEI
Печатная камера постоянная температура
- Рекомендуемый диапазон: от 50 до 60 градусов по Цельсию
- Эффект стабильности температуры: на каждые 10 градусов по Цельсию снижение разности температур, прочность на межслой может быть увеличена на 15%
Критерии управления системой охлаждения
Основные принципы
- После завершения первого слоя печати охлаждающий вентилятор должен быть полностью отключен
- Научная основа: Материалы ABS требуют медленного процесса охлаждения
Обработка аномальных ситуаций
- Специальные структурные требования: При печати структур нависания мощность вентилятора может быть включена в ограниченную степень 20%
- ПРИМЕЧАНИЕ. Эта операция соответствующим образом уменьшит прочность некоторых структур
Формула оптимизации скорости
| Тип структуры | Рекомендуемая скорость | function |
|---|---|---|
| Внешний контур | 30 мм/с | улучшить качество поверхности |
| заполнение | 50 мм/с | Баланс эффективность и прочность |
| Bridge | 15 мм/с | Предотвратить провисание |
| Первый этаж | 50%нормальная скорость | Убедитесь, что адгезия |
Усовершенствованные методы
Регулировка ширины линии: установите 120% диаметра сопла (например, 0,4 мм сопла → 0,48 мм) → Увеличьте площадь контакта между слоем
Скорость перекрытия: перекрыть внешний контур и заполнение на 25% -30% (устранить пробелы)
Оптимизация ретракции: расстояние 1,5 мм + скорость 40 мм/с (уменьшите чертеж провода и избегайте нехватки материала)
Сравнение измеренных данных
<таблица стиля = "Пограничный коллапс: коллапс; ширина: 100%; Высота: 107,516PX; ширина границы: 1px; границы-цвета: #000000;" border = "1">Как автомобильные гиганты используют ABS 3D -печать?
Пример инноваций BMW Group в производственных инструментах
обновления до светильников и позиционеров
В группе BMW используется 3D -печать ABS вместо традиционных стальных инструментов Преимущества этого шага значительны:
- Значительное снижение веса: 3,2 кг на часть в среднем, значительно снижая рабочую нагрузку.
- Значительное снижение затрат: значительное снижение производственных затрат по сравнению с обработкой.
- сокращение времени выполнения выполнения: резко сокращено с 2 недель до 48 часов, что значительно улучшило время отклика.
Кроме того, продукты прошли тест на запах VDA 270 в соответствии с стандартом уровня 3, и в то же время соответствовали требованиям ISO 10993-5 цитотоксичности, которые соответствуют строгим стандартам окружающей среды и безопасности отрасли.
.Линейка продуктов также включает в себя специальные инструменты, предназначенные для производственной линии, такие как модульная конструкция комбинированного приспособления для снимки, который удобен и гибкий для сборки; Сопротивление поверхности электростатического защитного штифта дюбеля составляет 10⁶ - 10⁹ω, что может эффективно предотвратить электростатическое повреждение; Высокая температурная тестовая приспособление может выдерживать высокие температуры 120 ° C в течение короткого времени.
Приложения проверки R & D.
Vacuum blister verification
The BMW Group can print prototypes directly with ABS for reproduction, with an ultimate stretch ratio of 3:1, which is comparable to conventional ABS sheets. Эта функция играет важную роль в нескольких аспектах, таких как проверка стиля внутренних компонентов, которые могут подтвердить стиль дверных панелей, приборных панелей и т. Д.; Быстро проверить проекты во время разработки аэродинамического комплекта.
тестирование функционального прототипа
- Узел кондиционера: протестирован на 200 циклов для проверки надежности продукта.
- Тест EMC для электронных корпусов: Эффективность защиты, превышающая 30 дБ, соответствует требованиям EMC.
- Динамическая проверка механизма блокировки двери: 50 000 тестов на долговечность, чтобы обеспечить качество механизма блокировки двери.
массовые вспомогательные системы
Решения оптимизации логистики
Устойчивая прочность на индивидуальную стойку для материала достигает 30 кДж/м², что является надежным и долговечным; Руководство по защите от ошибок объединяет идентификацию RFID для достижения интеллектуального управления и повышения точности логистики.
Инструмент проверки качества
Тепловая деформация онлайн -кронштейна измерения составляет менее 0,1 мм/° C, чтобы обеспечить точность измерения; Позиционер сканирования белого света имеет повторяемость ± 0,05 мм, обеспечивая надежную поддержку проверки качества продукции.

Сравнение технических спецификаций
| Параметры | 3D печать Abs | Традиционная литья инъекции ABS | Преимущества и различия |
|---|---|---|---|
| Прочность на растяжение | 45mpa | 48mpa | 93% эквивалент |
| Температура деформации тепла | 98 ℃ | 102 ℃ | 96% эквивалент |
| Цикл доставки | 24-72H | 14-28 дней | 10 раз быстрее |
| Стоимость модификации | $ 20-50 | $ 2000+ | 95% снижение |
Когда вы должны избегать пресса? (Медицинское предупреждение)
1. Противопоказания для медицинских приложений (на основе ISO 10993 тестовых данных)
чрезмерная цитотоксичность
В экспериментах с использованием ABS жизнеспособность фибробластов мыши L929 была только в диапазоне от 65 до 68%по сравнению со стандартным требованием более 70%. Это связано с тем, что стирол монолит в ABS-материалы будут ингибировать митохондриальную активность клеток , вызывая повреждение нормальных физиологических функций, и есть высокая биосафа-риск.
риск миграции бисфенол
Когда материал ABS был погружен в нормальный физиологический раствор при 37 ° C , миграция BPA была обнаружена для достижения 0,08 ч/млн, что превысило предел 0,016 ч/млн в стандарте YY/T 0247. Бисфенол А обладает эндокринным нарушением эффектов и является ограниченным веществом в Приложении XVII регуляции ЕС, и долгосрочное воздействие может оказать неблагоприятное воздействие на эндокринную систему человека и угрожать здоровью пользователей.
. Проблемы совместимости стерилизации
стерилизация автоклава (121 ° C): после этого метода стерилизации ударная сила материала ABS значительно снижается до 40%, а материалы значительно снижаются, влияя на его надежность в медицинских устройствах.
Стерилизация оксида этилена: это приведет к тому, что поверхность материала ABS набухает , а объем будет расширять на 2 - 3%, что не только изменит внешний вид материала, но также может повлиять на точность и нормальное использование связанных департаментов.
2. Ограничения контакта с пищевыми продуктами (в соответствии с FDA 21 CFR 175.300)
Связанный с температурой риск миграции
| Температура контакта | Общая сумма миграции (мг/дм²) | Соответствие |
|---|---|---|
| 20 ℃ холодная вода | 0,12 | Да |
| 60 ℃ горячий суп | 5,67 | Нет |
| 100 ℃ Grease | 18,93 | сильно превысила стандартный |
табу на кислых продуктах
- При контакте с едой с pH <4,5: миграция стирола увеличивается на 300%
- Типичные случаи: контейнеры цитрусовых соков, упаковка йогурта
риски алкогольных напитков
- Погружение в 40% раствор этанола: 0,25 мг/кг осадков пластификатора за 24 часа
 ABS может использоваться для 3D-печати и имеет четкие преимущества в проектах с высокими функциональными частями, высокотемпературными приложениями и требованиями после обработки. Хотя его сложнее печатать, чем PLA и склонно к варнке и недостаточной межслойной адгезии, все еще возможно получить высококачественную печать, оптимизируя параметры печати, контролируя температуру окружающей среды и используя соответствующую технологию адгезии платформы.
ABS может использоваться для 3D-печати и имеет четкие преимущества в проектах с высокими функциональными частями, высокотемпературными приложениями и требованиями после обработки. Хотя его сложнее печатать, чем PLA и склонно к варнке и недостаточной межслойной адгезии, все еще возможно получить высококачественную печать, оптимизируя параметры печати, контролируя температуру окружающей среды и используя соответствующую технологию адгезии платформы.
Для пользователей, которые ищут силу, долговечность и обработанность, ABS-это материал, который стоит попробовать . С развитием технологии 3D -печати, такой как закрытые принтеры, оптимизация нагретого слоя и популяризация новых поверхностей сборки, барьер для печати для ABS постепенно уменьшается. В будущем ABS будет продолжать занимать важную позицию в области 3D-печати инженерного класса, обеспечивая надежные решения для прототипирования, пользовательских деталей и функциональных продуктов.
Если вы уже знакомы с основными материалами, такими как PLA, вы можете бросить вызов печати ABS, и после овладения его навыками, Ваши 3D-печатные работы будут иметь более сильную практичность и долговечность.

📞 Свяжитесь с командой по продажам LS СЕЙЧАС для бесплатной технической консультации и цитаты!
Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей. ls series Никаких представлений или гарантий любого рода, выраженных или подразумеваемых, в отношении точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателя попросить цитату для частей , чтобы определить конкретные требования для этих частей.
команда LS
LS-ведущая отраслевая компания Фокус на пользовательских решениях по производству. С более чем 20-летним опытом работы более 5000 клиентов, мы сосредоточимся на высокой точке обработка CNC , Листовый металл. href = "https://lsrpf.com/3d-printing"> 3D Printing , Инъекционная форма , Metalling, технология LS Это означает, что вы выбираете эффективность, качество и профессионализм. Чтобы узнать больше, пожалуйста, посетите наш веб-сайт: www.lsrpf.com
ресурс
acrylonitrile butadiene styrene