

の浸透により3Dプリンティング技術ハイエンド分野に参入すると、3Dプリンターフィラメントの選択は、印刷の品質と効率に影響を与える重要な要素の1つになっています。の追求最強の3Dプリントフィラメントは、あらゆるタイプの多くのプロ用フィラメントの目標となっています。
これらのフィラメントは優れています機械的強度複雑で変化する印刷ニーズに対応し、ユーザーに幅広いオプションを提供します。この論文では、3Dプリントフィラメントの種類詳細に説明し、各タイプのフィラメントの長所と短所を分析して、読者が適切なフィラメントをよりよく理解し、選択できるようにして、最高の印刷効果を実現します。
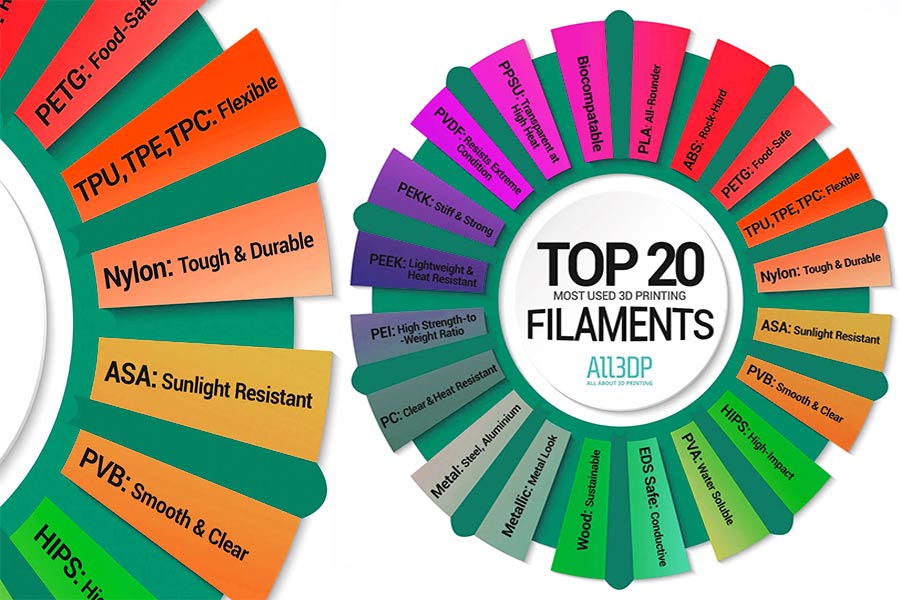
3Dプリンターで一般的に使用されるフィラメントの種類は何ですか?
1.熱可塑性(FDMテクノロジー)
- PLA(ポリ乳酸):印刷が簡単で、無毒で無臭で、融点が低く(~180°C)、滑らかな仕上がりの環境に優しい生分解性素材です。
利点:便利な処理、低コスト、環境保護。
弱点:高い脆性、高い耐熱性(摂氏60度以上で変形しやすい)。
- 米国船級協会(アクリロニトリルブタジエンスチレン):高強度(引張強度~50MPa)、優れた耐摩耗性、耐高温性。高強度・高耐久性の製品の印刷に適しています。
強み:優れた靭性、滑らかな仕上がり。
弱点:融点が高い(~250°C)、印刷中に有毒ガスが放出されるリスクがあります。
- PETG(ポリエチレンテレフタレート1,4-シクロヘキサンジオール):高強度、柔軟性、透明性、高温耐性(~90°C)、優れた印刷安定性、反りに対する耐性が特徴です。
強み:精密部品やフレキシブルモデルに適しています。
弱点:印刷温度範囲が狭い(~220-260°C)。
- 炭素繊維強化PLA/ナイロン:超高強度(引張強度~420MPa)、軽量、耐熱性(~280°C)。
強み:工業用グレードの強度、極端な環境に適しています。
弱点:高価で、専用のプリンターが必要です。
2. 感光性樹脂(SLAテクノロジー)
- 標準感光性樹脂:紫外線またはレーザー光線照射による硬化、高精度(マイクロメートルレベル詳細)、高速硬化(セカンドレベル)。
強み:複雑な幾何学的モデルのための滑らかな表面。
弱点:高い脆性、耐熱性ではなく、後期の清掃が必要です。
- 高強度エポキシ樹脂:通常、3Dプリント中に支持構造が提供され、曲げ強度は~100MPaで、高温(~80-120°C)に耐性があります。
強み:頑丈で、機能部品に適しています。
弱点:収縮率が高く、刺激臭が強い。
3. 熱硬化性材料(SLSテクノロジー)
- ナイロン(PA12 / PA66):高強度(引張強度~150MPa)、耐摩耗性、良好な化学的安定性。
強み:サポート構造がなく、コンポーネントの長期使用に適しています。
弱点:吸湿性が高く、老化しやすい。
- TPU(熱可塑性ポリウレタン):超柔軟性(引張変形>300%)、低温(-40°C)、耐摩耗性、耐油性、耐溶剤性。
長所:優れた柔らかさ、優れた衝撃吸収性能。
弱点:印刷精度が低い、エッジが反りやすい。
どのタイプのフィラメントが最高の強度を発揮しますか?
120-140 MPaの引張強度が明確な指標である場合(従来のナイロンより60%高い)、炭素繊維強化ナイロン(PA66 / PA12基板など)は、プラスチックフィラメント.この素材は、炭素繊維(通常は15〜30%の重量)とナイロンの相乗効果により、強度と靭性のバランスを実現しています。
引張強度の利点
1.強度範囲:120-140 MPa(従来の純ナイロンの場合は約80-120 MPa)、高強度シナリオの要件を満たしています。
2.強度向上メカニズム:
- 繊維配向の最適化:炭素繊維を印刷方向に沿って配置し、連続的な応力伝達経路を形成します。
- 界面の強化:シランカップリング剤などの化学修飾により、繊維のマトリックスへの接着性を改善し、界面の滑りを低減します。
主な制限:ノズル材料の要件
1.鋼製ノズルの焼入れの必要性:炭素繊維は硬度が非常に高く(モース硬度~6-7)、印刷中に真鍮ノズルを急速に摩耗させます(硬度~2-3)、通常20時間以内に細孔サイズが拡大または詰まります。
2.ソリューション:A硬化鋼ノズル(H13やSKD61など)を使用し、表面硬度はHRC58-62である必要があります。
自動車のエンジンの高温に耐えられるフィラメントの種類は?
次のような極端な暑さの状況では車のエンジン(通常、動作温度は摂氏200〜300度)で、高温に耐えることができる3Dプリントフィラメントは、耐熱性、機械的安定性、および耐薬品性の両方の要件を満たす必要があります。対象材料の選定とテクニカル分析は、以下のとおりです。
- 耐熱性:343°C、熱変形315°C、250〜300°Cまでの長期使用
- 超耐薬品性(耐燃料性および耐クーラント性)、に適していますオイル回路シールと高温パイプラインの製造。
- 高い機械的強度(引張強度~140MPa)、自己潤滑性、摩擦損失の低減。
2.炭素繊維強化ナイロン/ポリ乳酸
- 耐熱性:ベンゼン環構造で改変され、最大耐熱性は280°C(従来の炭素繊維材料で約160°C)です。プラズマグラフトは、280°Cで材料の抗酸化寿命を3倍にしました。
- 引張強度420MPa、軽量(密度1.4g / cm3)、に適していますエンジン軽量部品ピストンリンクなど。金属よりも安価で、プロセス適合性が優れています。
ナイロンフィラメントが水分を吸収するのを防ぐ方法は?
密閉型ストレージ:真空バッグと乾燥機による科学的な保護
1.準備作業
- カットして洗う:カットナイロンフィラメント(絡まらないように)短いセグメントに戻し、清潔でほこりのない真空バッグに入れます。
- 乾燥剤の選択:
長期保管:3Aモレキュラーシーブ乾燥剤を使用してください(吸湿能力が重量の25%を超え、最大6か月の耐用年数)。
短期的な緊急事態:食品グレードのシリコーン乾燥バッグの交換(毎月交換)。
2.真空包装
- 真空ポンプ技術:真空ポンプを使用してバッグから空気を完全に引き出し、水分含有量が15%RH未満であることを確認します(家庭用真空ポンプも基本的なニーズを満たすことができます)。
- 二重保護:条件が許せば、真空バッグにアルミホイルを巻き付けて、外部の湿気の侵入を防ぎます。
3. ストレージ環境の要件
- 温度と湿度の制御:バスルームやキッチンなどの高湿度の場所から離れた、涼しく日陰の場所(理想的な温度15〜25°C、湿度<40%RH)に保管してください。
- 機器の支援:産業環境では除湿機(湿度制御精度±5%)を使用することをお勧めします、および家庭内でのエアコン除湿機能を使用できます。
-
ナイロンストレージの違いの種類:
ナイロンタイプ 吸湿率(50%RH) 感度 推奨シーリングサイクル PA6(ナイロン6) 12-15% 高い ≤ 3ヶ月 PA66(ナイロン66) 8-10% 真ん中 ≤6ヶ月 PA12(ナイロン12) 10-12% 下げる ≤ 12ヶ月
緊急脱水対策:80°Cオーブンを正確に操作する
1. シナリオ
ナイロンフィラメントは湿気にさらされるため、その特性を迅速に回復する必要があります。
2. 運用手順
- 前処理:濡れたストランドをベーキングトレイに均等に広げます(蓄積を避け、換気を確保します)。
- 温度制御:
専用オーブン:オーブンを80°C /ガス6に加熱し、ベーキングトレイに置いてから予熱します。
PA6の制限:高温でのベーキングは禁止です!40〜60°Cの低温エアドライヤーに切り替えます(フィラメントの連続的な攪拌または反転が必要です)。
冷却試験:乾燥後、室温(急激な冷却による応力亀裂を避けるため)を室温で表面が乾燥していて均一であることを確認してください.
3. 技術原則
- 高温耐性:分子鎖には塩素原子が含まれており、高温で化学的に安定しており、酸化や黄変の影響を受けません。
- PA6の脆弱性:塩素元素の不足と高温は、連鎖の切断や酸化反応を引き起こし、黄変や強度の低下につながる可能性があります。
4. 再発防止策
- ベーキング時間:ベーキング時間が長すぎると、ナイロンがもろくなる可能性があります。サンプルは2時間ごとにテストすることをお勧めします。
- 代替ソリューション:オーブンがない場合は、工業用除湿機(湿度<30%RH)を使用してサイクルし、12〜24時間乾燥させます。

屋外での使用に最適なPETGは何ですか?
1. その最高のPETGフィラメント高温、紫外線、湿度、ほこりのある極端な屋外環境では、次の特性が必要です。
- アンチUVエイジング:UV吸収剤(カーボンブラックやHALS安定剤など)を追加して、長時間の暴露による黄ばみや脆さを防ぎます。
- 広範囲の温度耐性:融点≥260°C、短期的には最大280°C、低温(-30°C)での柔軟性。
- 耐薬品性:雨、塩ミスト、弱酸性およびアルカリ性(pH 2-12)。
- 強度と靭性:引張強度≥60MPa、衝撃強度≥5kJ / m(通常のPETGよりも優れています)。
2.主要なパフォーマンスの比較(通常グレードと屋外グレードのPETG)
| 特性 | 普通のPETG | 屋外グレードPETG |
| 耐紫外線性 | 黄変サイクル<6ヶ月 | >2年間 |
| 耐熱性範囲 | 融点260°C | 融点260°C+耐温度変動性 |
| 耐衝撃性 | アイゾットノッチインパクト5kJ / m² | ≥8kJ/m² |
| 吸湿率 | ≤1.5%(23°C/50%RH) | ≤ 0.8%(同条件) |
3. 使用上の注意
- 印刷パラメータの最適化:
押出温度:240〜260°Cを推奨します(過熱による劣化を避けるため)。
層間接着性:層間接着性を高めるためには、印刷速度の向上(≤40mm/s)が適切です。
- ポストプロセッシング:
表面コーティング:ポリウレタンまたはアクリルコーティングをスプレーして、耐候性をさらに高めることができます。
定期点検:屋外で長期間使用する場合は、材料の性能を6か月ごとにチェックする必要があります。

最強の3Dプリンターフィルムから作られたコンポーネントの疲労寿命を決定する主な要因は何ですか?
以下は、最も強力な3Dプリンターフィラメント(炭素繊維強化ナイロン/ポリエチレン乳酸など)のコンポーネントの疲労寿命の主な決定要因であり、材料特性とプロセスの最適化と組み合わされています。
材料の固有特性
1.繊維配向:印刷方向(Z軸方向など)に沿った炭素繊維の分布は、応力伝達効率を大幅に向上疲労亀裂の発生を減らします。
2.添加剤と改質剤:酸化防止剤は、高温酸化によって引き起こされる物質の劣化を遅らせ、疲労寿命を延ばすために使用されます(200°Cでは、酸化防止剤は寿命を2倍にすることができます)。
印刷プロセスパラメーター
1.押出温度と速度
- 高温(>270°C)はマトリックス劣化を招き、低温(<230°C)は繊維分散に影響を与えます。
- 層間の温度の一貫性:温度差による残留応力を避けるために、層間の印刷間隔は5〜10秒に制限する必要があります(これにより、疲労亀裂率を40%削減できます)。
2.層の厚さと充填率
- 薄層印刷(0.1-0.2mm):表面粗さを改善しますストレス集中を減らします(疲労寿命を25%延ばします)。
- 高い充填率(>30%炭素繊維):靭性をいくらか犠牲にして、材料の剛性を高めます(グラジエント充填の最適化が必要です)。
3. 構造設計支援
グリッドサポート:サスペンションエリアにハニカムサポート構造を使用して、局所的な応力集中を減らす(疲労寿命を30%延ばすことができます)。
ジオメトリックデザインと荷重条件のメンバー
1. 応力集中点の最適化
- 丸みを帯びたコーナー設計:Rが0.5mm≥とき、応力集中係数(Kt)を1.5未満(鋭角Ktの場合は3-5)に減らすことができます。
- トポロジーの最適化:有限要素解析(FEA)を使用して冗長な材料を排除することで、荷重を均等に分散させることができます(たとえば、LS社のスペースブラケットは疲労寿命を40%増加させます)。
2. 動的負荷タイプ
- 交互荷重周波数:高周波振動(100Hz以上)は疲労破壊を加速させ、減衰設計(ゴム強化剤など)が必要です。
- 多軸応力状態:純粋なせん断応力や交番引張圧縮荷重を避け、一方向応力が支配的な単純な荷重経路の設計を優先します。
最強の3Dプリンターフィラメントのフィラメントアセンブリの疲労寿命は、材料繊維配向、印刷プロセス制御、幾何学的設計、および負荷マッチングの3つのコア要因に依存します。炭素繊維の分散を最適化し、薄層の高周波印刷を使用し、ストレスに強い集中構造を設計することにより、次のようなハイエンドシナリオのニーズを満たすために10週間以上のサイクル寿命を達成できます。航宇そして自動車産業.
LS社は、主流の5種類のフィラメントをどのように活用していますか?
1. PLA(ポリ乳酸)
- コアアプリケーション:ラピッドプロトタイピング,教育モード、短期機能コンポーネント。
- LSの特徴:PLAの生分解性を利用した環境ソリューションを提供し、サポートしますマルチカラー印刷、および家電シェルプロトタイプなどの顧客のラピッドプロトタイピング設計でよく使用されます。
2. ABS(アクリロニトリルブタジエンスチレン共重合体)
- コアアプリケーション:高温耐性工業用部品,自動車内装,電子および電気ケーシング.
- LSの利点:によって印刷パラメータの最適化ABSの反り問題を解決するために、高い周囲温度耐性が求められる自動車の金型試験や工具固定具などに適した高強度部品を提供します。
3. PETG(ポリエチレンテレフタレート1,4-シクロヘキサンジオールエステル)
- 主な用途:透明/半透明のコンポーネント、食品接触グレードの製品。
- LSイノベーション:PETGの高い透明性と耐衝撃性を活かし、カスタマイズされたコンポーネントを作成するお客様の美的ニーズと実用的なニーズの両方を満たすため。
4. TPU/(熱可塑性ポリウレタン)
- 主な用途:フレキシブルシール、ショックアブソーバー。
- LSテクノロジー:専門家を採用柔軟な消耗品の印刷プロセス携帯電話ケースなどの製品を製造するため、医療用防護高いリバウンド要件を持つ機器。0.8mm厚の極薄壁に対応し、柔軟性を高めています。
5.ナイロン
- コアアプリケーション:ウェアラブル機械部品,航空宇宙部品、機能的なスポーツ用品。
- LSのノウハウ:ナイロンの高強度と耐摩耗性を活かしたギアやベアリングなどの工業用部品を製造。SLS選択的レーザー焼結技術軽量で複雑な構造コンポーネントを実現します。
概要
3Dプリントされたフィラメントにはさまざまな種類がありますが、各フィラメントには、異なる印刷要件とアプリケーションシナリオがあります.これらのうち、炭素繊維強化ナイロンやPLAなどの最強の3Dプリンターフィラメントは、その優れた強度と耐熱性により、ハイエンドの産業用途の中心となっています。それはステンレス鋼PLAのような金属のような合成プロセスによって安価で装飾されるか、または部分的に機能することができる。
したがって、3Dプリントされたフィラメントを選択する場合、ユーザーは、特定の印刷目的、性能要件、およびコスト予算に応じてさまざまなフィラメントの長所と短所を考慮して、自分に最適なフィラメントを見つける必要があります。

免責事項
このページの内容は参照用です。LSの情報の正確性、完全性、または有効性について、明示的または黙示的な表明または保証を行いません。性能パラメータ、幾何公差、特定の設計機能、材料の品質と種類または仕上がりは、サードパーティのサプライヤーまたは製造業者がLongshengネットワークを通じて何を提供するかについて推測されるべきではありません。それは買い手の責任です部品の見積もりを求めていますをクリックして、それらのパーツの特定の要件を決定します。お願いしますお 問い合わせもっと詳しくINFのオーメーション.
LSチーム
LSは業界をリードする企業ですカスタム製造ソリューションを専門としています。20年以上にわたり5,000社以上のお客様にサービスを提供してきた経験を持つ当社は、高精度に注力していますCNC加工,板金加工,3Dプリンティング,射出成形,金属スタンピング、およびその他のワンストップ製造サービス。
当社の工場には、100を超える高度な5軸マシニングセンターが装備されており、ISO 9001:2015の認証を取得しています。私たちは、世界150か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間という速さでお客様のニーズを満たすことができます。卜LSテクノロジー効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社のWebサイトをご覧ください。www.lsrpf.com
よくあるご質問(FAQ)
1.食品に最も安全なフィラメントはどれですか?
PLAはコーンスターチから作られており、自然に無毒です。PETGには食品グレードの添加物が含まれており、耐熱性があります(融点260°C)。これらの2つの材料は、室温で安定した化学的性質を持ち、有害物質を放出しにくいです。
2.炭素繊維強化PLAが強力な3Dプリンターフィルムと呼ばれるのはなぜですか?
炭素繊維を方向性を持って整列させると、引張強度は420MPaに達し、通常のPLAの60MPaよりもはるかに高くなります。ベンゼン環構造により、耐熱性は280°Cに増加します(通常のPLAでは60°Cと比較して)。
3.PETGフィラメント技術の改善点は何ですか?
第1層の押出しを20%増加させることで、熱収縮を補償(エッジ反りの低減)し、共重合改質により-30°Cの耐寒性(通常のPETG脆性温度-50°C)を達成しました。
4.通常のPLAと模造金属PLA(ステンレス鋼PLAなど)を区別する方法は?
ニッケルのような表面コーティング模造金属PLAは、金属光沢を模倣しますが、金属伝導性を持っていません。真の金属密度は>99%チタン合金4.4g / cm)でしたが、模造金属PLAは約92%にすぎませんでした。模造金属PLAの引張強度は100MPa未満で、実際の金属(>900MPa)よりもはるかに低くなっています。
リソース

