

Blanking, como uma tecnologia-chave na tecnologia de conformação de metais, é amplamente utilizado em automóveis, eletrodomésticos, aeroespacial, eletrônica e outros campos. Ele coloca uma placa de metal entre os moldes e usa a aresta de corte do molde para aplicar pressão na placa, fazendo com que ela se deforme plasticamente e, eventualmente, se quebre, obtendo assim peças com a forma e o tamanho necessários. OEquipe LSirá levá-lo a discutir em detalhes o princípio de funcionamento, processo de deformação, elementos-chave eaplicação de blankingna produção industrial.
O que é blanking na fabricação de metais?
O blanking é um processo de fabricaçãoque usa matrizes para cortar metal plano em formas precisas. Especificamente, o blanking usa a aresta de corte da matriz para causar deformação por cisalhamento e separação do material da folha ao longo de uma determinada linha de contorno, obtendo assim peças ou blanks com a forma e o tamanho necessários. Durante o período deProcesso de supressão, exceto pelo metal próximo à linha de contorno de cisalhamento, o material da folha em si não sofre deformação plástica, de modo que as peças processadas por blanking de placa plana ainda mantêm uma forma plana.
Como funciona o blanking?
OPrincípio de funcionamento do blankingé um processo que altera a forma do material aplicando uma grande quantidade de pressão com base na deformação, elasticidade e propriedades plásticas do material. Aqui estão as etapas detalhadas sobre como funciona o apagamento:
- Preparação e instalação do molde:Projete e fabrique uma matriz de corte adequada de acordo com a forma e o tamanho das peças de corte necessárias. Instale a matriz de corte na prensa para garantir que a matriz superior e inferior estejam alinhadas corretamente e que a folga seja apropriada (geralmente 10 a 15% da espessura da placa).
- Preparação e posicionamento do material:Selecione o material de placa apropriadocomo o material de corte, e assegura-se de que sua qualidade cumpra as exigências. Coloque a placa na bancada da prensa e prenda-a usando um dispositivo de posicionamento para garantir que ela não se mova durante o corte.
- Pressione a partida e o fechamento da matriz:Inicie a prensa para que a matriz superior comece a se mover para baixo. A matriz superior e inferior são gradualmente fechadas para aplicar pressão na placa.
- Cisalhamento e separação do material:Sob a ação da boca da lâmina do molde, o material da placa começa a deformar o cisalhamento. À medida que o molde continua a fechar, a deformação por cisalhamento se expande gradualmente até que o material da placa esteja completamente separado. A parte separada torna-se punção, enquanto a outra parte torna-se sucata.
- Corte e descarga de resíduos:As peças são separadas da placa e largadas na área de coleta especificada. O material residual é descarregado através do orifício de resíduos do molde e coletado no tanque de resíduos.
- Abertura do molde e reset da prensa:A prensa para de funcionar e o molde se abre gradualmente. Volte à posição inicial para a próxima operação de corte.
- Inspeção de qualidade de peças de corte:Peças de corte de sebes para inspeção de qualidade, incluindo precisão de tamanho, erro de forma, qualidade da superfície de corte, etc. Se forem encontrados problemas de qualidade, os parâmetros do molde ou da prensa devem ser ajustados a tempo de garantir a qualidade das peças de corte subsequentes.
- Repetir:Se forem necessários vários punções, repita até que a produção da quantidade necessária seja concluída.
Como o blanking difere do piercing e do puncionamento?
1. O que é piercing?
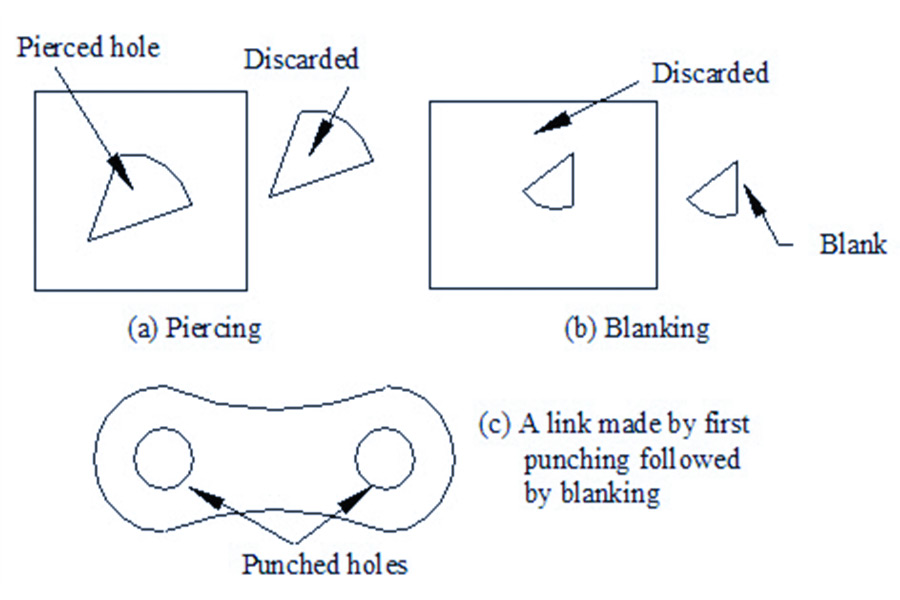
O piercing é um processo de cisalhamentoem que o metal bruto é perfurado com uma ferramenta de usinagem, resultando na criação de um furo circular ou de outro formato. Como o metal bruto é perfurado, o metal do orifício recém-criado é considerado sucata. A máquina de perfuração força uma ferramenta, conhecida como blanking
2. O que é perfuração?
A puncionamento é um processo de usinagem que envolve a remoção de sucata de uma folha de metal bruto. Requer o uso de uma prensa de punção para comprimir uma ferramenta através de uma folha de metal bruto. Embora a perfuração seja normalmente realizada usando chapas metálicas, ela suporta outros materiais como papel, plástico e várias fibras. A prensa de punção pressionou a chapa metálica enquanto colocada contra uma matriz. Portantochapa metálica perfurada assume a mesma formacomo a matriz usada.
3. Blanking VS Piercing VS Perfuração
(1)Remoção de material
As operações de puncionamento e blanking são bem diferentes do piercing. O piercing não remove nenhum material da folha de metal. Em vez disso, ele apenas desloca o metal, criando uma abertura que causa uma leve deformação ao redor da borda do furo.
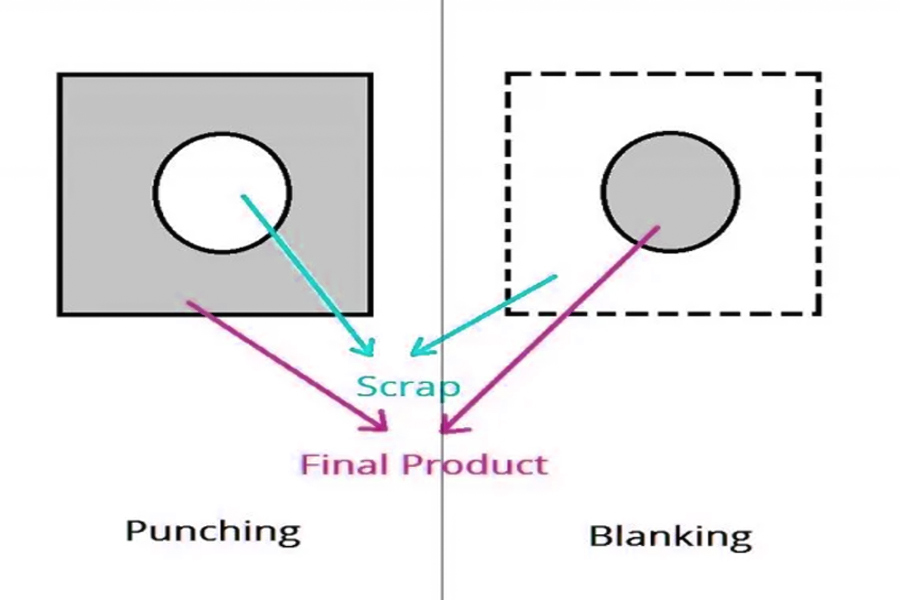
Puncionar e estampar envolvem o corte de material. O processo de perfuração corta a área ao redor de uma cavidade. Isso significa que a peça removida é considerada sucata. O buraco deixado para trás é o produto que se deseja.
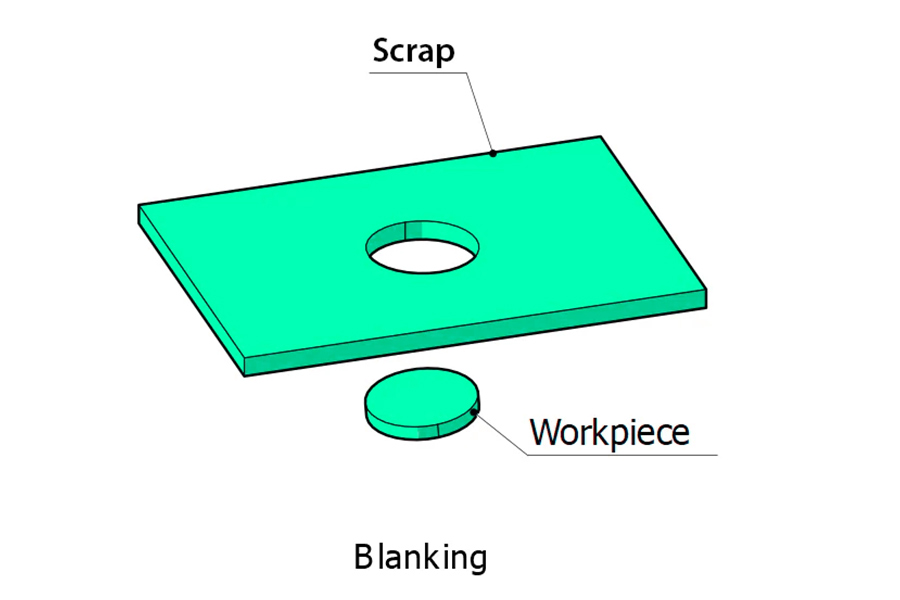
Blanking, por outro lado, é o oposto de punching. Nesse caso, a peça removida é considerada o produto desejado, enquanto a chapa metálica restante é descartada ou reciclada.
(2)Forma e tamanho do furo:
O processo de perfuração produz orifícios relativamente pequenos e simples, que geralmente são redondos da mesma forma ou de qualquer forma simples. A faixa de tamanho é limitada em comparação com piercing ou perfuração.
O processo de perfuração é muito mais versátil em forma e tamanho. Existem muitas outras opções disponíveis para formulários, de círculos a formas muito complexas. A faixa de tamanho é potencialmente maior do que a perfuração, mas os limites de ferramentas também podem limitá-la.
Operação de supressãoconcentra-se na peça recortada e não no orifício. É um aplicativo que pode perfurar formas muito grandes, geralmente peças inteiras. O "buraco" deixado para trás é o que não é desejado - o espaço negativo do produto desejado.
(3)Seleção de ferramentas e matrizes
O piercing usa um punção simples sem um dado combinado. A ferramenta determina a forma do furo. Esta é uma configuração muito simples e as alterações podem ser feitas rapidamente.
A perfuração requer um conjunto de punção e matriz combinado. O punção empurra o material através de uma abertura da matriz. Isso pode dar um corte extremamente limpo, com o custo de mais tempo para a configuração.
O blanking também utiliza um sistema de punção e matriz. No entanto, a abertura da matriz de corte é comparativamente maior para acomodar o produto acabado. A folga entre o punção e a ferramenta de corte deve ser substancial para obter bordas perfeitas no blank.
Fabricantes de chapas metálicas personalizadasorientar as indústrias na escolha de aberturas de matriz apropriadas eferramentas de blanking.
(4)Aplicação de força:
O piercing aplica força concentrada a uma pequena área. O punção aplica pressão ao longo do caminho do furo. Essa força focada pode perfurar o material de forma eficaz em uma única operação.
A perfuração distribui a força por uma área maior. Ele aplica pressão ao longo de todo o contorno de uma forma desejada, espalhando a força para o corte preciso de formas complexas.
O processo de blanking requer uma alta força de cisalhamento dos três processos. Ele deve perfurar as forças resistivas do material em toda a periferia do metal bruto, enquanto a força deve cisalhar toda a espessura da chapa.
O material certo é selecionado com base nos requisitos específicos do projeto, incluindo o desejadoforma: espessura, tamanho e propriedades da folha, sob a orientação dos melhores fabricantes contratados da Índia.
(5)Velocidade e precisão:
O piercing tem excelente velocidade e precisão satisfatória para pequenos diâmetros. Ele encontra uso ideal em operações de produção em massa, nas quais peças com diâmetros pequenos geralmente precisam acomodar vários furos simples.
A punção é uma operação que equilibra, em grande medida, entre velocidade e precisão. Formas complexas podem ser atingidas rapidamente com poucas imprecisões.
O blanking pode ser mais lento como técnica para perfis grandes e complexos. No entanto, o corte pode atingir níveis excepcionais de precisão para a peça acabada.
(6)Impacto da resistência e durabilidade do material
No Piercing, o metal pode ser enfraquecido nas laterais ao redor do orifício até certo ponto devido ao material ao redor do orifício. Há também deslocamento do metal do furo, portanto, haveria pontos de tensão. No entanto, no caso de folhas finas, esse efeito tende a ser mínimo.
A perfuração pode deformar algumas seções das bordas ao redor do furo, resultando no enfraquecimento da resistência do material nessa seção.
O blanking é o processo que tem o menor efeito na resistência do material. A integridade estrutural do produto acabado permanece intacta.
Quais materiais são usados no blanking?
OO melhor material para usar ao estampar depende de uma variedade de fatores, incluindo a forma e o tamanho da peça cega, requisitos de precisão, escala de produção e orçamento de custos. Aqui estão alguns materiais comumente usados para apagamento:
1. Alumínio
- Características:O alumínio é um metal leve com boa plasticidade e tenacidade, e é fácil de processar e moldar. Ao mesmo tempo,O alumínio tem boa resistência à corrosãoe é adequado para uma variedade de ambientes.
- Aplicação:No processo de estampagem, o alumínio é frequentemente usado para fabricar peças leves e peças estruturais, como componentes no campo aeroespacial, painéis de carrocerias de automóveis e invólucros de produtos eletrônicos, etc.
2. aço inoxidável
- Características:O aço inoxidável tem alta dureza. Ao perfurar, o punção precisa ter alta dureza e resistência ao desgaste, como ASP-23, ASP60 e outros punções de aço rápido em pó. Ao mesmo tempo, o aço inoxidável tem baixa plasticidade e é propenso a rachaduras e deformações durante o blanking. É necessário um projeto razoável da estrutura do molde e do processo de anulação.
- Aplicação:O aço inoxidável é amplamente utilizado no blankingdevido à sua excelente resistência à corrosão e propriedades mecânicas, especialmente onde são necessárias alta resistência à corrosão e alta resistência.
3. Cobre
- Características:O cobre é relativamente macio e o desgaste do molde é pequeno durante a puncionamento, mas é preciso tomar cuidado para evitar rebarbas e deformações.
- Aplicação:O cobre e suas ligas também são materiais comumente usados em blanking e são amplamente utilizados nos campos elétrico, eletrônico e de decoração devido à sua boa condutividade elétrica, condutividade térmica e resistência à corrosão.
- Tipo:As ligas de cobre comumente usadas incluem latão (liga de cobre-zinco) e bronze (liga de cobre-estanho ou liga de cobre-alumínio-silício, etc.). O desempenho de desenho do latão é melhor do que o de alguns materiais de cobre puro.
4. aço carbono
- Características:O desempenho de estampagem do aço carbono é muito afetado pelo teor de carbono e pelo estado de tratamento térmico. O aço de baixo carbono é fácil de perfurar e não é propenso a rachaduras; O aço de alto carbono requer tratamento térmico adequado antes da punção para melhorar sua plasticidade e reduzir a dureza.
- Aplicação:O aço carbono é um dos materiais mais comumente usados no cortee é amplamente utilizado na fabricação de várias peças e componentes estruturais devido ao seu alto preço de resistência e baixo.
- Tipos:Dependendo do teor de carbono, o aço carbono pode ser dividido em aço de baixo carbono, aço de médio carbono e aço de alto carbono. O aço de baixo carbono tem boa plasticidade e propriedades de perfuração e é adequado para perfurar peças com formas complexas; O aço de alto carbono tem maior dureza e é adequado para ocasiões que exigem maior resistência e dureza.
5. aço galvanizado
- Características:O desempenho de perfuração do aço chapeado é afetado pelo material de base ecamada galvanizada. A resistência e a plasticidade do material de base determinam a forma e a precisão dimensional das peças cegas; A camada galvanizada precisa permanecer intacta durante o processo de estampagem para evitar corrosão. Ao mesmo tempo, as matrizes de corte de aço galvanizado precisam ter alta dureza e resistência ao desgaste para lidar com o desgaste da camada galvanizada.
- Aplicação:O aço galvanizado é um material revestido com uma camada de zinco na superfície da chapa de aço para melhorar sua resistência à corrosão. No blanking, o aço galvanizado é amplamente utilizado onde é necessária alta resistência à corrosão.
- Tipo:De acordo com diferentes métodos de galvanização, o aço galvanizado pode ser dividido em chapas de aço eletrogalvanizado (como SECC) e chapas de aço galvanizado a quente (como SGCC). As chapas de aço eletrogalvanizado têm melhor conformabilidade e capacidade de pintura; As chapas de aço galvanizado a quente têm maior resistência à corrosão.
Perguntas frequentes
1. Qual é o processo de anulação?
O blanking é um processo de estampagemque usa uma matriz de puncionamento para separar as folhas sob a ação de uma prensa. O processo de estampagem inclui principalmente as seguintes etapas: (1) Estágio de deformação elástica: Quando o punção entra em contato pela primeira vez com o material da folha, o material sofre compressão elástica e deformação por flexão devido à pressão do punção no material. Neste momento, a folga entre o punção e a matriz é ligeiramente maior que a espessura do material. (2) Estágio de deformação plástica: À medida que o punção continua a pressionar, o material entra no estágio de deformação plástica. Neste momento, o material na aresta de corte do punção e da matriz é submetido a uma forte ação de cisalhamento e começa a produzir deformação plástica por cisalhamento. À medida que a deformação continua, o estado de tensão interna do material muda e as trincas de cisalhamento se formam gradualmente.(3)Estágio de fratura e separação: Quando a trinca de cisalhamento se expande até certo ponto, o material quebra e se separa nas arestas de corte do punção e da matriz. Neste momento, uma seção transversal clara é formada entre a peça cega e a folha. (4) Estágio de supressão e empurrão: Após a conclusão da perfuração, o punção continua a pressionar para baixo para empurrar a parte perfurada para fora da matriz. Ao mesmo tempo, o material restante (resíduos) também é descarregado da matriz.
2. O que o apagamento faz?
O blanking é amplamente utilizado na produção industrial. Sua principal função é que ele pode perfurar diretamente peças acabadas com formas e tamanhos específicos, como arruelas, molas, conectores, etc. O blanking também pode preparar os blanks necessários para outros processos de estampagem (como dobra, estampagem profunda, flangeamento, etc.) para processamento subsequente. Por meio de um design de layout razoável e reciclagem de resíduos, o blanking pode maximizar a utilização do material e reduzir os custos de produção.
3. Como funciona o corte fino?
O corte fino é um processo de corte especial que é realizado em uma prensa especial usando uma matriz especial de corte fino e materiais de corte fino adequados. O principalPrincípio de funcionamento do corte finoé que as matrizes de blanking fino geralmente usam um suporte em branco com uma coroa dentada e uma estrutura especial de matriz convexa e côncava. O corte fino geralmente escolhe materiais com boa plasticidade e tenacidade, como aço de baixo carbono, aço inoxidável, etc. Durante o processo de estampagem, o punção da matriz de corte fino pressiona o material a uma velocidade mais lenta, enquanto a placa de borda exerce pressão apropriada sobre o material. Como a deformação plástica do material é totalmente desenvolvida durante o processo de corte fino, a qualidade da seção transversal das peças cegadas é geralmente maior. A seção transversal é lisa, altamente vertical e não tem rebarbas óbvias ou cantos flácidos.
4. Como o blanking é diferente do punching?
A estampagem e a perfuração são processos de conformação de materiaisque envolvem a remoção precisa de material de uma peça de trabalho. A principal diferença entre os dois processos é o produto final produzido. Em uma operação de estampagem, a peça ou produto final é removido ou "perfurado" da folha maior e o material restante é descartado como sucata. Por outro lado, nas operações de estampagem, o material removido é descartado e o produto final é o material restante, que é então processado posteriormente. Outra diferença entre os dois processos é como o fabricante lida com a folha inicial. Nas operações de estampagem, eles normalmente removem o mínimo de material da peça original para minimizar o desperdício de material. Em contraste, as operações de corte são mais eficientes quando a maior quantidade de material é removida da peça de trabalho. Para pedidos de lotes médios a grandes, a puncionadeira e a estampagem são métodos de produção extremamente econômicos. Embora a sucata perfurada durante o processo de puncionamento possa não ser usada em operações subsequentes, em muitos casos ela pode ser reciclada ou reutilizada, resultando em economias de custo significativas.
Resumo
Como uma importante tecnologia de processamento de metais,O blanking desempenha um papel decisivo na fabricação moderna. Por meio da inovação tecnológica contínua e da atualização de equipamentos, o processo de blanking se desenvolverá em direção a maior precisão, maior eficiência e maior automação, fornecendo forte suporte para a transformação e atualização da indústria de manufatura.

Disclaimer
O conteúdo desta página é apenas para referência.Énão faz qualquer representação ou garantia expressa ou implícita quanto à precisão, integridade ou validade das informações. Nenhum parâmetro de desempenho, tolerâncias geométricas, características específicas de design, qualidade e tipo de material ou mão de obra devem ser inferidos quanto ao que um fornecedor ou fabricante terceirizado fornecerá por meio da Rede Longsheng. É de responsabilidade do compradorBuscando uma cotação para peçaspara determinar os requisitos específicos para essas partes.Por favorContate-nospara maisInformação.
Equipe LS
A LS é uma empresa líder do setorespecializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência atendendo a mais de 5.000 clientes, nos concentramos em alta precisãoUsinagem CNC,Fabricação de chapas metálicas,Impressão 3D,moldagem por injeção,carimbo do metal,e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros avançados de usinagem de 5 eixos e é certificada pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países em todo o mundo. Quer se trate de produção de baixo volume ou personalização em larga escala, podemos atender às suas necessidades com entrega em até 24 horas. EscolherTecnologia LSsignifica escolher eficiência, qualidade e profissionalismo.
Para saber mais, visite nosso site:www.lsrpf.com


