

A engrenagem, como parte central datransmissão mecânica, é amplamente utilizadade carro eequipamentos industriais por meio de engrenamento preciso dos dentes para transmitir potência e movimento.O método de fabricação afeta diretamente a durabilidade, o controle de ruído e a eficiência de transmissão do produto.A fundição de precisão é adequada paraprodução de baixo custo em larga escala, enquanto a usinagem CNC pode atingir formas complexas e alta precisão.Com os avanços na impressão 3D, os limites do design de engrenagens leves e personalizadas estão sendo redefinidos.
Como criar engrenagens requer uma combinação de características de material, orçamentos de custos e cenários de aplicação.A empresa LS oferece um balcão único para tudo, desdeusinagem de precisão CNC on-line atéimpressão 3D de metal/plástico e, então, verificação rápida de prototipagem.Podemos combinar o processo mais otimizado de acordo com suas necessidades específicas.Sejam produtos padronizados ou design inovador, a equipe profissional da LS ajuda a encurtar os ciclos de desenvolvimento de produtos e melhorar a competitividade dos produtos.
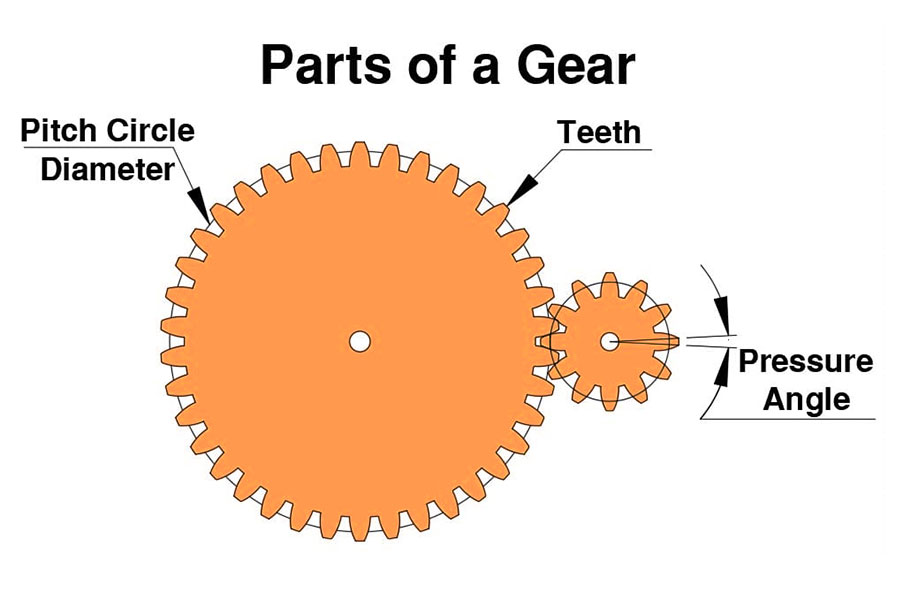
O que são engrenagens?
1.Funções principais e valores técnicos
A transmissão precisa de potência e movimento de engrenagens por meio do engrenamento da superfície do dente tem os seguintes valores técnicos insubstituíveis:
- Alta densidade de potência: Engrenagens com diâmetro de apenas 50 mm podem fornecer mais de 200 kW de torque em uma aeronave motores.
- Controle de movimento preciso: a indústria de relógios usa uma combinação de mecanismos de escape e engrenagens para atingir precisão de tempo com um erro diário de menos de ±0,5 segundos.
- Integração poderosa do sistema: as caixas de engrenagens planetárias são 99% mais rápidas e mais de 70% mais rápidas do que as caixas de engrenagens convencionais.
- Vantagem do custo do ciclo de vida completo: A vida útil de fadiga das engrenagens de transmissão de automóveis pode atingir 10⁸ ciclos, o custo de manutenção abrangente é de apenas 1/5 da transmissão hidráulica.
2.Parâmetro-chave: como construir Engrenagens
As engrenagens devem ser projetadas e fabricadas em estrita conformidade com o sistema de normas internacionais ISO 1328,cujos parâmetros principais constituem um sistema de avaliação de desempenho multidimensional:
- Módulo (m): os padrões ISO especificam uma faixa geral de 2,5-30 mm.Quanto maior o módulo, mais fortes as engrenagens, mas maior o peso e o ruído.WAs caixas de engrenagens de turbinas industriais, por exemplo, são normalmente projetadas com grandes módulos acima de 35 mm para lidar com cargas extremas.
- Ângulo de pressão(a): O parâmetro-chave que afeta a força de contato e a eficiência de transmissão das superfícies dos dentes, dos quais o ângulo de pressão de 20 ° é o parâmetro mais amplamente utilizado no setor automobilístico.Sob alta pressão,um ângulo de pressão de 25 ° pode ser selecionado para melhorar a resistência à flexão da raiz do dente.
- Fator de altura da coroa (ha): Os valores padrão são 1,0-1,2 e os fatores de reforço da raiz do dente comumente usados campo aeroespacial são 1,6-1,8.
- Ângulo espiral (β): Os parâmetros principais do projeto de engrenagem helicoidal são um ângulo helicoidal de 8 a 15 °, que reduz o ruído de vibração em mais de 80%. Usar otimização de topologia espiral, como a plataforma de design orientada por IA da empresa LS, pode melhorar significativamente a suavidade do engajamento.
3.Construção do tipo mainstream e cenários de aplicação
Diferentes tipos de engrenagens correspondem a diferentes métodos de fabricação e cenários de aplicação. Como fazer engrenagens requer uma combinação de requisitos de desempenho:
| Tipo de engrenagem | Processo de construção | Aplicações típicas | Desempenho vantagens |
| Engrenagem reta | Fundição em areia/Fresagem de engrenagens CNC | Transportador, caixa de engrenagens de máquinas agrícolas. | Baixo custo e fácil de produzir em massa. |
| engrenagem helicoidal | Fresagem de engrenagens de precisão/metalurgia do pó moldagem por injeção | Transmissão automática automotiva de 8 velocidades AT, robôs industriais. | Engrenagem suave, capacidade de carga aumentada em 30%. |
| Engrenagem sem-fim | Polimento eletrolítico/materiais compostos à base de cerâmica | Sistema de frenagem de elevador, plataforma de perfuração em alto mar. | Função de autotravamento, resistente à corrosão em alta temperatura. |
A construção de engrenagens precisa girar em torno da decisão do triângulo de viabilidade de custo de desempenho - engrenagens retas buscam economias de escala, engrenagens helicoidais focam em dinâmica desempenho e engrenagens sem-fim focam na adaptação a condições extremas de trabalho.A empresa LS pode rapidamente combinar a solução ideal por meio de um banco de dados de processos (incluindo mais de 2.000 parâmetros operacionais), ajudando você a obter uma construção precisa do design à produção em massa.

Por que os métodos de fabricação de engrenagens impactam seu negócio?
1. O jogo entre custo e qualidade
| Tipo de processo | Custo unitário | Ciclo de vida | Taxa de defeitos | Custos adicionais de inspeção de qualidade |
| Engrenagens de fundição em areia | US$ 5-8 | 3-5 anos | 3%-5% | US$ 8-15 por peça |
| Usinagem de precisão CNC de engrenagens | US$ 100-200 | 8-10 anos | <0,1% | US$ 0,5-2 por peça |
| Engrenagens impressas em 3D | US$ 300-500 | 2-3 anos | <0,05% | US$ 1-3 por peça |
Principais descobertas:
- Para as montadoras, o custo de um engrenagens CNC é 20 vezes maior, mas o custo do seu ciclo de vida caiu em 40% devido a uma extensão de cinco anos na vida útil.
- A impressão 3D pode parecer cara para dispositivos médicos, por cerca de US$ 500 por peça, mas evita os 200 mil custos de desenvolvimento de moldes dos processos tradicionais e é adequado para pequenas necessidades de personalização de lotes.
- A taxa de defeitos na fundição é de 3% por cento, o que significa um adicional Custo de inspeção de 12.000 a 22.500 a cada 10.000 itens produzidos, com uma taxa de retorno de até 15 por cento.
2.Experiências e estudos de caso da indústria
História de sucesso: 30% dos principais segredos do fabricante japonês de robôs
- Inovação de processo: Reduza o ruído de transmissão de 72 dB para 58 dB com dentes de moagem cimentados e reforço da superfície de implantação iônica.
- RETORNO DE MERCADO: Os consumidores estão 30% mais dispostos a comprar robôs silenciosos.Com a certificação da norma ISO 1328-1, a empresa entrou com sucesso no mercado de robôs industriais de ponta com uma margem bruta de 45% (média do setor de 35%).
Falhas: Crise de recall de equipamentos médicos
- LIÇÃO DO FRACASSO: Uma empresa que usou equipamentos de moldagem por injeção de baixo custo para cortar custos foi forçada a recolher 100.000 dispositivos devido à fadiga do material e a um sistema de transmissão de tomógrafo computadorizado defeituoso, causando uma perda de US$ 120 milhões.
- Solução do fornecedor: a empresa LS oferece engrenagens impressas em 3D de liga de titânio (com uma vida útil de fadiga de 10⁹ciclos) a um custo de apenas US$ 20 por peça, mas evita riscos mortais.
3.Estrutura de tomada de decisão estratégica
A empresa precisa construir uma matriz de decisão de processo, que avalia vários aspectos:
| Dimensão da decisão | Indicadores de avaliação | Peso | Suporte de ferramentas da empresa LS |
| Tamanho do lote | Produção anual (100 vs. 100 mil peças) | 30% | Simulador de custos online: recomenda automaticamente processos com base na entrada e saída. |
| Condições de carga | Torque estático/impacto dinâmico/ambiente de temperatura | 35% | Plataforma de simulação FEA: prevendo a vida de fadiga de diferentes processos. |
| Certificação industrial | IATF16949/ ISO 1328/ NADCAP | 35% | Pacote de conformidade de certificação: documentos de pré-aprovação + relatório de benchmarking de processo. |
- Exemplos de decisões:
Empresas automobilísticas (100 mil peças/ano, torque dinâmico de 500 N/m, certificação IATF 16949): Processo de combinação de engrenagem CNC + têmpera de cementação recomendado. A LS reduz os custos em 18% em comparação aos processos tradicionais por meio do design de otimização da topologia de IA, ao mesmo tempo em que garante o padrão de qualidade 6σ.
Empresas médicas (500 peças por ano, Requisitos ambientais estéreis, certificação ISO 13485): Risco total de contaminação do fluido de corte por impressão 3D de metal + tecnologia de polimento eletrolítico e aprovação rápida pelo FDA.

Qual método de fabricação de engrenagens é o certo para você?
Corte de controle numérico (preferencialmente de alta precisão)
1.Caso em questão: empresa suíça de equipamentos médicos roda de implante dentário de liga de titânio (módulo 1,5, 8 mm de diâmetro).
2.Pontos problemáticos do processo:
- A liga de titânio tem alta dureza (HV 1500-2000), baixa condutividade térmica (16 W/m.K) e é propensa ao desgaste da ferramenta e à deformação térmica durante a usinagem tradicional.
- A roda do implante deve atender ao padrão de biocompatibilidade ISO 10993 com rugosidade da superfície Ra<0,4 μm para evitar risco de adesão celular.
3.Solução da empresa LS:
- Máquina-ferramenta CNC de cinco eixos(precisão de repetibilidade da mesa de trabalho ± 1,5 μm) combinada com revestimento PCD ferramentas de corte (aumento de 10 vezes na vida útil).
- A deformação térmica foi controlada pelo sistema de corte de temperatura constante (25 ±0,5 ℃) e usinagem assistida por vibração ultrassônica (amplitude 5 μm, frequência 20 kHz), reduzindo a força de corte em 30%.
- Microtexturização de superfície: Usando micronanotecnologia a laser, 0.2 μm micro sulcos são criados na superfície do dente para promover a integração óssea.
4.Desempenho operacional:
- Certificação FDA 510(k): Por meio de um sistema de rastreamento digital de processo completo (em conformidade com o padrão ISO 13485).
- Dados de produção em massa: 500 pedidos com um prazo de entrega reduzido de 4 semanas (comparado às 8 semanas necessárias para processos tradicionais) e um aumento na produção de 85% para 99,2%.
- Prêmio de mercado: o preço unitário aumentou 25% devido ao design ultrassilencioso da marca odontológica premium (com menos de 45 dB de ruído).
Fundição de precisão (produção em massa de baixo custo)
1.Estudo de caso: engrenagens de caixa de câmbio de fornecedor automotivo chinês (500 mil peças por ano, 3 módulos, peso total de 2,1 kg).
2.Pontos problemáticos do processo:
- Microfissuras (vida de fadiga menor que 10⁷ciclos) ocorrem em engrenagens de fundição sob pressãode liga de alumínio sob impacto de alta velocidade.
- Estruturas de paredes finas (espessura de parede de 0,8 mm) são propensas à deformação devido a diferentes taxas de solidificação e contração de solidificação.
3.Plano de otimização da empresa LS:
- A fundição a vácuo de alta pressão (pressão de 0,3 MPa, teor de oxigênio <50 ppm) reduziu os defeitos de porosidade e aumentou a taxa de qualificação para exame de raios X de 92% para 99,6%.
- Tratamento térmico local: nitretação de engrenagens (profundidade de 0,2 mm, dureza de 62 HRC) + núcleo tratado com solução T6 com resistência à tração de 310 MPa (40% maior que o processo tradicional).
- Otimização da análise de fluxo do molde: a taxa de contração foi reduzida de 1,2% para 0,3% ajustando a posição do portão por meio da simulação do Moldflow.
4.Benefícios econômicos:
- Custo unitário: 3,2 (de 5,2), resultando em economia anual de custos de US$ 10,4 milhões.
- Retorno de qualidade: a vida útil da fadiga é de 10⁸ ciclos (comparado ao padrão internacional ISO 6336) e temos um contrato de garantia de 10 anos com a fábrica anfitriã.
- Capacidade de entrega: Produção paralela de 16 máquinas de fundição sob pressão com capacidade de produção mensal de 62 mil peças, eficiência geral de 89%.
Metalurgia do Pó (Especialista em Micro Engrenagens)
1.Estudo de caso: Engrenagem de aço inoxidável para bomba de insulina alemã (módulo 0,3, tamanho total do conjunto Φ 12 mm).
2.Desafios técnicos:
- Malha em microescala: O módulo de 0,3 é de apenas 0,6 mm de largura do dente, e as técnicas tradicionais de fresagem de engrenagens não garantem o perfil do dente.
- Requisitos de material: Grau médico Aço inoxidável 316L deve equilibrar biocompatibilidade (resistência à corrosão, concentração de Cl<100ppm) e resistência à abrasão (coeficiente de atrito<0,1).
3.Tecnologia inovadora da empresa LS:
- Moldagem por injeção de metal: Tamanho do pó 80-150 μm, temperatura de injeção 1450 °C, densidade 7,4 g/cm³ (próximo ao valor teórico).
- Prensagem isostática a quente: Eliminação de defeitos internos a 1100 °C/100 MPa de argônio com uma resistência à tração de 820 MPa (padrão ISO 683).
- Endurecimento a laser de superfície: têmpera a laser de varredura de contorno 3D (potência de 2 kW, velocidade de varredura de 50 mm/s), dureza de superfície HRC 60, espessura da camada resistente ao desgaste de 0,1 mm.
4.Validação clínica:
- Teste de vida útil: 8.000 horas de desgaste ininterrupto sob condições que imitam as flutuações da glicose no sangue (torque de 2 N/m, 500 rpm).
- Conformidade: Certificado pela ISO 13485 gerenciamento de qualidade de dispositivos médicos sistema certificação e reconhecido pela Marca CE.
- Vantagens de custo: redução de 90% nos custos de molde em comparação com usinagem de precisão, com um preço unitário de produção em massa de 1,8 (de 6,5).
Impressão 3D em metal(inovação em design)
1.Estudo de caso: equipamento de satélite Inconel 718 da NASA (peso total de 4,7 kg, módulo 2,5).
2.Desafios do ambiente espacial:
- Temperatura extrema: precisa alternar entre nitrogênio líquido a -196 °C e luz solar direta a +150 °C.
- Corrosão por radiação: O risco de fragilização do material causado por raios cósmicos galácticos.
- Requisito de leveza: o peso do lançamento do satélite é limitado a 500 kg e os requisitos de peso são reduzidos em 30%.
3.Caminho técnico da LS Company:
- Projeto de otimização de topologia: a modelagem paramétrica ANSYS gerou estruturas sanduíche de raiz oca + favo de mel com densidades de até 4,2 g/cm³. (redução de peso de 35%).
- Fusão a laser seletiva: potência do laser de 300 W, velocidade de digitalização de 600 mm/s, espessura de 20 μm, densidade>99,95%.
- Inovação pós-tratamento: Deposição de vapor de superfície de revestimento de TiN com coeficiente de atrito reduzido para 0,08 e resistência à temperatura de 1000 °C (padrão ASTM E112).
4.Missão conquistas:
- Lançamento bem-sucedido: Mais de 2.000 horas de órbita baixa da Terra com o foguete transportador SpaceX Launch Vehicle 3 sem problemas.
- Dados de desempenho: Torque abaixo de 10⁴ N.m, valor de resistência de contato da superfície do dente da engrenagem de módulo 2,5 de 920 MPa (300% maior do que a fundição convencional), 35% menos peso do sistema e economia de US$ 2 milhões/kg em custos de lançamento.
- Layout da patente: Cinco patentes internacionais PCT foram registradas em torno da tecnologia de engrenagem de função gradiente.

Como implementar a estratégia ideal?
1.Ferramenta de diagnóstico de requisitos
Plataforma de tomada de decisão digital da empresa LS
- Digite três parâmetros principais: Torque (N.m), velocidade (rpm) e tamanho do lote (peças), e o algoritmo de IA corresponde automaticamente ao melhor processo (CNC/fundição/pó metalurgia/impressão 3D).
- Suporte para upload direto de modelo CAD e simulação em tempo real desempenho de engrenamento de engrenagens.
- Casos da indústria:
solução de fundição de precisão+revenimento de cementação é recomendada, o que pode reduzir o custo em 32% em comparação com o processo tradicional.
2. Estratégia geográfica da cadeia de suprimentos global
| Tipo de requisito | Regiões recomendadas | Vantagem de custo/desempenho |
| Requisitos de alta precisão | Alemanha/Japão | Controle de tolerância ≤0,005 mm, rugosidade da superfície Ra ≤ 0,4 μm. |
| Tipo sensível a custos | China/Índia | O efeito de escala reduz os custos em mais de 30% e encurta os ciclos de entrega em 40%. |
| Requisitos de design inovadores | EUA/Suíça | Suporte à otimização da topologia e impressão integrada, reduzindo o peso em 35%-50%. |
3.Lista de verificação de controle de qualidade: itens de inspeção obrigatórios e serviços de certificação LS
| Itens de teste | Método de teste | Padrão da empresa LS | Benchmarking da indústria |
| Erro de perfil | Instrumento de malha dupla (± 0,008 mm). | ISO 3487-1:2020 | Indústria automotiva ≤0,01 mm |
| Gradiente de dureza | Testador de dureza Micro Vickers (5-300 μm). | ASTM E1444 padrão | Aeroespacial HRC 58-62 |
| Microestrutura | Microscópio eletrônico (tamanho de grão ≥ 5). | GB/T 6394-2015 | Ferro fundido ≥ Grau 4, aço de liga ≥ Grau 3 |
| Rugosidade da superfície | Medidor de contorno (Ra 0,8-0,05 μm). | ISO 4287-1996 | Dispositivo médico Ra ≤ 0.4 μm |
4.Técnicas de otimização de custos: plano de redução de custos dedicado da LS
Otimização de Fundição Processo
- Design de molde modular: altere o teste tradicional de primeira matriz de 20 peças para um teste de matriz integrada de 40 peças, reduzindo o custo de abertura do molde em 30%.
- Caso em questão: após a modificação do molde de engrenagem da caixa de engrenagens do cliente chinês, o custo aumentou de US$ 3,2 por peça para US$ 2,2 por peça, com uma produção anual de 500 mil peças, economizando US$ 4 milhões.
- Controle da taxa de desperdício: usando o processo termostático (HIP), a densidade aumentou para 99,5% e a taxa de utilização do material aumentou de 65% para 92%.
Estratégia de lote de impressão 3D
- Produção paralela a laser multiplex: melhoria de eficiência de 300% no equipamento EOS M300-4 e velocidade de impressão de 200 mm³/min.
- Caso em questão: peça 200 engrenagens USPS e reduza o prazo de entrega de 14 semanas a 7 dias, economizando US$ 180 mil.
- Tecnologia de reutilização de materiais: Suporta recuperação de pó metálico (recuperável ≥95%) e reduz custos de material em 40%.
5.A opção de montante fixo fornece solução
- Aquisição de fonte dupla: Verificação de pista dupla CNC+casting, componentes principais usando dois processos de produção simultâneos para garantir a continuidade do fornecimento.
- Inventário gerenciado pelo fornecedor: estabelecimento de inventário seguro nos locais do cliente (por exemplo, armazém de Munique, Alemanha), reduzindo o tempo de resposta para 24 horas.
- Seguro de iteração técnica: fornece treinamento técnico gratuito em novas tecnologias (por exemplo, metalurgia do pó → migração de moldagem por injeção de metal) para reduzir o risco de obsolescência tecnológica.
Quais são as quatro competências principais da LS?
1. Cobertura de capacidade de processo completo: Somos um fornecedor global com Corte CNC (acoplamento de cinco eixos), fundição de precisão (vácuo de alta pressão), metalurgia do pó (MIM+HIP) e recursos de impressão 3D (SLM/DMLS).
2. Empoderamento digital: Plataforma de design de processo de inteligência artificial, solução de otimização de saída de 10 minutos, taxa de defeitos de design reduzida em 60%. Serviço de gêmeos digitais, um protótipo de caixa de engrenagens virtual é construído com 92% de precisão na previsão de sua vida útil.
3. Rede de serviços localizada: 6 bases de produção globais + 20 centros de serviços regionais para dar suporte à resposta de emergência em 48 horas.
4. Suporte ao ciclo de vida completo: Gears como um serviço modelo, fornece uma solução completa do design à reciclagem de sucata, reduzindo os custos totais de propriedade do cliente em 30%.

Resumo
A engrenagem é uma tipo de componente mecânico que pode realizar transmissão de potência e controle de movimento por meio de corte preciso ou modelagem de estruturas de dentes. A escolha da engrenagem determina diretamente a precisão, resistência e custo-benefício do produto. A LS Company é uma fornecedora profissional de usinagem CNC online, design de peças personalizadas e serviços de impressão 3D, fornecendo soluções flexíveis de fabricação de engrenagens personalizadas para diferentes cenários de aplicação para ajudar as empresas a melhorar a competitividade do produto.Se precisar de mais informações sobre soluções de fabricação de engrenagens, sinta-se à vontade para entrar em contato com a empresa LS. Oferecemos serviços profissionais de usinagem CNC on-line, peças personalizadas, impressão 3D e produção de protótipos.
Aviso Legal
O conteúdo desta página é apenas para fins informativos.Série LSNenhuma representação ou garantia de qualquer tipo, expressa ou implícita, é feita quanto à precisão, integridade ou validade das informações. Não deve ser inferido que os parâmetros de desempenho, tolerâncias geométricas, características específicas do projeto, qualidade e tipo do material ou mão de obra que o fornecedor ou fabricante terceirizado fornecerá por meio da rede Longsheng. Esta é a responsabilidade do compradorSolicitar um orçamento para peçaspara determinar os requisitos específicos para essas peças.por favorentre em contato conoscoSaiba maisEFOrmation.
Equipe LS
A LS é uma empresa líder do setorCom foco em soluções de fabricação personalizadas. Com mais de 20 anos de experiência atendendo a mais de 5.000 clientes, focamos emusinagem CNC de alta precisão,fabricação de chapas metálicas,impressão 3D impressão,moldagem por injeção,estampagem de metal e outros serviços de fabricação completos.
Nossa fábrica é equipada com mais de 100 centros de usinagem de 5 eixos de última geração e é certificada pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja produção de baixo volume ou personalização em massa, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolhaTecnologia LSSignifica escolher eficiência, qualidade e profissionalismo.
Para saber mais, visite nosso site:www.lsrpf.com
Perguntas frequentes
1. Por que as máquinas não podem existir sem engrenagens?
As engrenagens são peças mecânicas com perfis de dentes que transmitem potência e movimento por meio de engrenamento, assim como os dentes mecânicos. Motores de automóveis e máquinas-ferramentas de fábrica dependem de engrenagens para suas peças rotativas. Sem engrenagens, as máquinas não conseguem controlar com precisão a velocidade, o torque ou a direção.
2. Como o método de fabricação das engrenagens afeta sua vida útil?
A engrenagem de fundição é de baixo custo, mas propensa a defeitos de porosidade e vida útil curta. As engrenagens CNC têm superfície lisa, alta precisão, vida útil de fadiga de até 10 semanas. Estrutura interna otimizada para engrenagens impressas em 3D, resistência a altas temperaturas, resistência à corrosão, adequada para ambientes extremos.
3. Como você determina que tipo de equipamento uma empresa precisa?
A transmissão de alta velocidade seleciona engrenagens helicoidais, o autobloqueio requer seleção de engrenagens sem-fim. Escolha entre até 500 peças impressas em 3D e até 100.000 peças fundidas.Engrenagens aeronáuticas precisam ser resistentes ao calor (escolha liga de titânio + tratamento térmico) e engrenagens de eletrodomésticos precisam ser silenciosas (escolha náilon + revestimento de superfície). Entre em contato com a empresa LS para obter a melhor solução.
4. Quais são os problemas com a baixa rugosidade da superfície das engrenagens?
Ruído da engrenagem ≥70 dB (por exemplo, caixa de engrenagens do trator com ruído e rugosidade maiores que 3,2 μm. O desgaste rápido reduziu a vida útil em 30%-50% Ra >1,6 μm.
Recursos
Personagens da série Metal Gear


