

Metal blankingは、効率的で正確な成形プロセスとして、現代の工業製造において重要な位置を占めています。これは、ブランキングツールを介して、金属シートの衝撃または圧力に、所定の形状と分離のサイズに応じて、正確で効率的な処理効果を達成するために、正確で効率的な処理効果を達成します。
主要な金属加工サービスプロバイダーとして、業界、LS Companyは、高いレベルの技術的専門知識を持っています。 高度な設備と複雑な金属パンチングタスクの処理における豊富な経験。この論文は、金属ブランキングの精密制御技術を調査し、ブランキング精度に影響を与えるさまざまな要因を分析し、ブランキングプロセスにおけるLSの利点を紹介することを目的としています。
金属ブランキングとは?
金属ブランキングとは、金属材料の塑性変形特性を利用して、原材料を特定の形状やサイズの精密部品に加工し、金型を通じて金属板に高速圧力を及ぼす製造プロセスです。パンチングツール。そのコアプロセスにはブランキングが含まれます (分離プロセス)および形成(曲げ、延伸など)および自動車のボディ、航空宇宙部品、精密電子機器などで広く使用されています
金属ブランキングの過程で、 パンチングツールの設計と製造は、プレス部品の品質に重要な役割を果たします。したがって、ツールを合理的に設計し、適切なプロセスパラメータを選択し、プロセスを厳密に制御するために、金属ブランキング部品の精度と品質を確保することが重要な要素です。プロの金属加工サービスプロバイダーとして、LS Companyは、豊富なハードウェアブランキングの経験と高度な技術機器を備えており、お客様に高品質のハードウェアブランキング services and solutions.
どのような材料が使用されていますか?
1. 一般的な金属材料
- 低炭素鋼(SPC、Q235Bなど):高い可塑性、加工が容易で、低コストで、一般的なパンチングプロセスに適しています
- ステンレス鋼(SUS301、SUS304など):耐食性は強いですが、作業を硬化させる傾向が顕著です。 パンチの特殊な状況に適しています。
- アルミニウム合金 (例: 6061、6063):アルミニウム合金は比較的質量が軽く、密度が低く、電気伝導率と熱伝導率が良好ですが、優れた弾力性があり、ブランキング軽量化が必要な部品.
2.特殊金属
- 高強度鋼(DP鋼、TRIP鋼など):引張強度≥150MPaですが、チタン合金(TA15、TC4など):比強度が高く、耐食性がありますが、加工温度に敏感です。
- マグネシウム合金(例:AZ31B、WE43):最も軽い金属構造材料で、可燃性で、厳格な温度制御が必要です。
金属ブランキング作業?
1.材料前処理
- 材料の選択:SPC炭素鋼)、SUS301(ステンレス鋼)、6061アルミニウムなど、厚さ公差+ -0.05mm.
- 表面処理: リン酸塩処理/亜鉛メッキ(金型寿命延長)、潤滑コーティング(摩擦低減).
- 平坦化と洗浄:プレートの曲げ(≤0.03mm/m)と表面不純物の除去
2.Mold system
| モールドタイプ | 構造特性 | 典型的なアプリケーション |
| シングルプロセス金型 | 凸型+凹型+排出プレート | スモールバッチシンプルパーツ |
| Composite mold | ネストされた凸凹型+硬質放電 | ミディアムバッチ高精度部品 |
| Continuousモード(プログレッシブモード) | マルチステーション配置+マテリアルガイドピン位置決め | 大量の複雑な部品 |
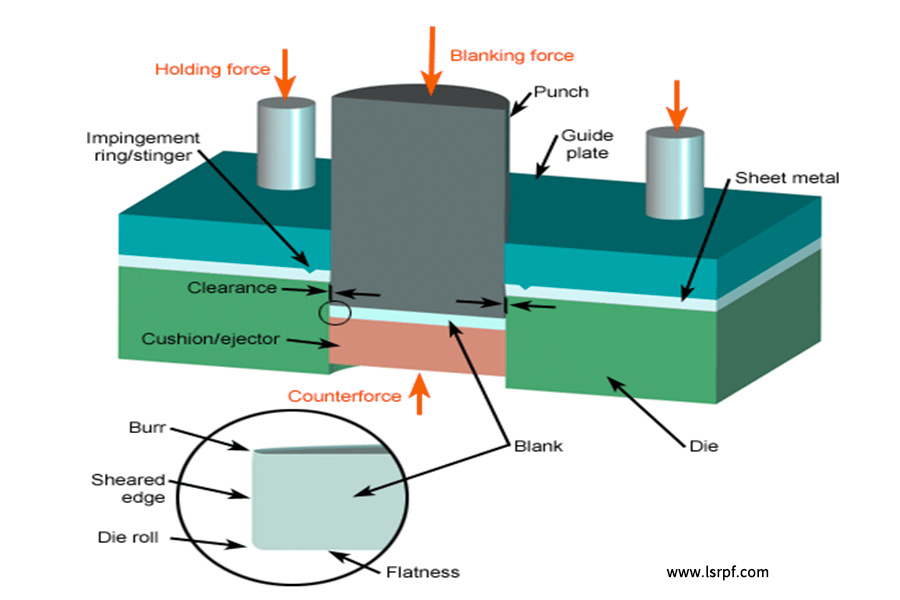
- 位置決め段階:フィーダーは、真空吸着またはガイドピンの位置決めによって支援され、ダイの指定された位置(精度±0.01mm)にシートを送ります。
- 圧力アプリケーション: 油圧/機械式プレスは、高速(0.1-200m / s)で数千トンの推力を生み出すことができます。
- 材料変形:
せん断分離:凸型型は材料を貫通し、凹型型は廃棄物を運びます(通常、せん断面は45°傾きます).
塑性成形:曲げ/延伸中のスリップラインの生成(低炭素鋼の降伏プラトーなど).
- 荷降ろし段階:ばね/空圧装置が打ち抜き部を排出し、廃棄物を自動的に排出します.
4.一般的なプロセスタイプの比較
| プロセスタイプ | Processing method | 速度範囲 | 適用材料の厚さ |
| Cold blanking | 室温でのせん断 | 0.1-10m/s | 0.1-6mm |
| Heat blanking | 材料を600°C以上に加熱 | 0.05-2m/s | 2-8mm |
| Hydroforming | 高圧液体ドライブ | 0.01-0.5m/s | 0.5-4mm |
5.フォローアップ処理
切断部品は脱毛、洗浄、平準化され、切断精度と外観品質が向上します。必要に応じて、切断、穴あけ、溶接、などの部品を加工します。

金属ブランキングプロセスの影響要因は何ですか?
材料特性(加工の実現可能性に直接影響する)
1. 材料強度
- 高強度鋼(DP鋼など):打ち抜き速度を落とすか、軽度のフラッシュを使用しなければなりません。そうしないと割れやすくなります。
- アルミニウム合金:弾力性回復が著しいため、負のクリアランスブランキングが必要(クリアランスが材料の厚さより5%-8%少ない:
2. 材料の厚さ
- 超薄板 (<0.1mm):変形を防ぐために油圧パッドアシストまたは液体窒素冷却が必要です.
- 厚板(>4mm):大型のトン数プレスが必要で、コーナーコラプス不良が発生しやすい
3. 表面状態
- 油/酸化層:潤滑不良または金型密着性を低下させます。
- リン酸塩/亜鉛メッキ層:金型寿命は改善されましたが、潤滑条件に一致させる必要がありました.
金型の設計と製造(精度の上限を決定します)
1. リーフジオメトリ
- 円半径:小さすぎます(Ra<0.05 μ m)は摩耗や損傷につながりますが、大きすぎる(Ra>0.1mm)はバリにつながります.
2. ギャップ制御
- 通常のブランキング: gap=材料の厚さ× (0.05-0.1)
- 精密ブランキング:負のクリアランス(例:アルミニウム合金の場合は-0.03mm)により、反動が減少します。
3. 金型硬度
- TDコーティングモールド(HRC85-90):耐用年数が300%増加し、高精度の要件に適しています。
- 普通炭化物(HRC60-65):低コストですが、壊れやすい.
Processパラメータ(歩留まりに直接影響)
1. パンチ速度
- 高速パンチ(>100m/s): 高効率ですが振動しやすく、アクティブダンピングシステムが必要です。
- 低速ブランキング (<10m/s):高強度鋼または薄肉部品に適しています.
2. トンプレス
- 計算原理:トン数≥材料せん断強度xパンチング面積は安全率(通常は1.2-2)に等しい.
- 典型的な値:ブランキング2mm SPCCボード(σ b = 345MPa)は200トン≥トン数を必要とします。
3. 潤滑条件
- 乾燥摩擦:低コストですが金型摩耗しやすい(SPC).
- オイルベースの潤滑:摩擦係数を0.05に下げ、ダイの寿命を延ばします.
一般的な欠陥と対策
| 欠陥タイプ | 原因分析 | Solution |
| Burr | ブレードの不動態化と過度のギャップ | 刃先を再研磨し、負のクリアランスを使用します |
| フランジング/ツイスト | 荷降ろし力と弾性回復が不十分です | 空気圧アンロードをインストールし、クリアランスを最適化します |
| Crack | 材料応力の集中と過剰なパンチング速度 | ウォームブランキング、パンチング速度の低下 |
金属ブランキングの適用分野は何ですか?
1.自動車製造:金属ブランキングは、自動車製造において特に重要です。多数の金属プレスは、ドア、スートエンジン、ボンネット、トランクリッド、シャーシアタッチメント、エンジンアタッチメント、ギアボックスアタッチメントなどのボディコンポーネントに使用されます。これらのプレス部品は、自動車の構造的および機能的要件を満たすだけでなく、生産効率を向上させ、コストを削減します.
2.航空宇宙:航空機のフード、外装、内装の建物パネルなどの主要コンポーネントの製造には、通常、高度な金属ブランキングプロセスが必要です。これらのコンポーネントは、高い強度と剛性を必要とするだけでなく、軽量の要件を満たす必要があります。
3.Healthcare: 医療機器から医療機器コンポーネントまで、金属ブランキング部品は、その精度と信頼性のために広く使用されています。たとえば、チタンインプラントは医療用インプラントで一般的です.
4.電子製品: コンピューターシャーシの冷却穴から携帯電話などのポータブルデバイスの内部構造まで、金属パンチは必要な構造的サポートを提供するだけでなく、 しかし、製品の美的および機能的要件も満たしています.
ブランキングツールの選び方は?
パンチの特性に応じて.
<.p="p">1.材料と仕様:- 中型および小型の金属パンチの場合、曲げまたは浅いストレッチの場合、通常はオープンパンチプレスまたはオープンメカニカルパンチを選択する必要があります。
- 大型、中型および高精度ブランキング製品、 ドアプレス、ダブルアクスルプレス、またはクローズドメカニカルプレスを使用することをお勧めします。
- レベリング、曲げ修正、成形、その他の特殊技術など、材料に高強度と剛性の加工が必要な場合は、パンチまたは対応する特性を持つパンチを選択する必要があります。
2. 仕上がりサイズと精度:
プレス部品のサイズと精度の要件を考慮して、これらの要件を満たすことができるパンチツールを選択してください。たとえば、高精度のパンチには、高剛性または大容量のパンチを選択するパンチングマシンが必要になる場合があります.
生産ニーズに応じて選択してください.
1. 生産バッチ
- 大量生産(年間100000個以上)の場合、高速プレスまたは複数の全自動プレスにより、生産効率と成形品質を大幅に向上させることができます。
- フレキシブルブランキングツールは、小規模または試作(500〜5,000ユニット/月)に使用できます
2. プロセス要件:
- ブランキングプロセスの性質に応じて、ブランキング、曲げ、深絞りなどの適切なブランキングツールを選択してください。
- 処理の特別な要件を考慮して、より大きな力ストロークが必要な場合は油圧プレスが選択されます。
生産コストに基づいて選択
| Scheme | 適用可能なシナリオ | Initial Investment | メンテナンスコスト | 総所有コスト(5年) |
| すべての新しいデバイスを購入 | 長期大量生産/高精度需要 | 100% | Centre | 上昇-下降 |
| 中古機材 | 短期プロジェクト/テストの検証 | 30%~50% | 背が高い | Lower |
| リース機器 | 一時的な注文/技術的な反復期間 | 0 | 上昇-下降 | 最小 |
- 長期的なニーズを優先する: 初期投資と長期的なリターンのバランスをとるために、すべての新しい機器を購入することを選択します。
- 短期/パイロット生産の需要: 財務リスクを避けるために機器をリースすることを好み、予算が許せば中古機器を代替手段として使用します。
- 基本原則: 生産サイズ、精度要件、および技術的な反復速度に応じて、コスト入力リソースの柔軟性の最適な組み合わせを一致させます。
LS会社の差別化された競争上の優位性は何ですか?
1.技術統合:CNC+ブランキングコラボレーション:オンラインプラットフォームを通じて、設計と生産のシームレスな統合を実現します。 CNC精密加工を利用して、金型の詳細を最適化し、開発サイクルを短縮します。
2.高精度、高複雑製造:高速精密パンチングマシンと高精度ダイを装備し、落下ダイは耐久性があり、品質に影響を与えません。electronicsおよびmedical devices.
3.Materialの柔軟性: 炭素鋼などの一般的な金属をカバーし、 アルミニウム合金、チタン合金、表面処理(メッキ、スプレー)を施し、機能性を高めています。製品の歩留まりを向上させるための高強度鋼または耐食性材料の最適化技術.
4.カスタマイズと迅速な対応:ニック・チャンが率いる同社は、カスタマイズされたモジュラー金型設計または迅速な交換ソリューションを提供して、顧客の長期的な生産コストを削減し、シングルピースから大量生産への柔軟な移行をサポートします。テクニカルサポートの応答時間は4時間未満で、重要なスペアパーツは十分に在庫されています(例:凸型/凹型緊急時対応計画).
Summary
マスタリングブランキングプロセス、 特に金属打ち抜きの精度は、金属成形技術の重要な課題であり、コア技術です。ブランキングは、金属加工の基本的な方法の1つとして、最終的なパンチの正確なサイズと優れた表面品質を確保するために、金型の種類、材料特性、プロセスパラメータなど、パンチングプロセスのさまざまな要素を完全に理解する必要があります。ブランキング技術と数値制御技術の組み合わせにより、効率と複雑さのバランスをとることができます。これらの要素を微調整することにより、パンチング部品の精度を効果的に向上させることができ、高精度部品の必要性を満たすことができ、金属加工業界の持続可能な発展を促進します.

Disclaimer
このページの内容は参照用です。LS情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を行うものではありません。性能パラメータ、幾何公差、特定の設計機能、材料の品質と種類または仕上がりは、サードパーティのサプライヤーまたは製造業者がLongshengネットワークを通じて何を提供するかについて推測されるべきではありません。それは買い手の責任です部品の見積もりを求めていますそれらの部品の特定の要件を決定するために詳細についてはお問い合わせください.
LS Team
LSは業界をリードする会社ですカスタムを専門としています製造ソリューション。20年以上にわたり5,000社以上のお客様にサービスを提供してきた経験から、高精度に焦点を当てていますCNC加工,板金加工,3Dプリンティング,射出成形、金属スタンピング、< / a>およびその他のワンストップ製造サービス.
当社の工場には100を超える高度な5軸マシニングセンターが装備されており、ISO 9001:2015の認証を取得しています。私たちは、世界150か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間という速さでお客様のニーズを満たすことができます。選択LSテクノロジー効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社のWebサイトをご覧ください:www.lsrpf.com
よくある質問
1.なぜ金属ブランキングの精度が当社の製品にとって重要なのですか?
高精度パンチは、製品の安定性と信頼性を保証し、サイズの偏差によって引き起こされる組み立ての問題を減らすことができます。同時に、製品の美観と耐用年数を改善し、市場の競争力を高めることもできます.
2.金属パンチの精度が標準に達していない場合はどうなりますか?
ハードウェアパンチの精度が基準を満たしていない場合、 製品の組み立てが困難になり、性能が低下し、さらには安全上の問題を引き起こす可能性があります。同時に、生産コストと廃棄率を増加させ、企業の経済効率を低下させます.
3.金属の精度との関係は何ですかブランキング そして、生産コストは?
両者の間には関連性があります。高精度でありながらブランキング 設備や金型は初期投資コストを増加させる可能性がありますが、長期的には製品の品質を向上させ、スクラップや手直しを減らすことで生産コストを削減できます。したがって、金属の精度を制御することは非常に重要ですブランキング生産コストを削減し、企業の経済効率を向上させます.
4.普通鋼とアルミニウム合金のパンチング精度の違いは何ですか?
鋼は硬度が高いです。 変形が容易で、機器に対する高いトン数要件と大きなダイギャップ。アルミニウム合金は、柔らかな質感、優れた延性、簡単なバリ、細かい潤滑、小さなクリアランスを備えています.
リソース

