
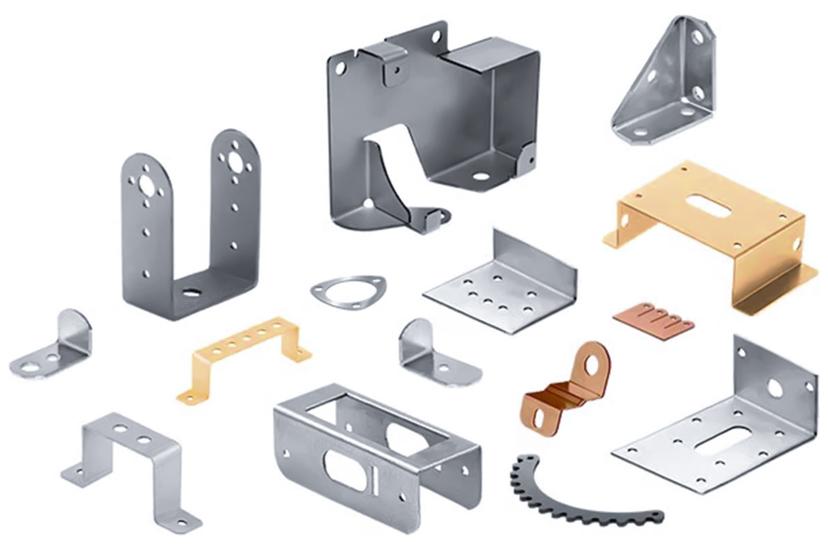
工業生産の分野では、金属曲げは一般的なプロセスの1つです.自動車製造、機械製造、家電製品、建設、その他の産業であるかどうかにかかわらず、金属シートの曲げ加工は切っても切れない関係にあります。では、業界での金属曲げとは正確には何ですか?この記事を読むことで、すべての質問に答えることができます。次に、金属の曲げに関する知識の海に足を踏み入れましょう!
金属曲げとは?
金属曲げとは、力を使って金属をさまざまな幾何学的形状に変形させることです。薄い金属シートを 1 回以上曲げて最終的な形状を形成することを、金属曲げと呼びます。使用する金属の厚さは異なる場合があります。曲げることができる最小厚さは約127mmで、最大厚さは材料の種類と厚さによって異なります。通常、鋼板の厚さは6mmを超えません。一般に、曲げ半径は材料の厚さ以上である必要があります。
金属曲げの主な方法は何ですか?
金属曲げはのプロセスです曲げ金属材料特定の形状に。主な方法は次のとおりです。
1.V曲げ:
この方法は非常に一般的であり、ほとんどの人に利用されています曲げニーズ.この方法では、「パンチ」と「Vダイ」を使用して、板金を指定された角度に曲げます。このプロセスでは、パンチはVダイ上の位置でシートメタルに力を加えます。パンチからの力の結果として、板金に角度が形成されます。V曲げ工法は、鋼板の位置を変えることなく鋼板を曲げることができるため、比較的効率的です。
一般的な3つのものがありますV曲げの種類:
※コイニング
コイニングは、パンチとワークピースがダイの底部にある曲げ加工です。これにより、角度が制御され、スプリングバックがほとんどなくなります。このタイプの曲げには、空気曲げや底曲げよりも多くのトン数が必要です。
コイニングの利点は、優れた結果を得るためには精度が不可欠であり、それこそがコイニング法が提供できるものであるということです。正確であるだけでなく、この手法を使用することになると、結果を繰り返すことも簡単な作業です。 また、コイニングを使用する場合、スプリングバックはあまり一般的ではないため、金属が元の状態に戻る可能性が低くなります。
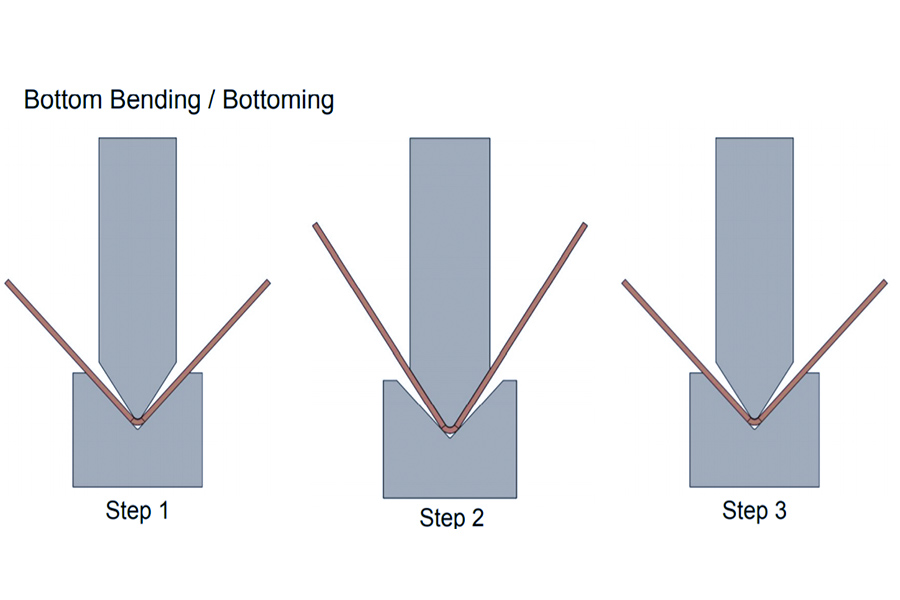
※ボトムベンディング
ボトムベンディングまた、パンチとV字型の底型を使用しており、エアベンディングと同じです。異なるのは、パンチを使用して金属をダイに完全に押し込み、曲げを作成することです。ボトムベンディング(またはボトミング)は、金属がダイの底に押し込まれるため、その名前が付けられています。より高い圧力が使用され、金属はパンチとダイに完全に接触します。
材料はダイの底部に押し込まれるため、使用されるダイによって、達成される曲げ角度が決まります。ボトムベンディングでは、異なる曲げ角度を実現するためにダイを交換する必要があります。これは、パンチをダイ内の別の深さまで押すことができるため、エアベンディングには当てはまりません。ボトムベンディングにより、スプリングバックが少なくなり、より正確な角度が作成されます。大きな欠点は、新しい曲げ半径ごとに異なる底型が必要になるため、機械上で手動で交換する必要があることです。また、生産時には機械に圧力がかかります。
※エアベンディング
部分曲げ、または空気曲げは、作業片が実際には工具部品に完全には触れないという事実に由来しています。部分曲げでは、ワークピースは2点に静止し、パンチが曲げを押します。通常はまだプレスブレーキで行われますが、実際にはサイドダイは必要ありません。空気の曲げは多くの柔軟性を与えます。90°のダイとパンチがあるとしましょう。この方法では、90度から180度の間のどこでも結果を得ることができます。ボトニングやコイニングほど精度は劣りますが、この種のシンプルさがこの方法の美しさです。荷重が解放され、材料のスプリングバックによって角度が間違ってしまった場合は、さらに圧力をかけるだけで簡単に調整できます。もちろん、これはボトミングに比べて精度が低下した結果です。同時に、パーシャルベンディングの大きな利点は、さまざまな角度のベンドに対して段取り替えが必要ないことです。
2.ロールベンディング
これ金属曲げ技術シートを湾曲した形に曲げることを含みます。この技術は、3つのローラー、ブレーキと一緒に油圧プレスシステムの使用を含むロール曲げ板金基準を利用しています。3つのローラー間の距離により、メーカーはシートを曲線に曲げることができます。
3. U曲げ
UベンディングはVベンディング法とまったく同じです。この方法では、U字型のパンチとU字型のダイを使用します。V曲げとU曲げの唯一の違いは、結果として得られるシートがV字型ではなくU字型になることです。
4.ロータリー曲げ
回転曲げ法は、90度以上の角度の曲げが必要な場合に展開されます。V曲げと同様のものと考えることもできますが、このプロセスの出力は、この方法で使用される金属シート曲げ機がシートの表面を傷つけないため、より均一で審美的です。
5.エッジベンディング
このエッジ曲げシートメタルの技術は、メーカーがエッジを損傷することなく曲げるのに役立ちます。シートメタルエッジ曲げ法は、残りの金属部品よりも短いシートメタルのセクションで最も一般的に使用されます。コーナーのシャープさを排除し、結果の美的外観を向上させるのに役立ちます。
6.ワイプベンディング
この曲げ加工は、ワイプダイを利用します。ワイプダイの内側に金属板を丁寧に置き、圧力パッドで圧力をかけます。後で、パンチを使用してシートに希望の曲げを行います。
エアベンディングとボトムベンディングの違いは何ですか?
エアベンディングとボトムベンディングは、どちらもダイとパンチという同じ装置を使用して行われます。これら 2 つの曲げ方法の違いは、曲げを作成するときに使用される手法にあります。底面曲げとは、パーツをダイの底まで完全に押し下げて(つまり「底面曲げ」)角度を形成することです。エアベンディングとは、パーツをダイに対して部分的に下向きに押し付けて、特定の角度を作り出すことです。部品自体とダイの底部との間にはまだクリアランスがあります(2つの間に見える空気の「空気の曲げ」)。
ボトムベンディングは、より高い精度を必要とする金属部品に正確で整然としたベンドを作成するために使用できます。エアベンディングは精度が若干劣りますが、生産工程ではより速く、はるかに便利です。どちらの曲げ加工も、手動またはCNC制御のプレスブレーキを使用して行うことができます。一般的に、エアベンディングにはより正確なプレスブレーキが必要になります。しかし、底面曲げ加工となると、プレス機の精度はそれほど重要ではなく、より多くのスクラップが発生する可能性があります。また、ダイにかかる圧力やプレスブレーキの油圧への影響により、底面曲げについても機器のメンテナンスが必要になることがあります。
| オプション | エアベンディング | ボトムベンディング |
| カスタムツーリング | 必須ではありません | 必要になる場合があります |
| /半径 | 1つのダイで複数の角度半径に対応できます | 角度半径ごとに一意のダイが必要です |
| 角度精度 | >± 45インチ | ±15-30インチ |
| 最適な用途 | 曲げ精度が重要でない部品 | 曲げ精度が重要な部品 |
| プライシング | ツーリング投資なし/部品価格の上昇 | ツーリング投資/部品価格の引き下げ |
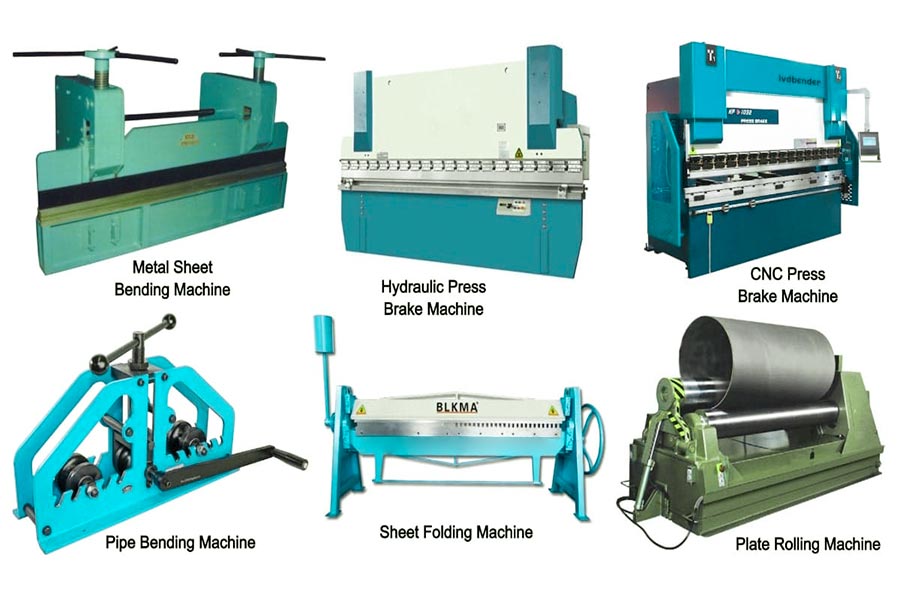
金属曲げ加工にはどのような機器が使用されていますか?
正確で優れた結果を達成したい場合ベンディングメタル、専用のツールを使用する必要があります。板金を曲げるための3つの一般的な必須ツールは、油圧プレスブレーキ、手動プレスブレーキ、およびせん断です。
1.金属曲げ機または油圧CNC曲げ機
油圧プレスブレーキはより複雑です金属用曲げ工具.機械には油圧システムが装備されており、より厚くて大きなシートを曲げることができます。また、さまざまな曲げをプログラムして自動的に実行できるデジタル制御システムも付属しています。大型の板金部品を製造する大手製造会社に最適です。
2.手動折り畳み機
金属板は通常、手動曲げ機を使用して曲げられます。工具のサイズはシートの厚さによって異なり、通常は単純な曲げに使用されます。小規模な機械加工ビジネスやワークショップでは、使いやすく、持ち運びもかなり簡単なため、よく選択されます。
3.ハサミ
はさみを使用して金属シートを細かく切ります。それらの機能には、金属シートを曲げる前に正確な幾何学的形状に切断することが含まれます。それらは手動または電気である場合もあります。
金属曲げに適した材料は何ですか?
プレスブレーキで弾塑性材料を曲げることはできません。これを行おうとすると、マシンが損傷する可能性もあります。製造時に金属曲げの材料を決定する際には、特に注意が必要です。金属の成形と曲げに推奨される最高の材料のいくつかを見てみましょう。
- 炭素鋼:炭素鋼は、板金製造で使用される最も柔軟性があり、最も強力な材料の1つです。材料はリサイクル可能であるため、二酸化炭素排出量の削減にも役立ちます。
- アルミニウム:アルミニウムは主に軽量用途で使用されます。アルミニウムを曲げるときは、材料が角で落ちたり割れたりしないように、特別な注意を払う必要があります。
- ステンレススチール:最終製品が丈夫で耐久性があり、金属強度が高い場合、最初に頭に浮かぶのはステンレス鋼です。ステンレス鋼はまた、製品を成形するために高出力の板金曲げ機を使用する必要があります。
- チタン:チタンは耐食性があり丈夫な素材で、金属曲げ技術に最適です。あなたの製品が医療またはスポーツ用品である場合、チタンはあなたの選択の材料であるべきです。
- 銅:コストは最も耐食性のある材料ですが、最も低いコストでもあります。銅は高精度な板金曲げ加工を可能にします。銅は、多くの金属曲げ業界でさまざまな目的で広く使用されている実績のある材料です。
これらは、あらゆるタイプの板金曲げに最適な材料です。炭素鋼は、上記の材料の中で最も一般的に使用されています。曲げ加工に使用できる金属は他にもたくさんあります。ただし、資料に落ち着く前に、十分な調査を行うようにしてください。
よくあるご質問(FAQ)
1.金属曲げとはどういう意味ですか?
金属曲げ加工は、主に金属材料を円弧、角度、円などのさまざまな形状に曲げて、さまざまな産業ニーズを満たすことができるため、工業生産において非常に重要です。同時に、金属材料のサイズを正確に制御して、設計要件を満たすこともできます。曲げ加工により、金属材料は曲げ時に一定の曲げ半径を形成することができ、それによってその強度と剛性が向上します。さらに、金属曲げ加工には通常、高効率、高速、高精度という利点があり、これにより生産効率が大幅に向上し、生産コストを削減できます。最後に、金属曲げ加工は、金属製品の表面を滑らかにし、バリ、亀裂、その他の欠陥をなくすことができ、それによって製品の品質と信頼性を向上させることができます。これは、長期間の使用が必要な一部の金属製品にとって特に重要です。
2.金属曲げ工法とは何ですか?
金属曲げ加工方法には、主に次のものが含まれます:手動曲げ:薄くて柔らかい金属材料の場合、ペンチ、ハンマーなどの手工具を曲げに使用できます。機械的曲げ:より厚いまたは硬い金属材料の場合、曲げ加工には通常、曲げ機、板転造機などの特別な機械設備が必要です。熱曲げ:アルミニウム、銅などの特定の金属材料は、優れた可塑性と熱伝導性を備えています。熱間曲げ加工では、まず金属材料を一定の温度に加熱し、次に機械的な力で曲げます。ローリングベンディング:ローリングベンディングは、金属材料に大きな力を加える曲げ方法です。転造機のローラーの間に金属材料を置くことで、徐々に力が増し加わり、ローラーの動きに合わせて金属材料が曲がります。
3.金属曲げはどの武道に基づいていますか?
金属の曲げは、一部の武道に基づいているのではなく、金属材料の機械的特性と塑性変形の法則に基づいています。金属材料に外力が作用すると、金属内部で原子層間に相対的な滑りが発生し、材料全体の塑性変形を引き起こします。この塑性変形は、金属材料を曲げるための前提であり、基礎です。
4.金属曲げは何ができますか?
金属曲げは、製造業で幅広い用途があり、次の側面に限定されません:家電業界:冷蔵庫、洗濯機、エアコン、その他の家電シェル製造など、曲げ技術により、美しい外観と優れた構造性能の金属ケーシングを生成することができます。自動車産業:自動車のボディ、ドア、ボンネット、その他の部品の製造は、曲げ技術と切り離せません。精密な曲げ加工により、自動車部品の精度と信頼性を確保し、自動車の全体的な性能を向上させることができます。機械設備業界:さまざまなキャビネット、ラック、ボックス、その他の構造部品を製造する場合、金属シートの曲げ加工を完了するために曲げ技術を使用する必要があります。
概要
板金加工の重要な技術として、金属曲げは現代の製造において重要な役割を果たしています。絶え間ない革新と開発を通じて、金属曲げ技術は製造業の発展に新たな推進力を注入し、製造業の発展をよりインテリジェントで高精度、グリーンで多様な方向に推進します。
免責事項
このページの内容は参照用です。LSの情報の正確性、完全性、または有効性について、明示的または黙示的な表明または保証を行いません。性能パラメータ、幾何公差、特定の設計機能、材料の品質と種類または仕上がりは、サードパーティのサプライヤーまたは製造業者がLongshengネットワークを通じて何を提供するかについて推測されるべきではありません。それは買い手の責任です部品の見積もりを求めていますをクリックして、それらのパーツの特定の要件を決定します。お願いしますお 問い合わせもっと詳しくINFのオーメーション.
LSチーム
この記事は、複数の LS コントリビューターによって書かれました。LSは、製造業の主要なリソースであり、CNC加工,板金加工,3Dプリンティング,射出成形,金属プレス加工など。


