

射出成形・ウレタン鋳造、それぞれに独自のメリットがあり、製造ステージの2つのスターのようで、独自の独自性を持ち、一緒に豊かでカラフルな生産世界を構築します。
プラスチック製品の大規模生産の強力な手段としての射出成形は、その驚くべき高精度と超高生産効率で製造業の重要な位置を占めており、業界のリーダーと言えるでしょう。一方、ウレタン鋳造は、射出成形とは対照的に、柔軟性が高く、小ロット生産に最適であることで知られています。
次に、この記事では、これら2つの謎を掘り下げます成形方法、それらの間の違いを慎重に分析し、それぞれの利点と幅広いアプリケーションを示します。総合的な比較と分析を通じて、製造業で選択する道の方向性を明らかにし、お客様自身の製造ニーズに最も適した技術的道筋を見つけるお手伝いをします。
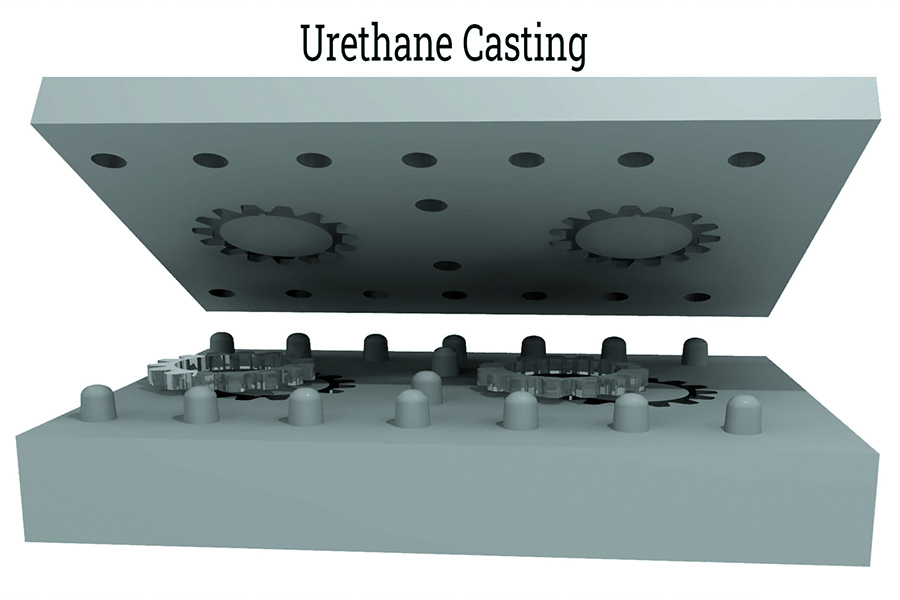
ウレタンキャスティングとは?
ウレタン鋳造、真空鋳造とも呼ばれますは、非常に実用的な製造プロセスです。簡単に言うと、液体ポリウレタンを丁寧に型に流し込み、その後、液体ウレタンが徐々に固まってパーツの希望の形状になります。
このアプローチは、プロトタイピング、少量生産、および最高レベルの詳細を必要とする部品の製造に特に効果的です。ウレタン鋳造は、高品質な迅速な生産が可能となるため、人気があります、工具の高コストなしで比較的低コストで美しく詳細な部品。
射出成形とは?
射出成形は一般的な製造プロセスです熱可塑性樹脂または熱硬化性材料を使用して、射出成形機の助けを借りてさまざまな製品を製造します。大まかに言うと、材料を溶融状態に加熱した後、あらかじめ用意した金型に溶融した材料を、目的の形状の金型に素早く注入します。材料が冷えた後、金型を開くと、成形品が自動的に排出されます。
射出成形は、その高精度と効率で知られています、そして一般的なプラスチック玩具、精密医療機器、自動車部品などのさまざまな製品の生産において優れた性能を発揮し、射出成形プロセスで完了することができます。
比較:ウレタン鋳造と射出成形
どちらの方法でも金型キャビティをプラスチックで充填しますが、ウレタン鋳造と射出成形にはいくつかの違いがあります.それらをチェックしてみましょう。
| 顔立ち | ウレタンキャスティング | 射出成形 |
| モールドツール | シリコーンゴムの型が使用されています | 硬化鋼またはアルミニウムの金型を使用してください |
| 材料の選択 | 熱硬化性ポリウレタンが一般的に使用されています | ABS、ポリプロピレン、TPUなどの熱可塑性プラスチックに適しています |
| スループット | 小ロットに最適 | 大量に最適 |
| 寛容 | 平均許容誤差は約0.01インチです | 厳しい公差を実現 (最大 0.005 インチ) |
| 肉厚 | 許容される壁の厚さは1mmから5mmです | 一貫した肉厚 (0.5 mm から 4 mm) を生成 |
| アンダー カット | アンダーカットへの適応が容易 | 複雑なアンダーカットダイ設計 |
| 申し込む | 少量の部品やラピッドプロトタイピングに適しています | 大量生産に最適 |
| 配送時間 | リードタイムの短縮により、迅速なプロトタイピングが容易 | リードタイムの長期化(特に複雑な設計の場合) |
| 費用 | 低ツーリングコスト、小ロットから中ロット生産に適しています | ツーリングのコストは高く、大量生産は費用対効果が高いです |
例: 中小企業は自動車の内装部品を製造する必要があります
例えば、ある小さな自動車部品メーカーが、新しいタイプの自動車内装部品の製造を計画しているとします。この内部部品には、ソフトな手触り、優れた耐摩耗性、耐擦傷性を必要とする特別な要件があります。製造業者には、ウレタン鋳造と射出成形の2つの製造プロセスから選択できます。以下では、2つのプロセスの初期費用を詳しく見てみましょう。
ウレタン鋳造の立ち上げ費用の解剖学
- 金型コスト:このメーカーウレタン鋳造用シリコーン金型の採用を決定.市場調査とサプライヤーとのコミュニケーションの後、このようなシリコーン型のセットを作るためのコストは約1,000ドルです。他のいくつかの複雑な金型と比較して、この価格は中小企業にとって比較的許容範囲内です。
- 制作準備:メジャーの1つシリコーン型の利点は短い生産サイクルです。メーカーは、クリーンルームの建設など、追加の生産条件の準備に多くの時間を費やす必要はありません。すぐに、型を作った後、直接生産に入れることができるので、準備時間が大幅に短縮されます。
- 総スタートアップコストの見積もり:ツーリングコストとごくわずかな生産準備費用と相まって、ポリウレタン鋳造の総立ち上げコストは比較的低いレベルにあります。これは、資金が限られている中小企業にとって魅力的なオプションです。
射出成形のスタートアップコスト分析
- ツーリングコスト:メーカーが選択した場合射出成形プロセス、鋼の型を開発する必要があります。自動車内装部品を製造するための鋼製金型の開発コストは安くはなく、約30,000ドルです。これは、ポリウレタン鋳造に使用されるシリコーン型のコストと比較すると大きな違いです。
- 生産規模の要件:射出成形プロセスには特徴があります、生産量が5000個以上に達した場合にのみ、金型コストを効果的に償却できるため、単一の製品のコストを妥当な範囲に削減できます。しかし、この小さなメーカーにとって、当初の注文量はその規模にはほど遠いものでした。これは、初期の生産プロセスでは、ツーリングのコストが各製品に多大なコスト圧力をかけることを意味します。
- 隠れたコストに関する考慮事項:高いツーリングコストに加えて、見落とされているものもあります射出成形の隠れたコスト:ISOクラス8のクリーンルームを建設する必要性。計算後、このようなほこりのないワークショップを建設するには約160,000ドルの費用がかかります。これは間違いなく中小企業にとって大きな負担です。
- 総スタートアップコスト評価:射出成形の総立ち上げコストは、金型コスト、期待に応えていない生産規模によって引き起こされるコスト圧力、ダストフリーワークショップの建設コストなどの要因を考慮に入れると、ポリウレタン鋳造よりもはるかに高くなります。
このケースから、開始がウレタン鋳造のコスト射出成形よりも大幅に低くなっています。この小さな自動車部品メーカーにとって、ポリウレタン鋳造を選択することで、運用コストを効果的に削減し、財政的圧力を軽減できるだけでなく、生産をより迅速に開始し、短い準備時間でタイムリーに市場の需要を満たすことができます。
マテリアルオプションはどのように異なりますか?
ウレタン鋳造を議論する際の材料選択は重要な考慮事項です対射出成形。材料の選択に関する2つの成形プロセスの主な違いは次のとおりです。
| プロジェクト | ウレタンキャスティング | 射出成形 |
|---|---|---|
| 材料の制限 | 常温硬化樹脂のみ、引張強度≤80MPa、エンジニアリングプラスチックは使用できません | 明確な制限はなく、ガラス繊維強化ナイロンなどの高強度素材に対応しており、FDAの食品グレード認証を受けた素材も使用可能です |
| 材料の利点 | 手触りと質感が良く、小ロット生産に適しています | 幅広い材料オプションが高強度材料をサポートし、FDAの食品グレード承認材料と直接併用できます |
素材選びの視点から、ウレタン鋳造と射出成形には独自の利点があります.ウレタン鋳造は、製品の感触と質感に特別な要件があり、出力が大きくない生産プロジェクトに適しています。特に高強度材料やFDA食品グレードの承認材料など、幅広い材料オプションを備えた射出成形は、高負荷にさらされたり、食品と接触したりする製品を作成するための独自の位置にあります。したがって、成形プロセスを選択する際には、メーカーは製品の実際のニーズとさまざまな材料の特性を十分に考慮して、最適な決定を下す必要があります。

ケース:電子機器会社は、携帯電話の保護ケースをカスタマイズする必要があります
電子機器メーカーが、最大100個の生産数量で一連のカスタムメイドの電話ケースを製造する予定であるとします。市場の需要を満たすために、製造業者は自社製品の注文をさまざまなサプライヤーに分配して処理することを決定しました。市場の緊急のニーズを考慮して、お客様は私たちにできるだけ早く商品を届けるように促しました。メーカーは、ウレタンキャストコアの製造方法を採用することを決定しました。メーカーには、ウレタンの鋳造と射出成形プロセスの2つの主要な生産オプションがあります。
配達時間を比較する
ウレタンは鋳造に使用されます
シリコーン型の製造プロセス:業界の一般的な慣行によると、シリコーン型の製造は真空脱気や硬化などの複数のステップをカバーし、全プロセスは約48時間かかります。
ポリウレタン鋳造の個々のピースを作るために必要な時間には、注ぐ、硬化、手動の後処理が含まれ、全体のプロセスはピースあたり約20分かかります。
合計100の製品があり、その製造サイクルは20分/個×100個= 2000分= 33.33時間で、約1.4日かかります。
総リードタイムは次のとおりです:シリコーン型の製造時間と単一部品の製造時間は、48時間プラス1.4日、つまり約3.8日に相当します。
射出成形のリードタイム
1.鋼金型生産サイクル:
射出成形の重要な部分は、鋼の金型を作ることです.ご存知のように、鋼の型は気軽にできるものではなく、の助けを借りて行う必要があります。CNC加工技術.このプロセスには、金型の複雑さにもよりますが、4週間から8週間かかる場合があります。たとえば、金型の内部構造が特に複雑で、さまざまな細い線や特殊な形状の場合、彫刻に時間がかかります。または、金型サイズが非常に大きく、処理中に操作の難易度が増し、それに応じて時間の消費が長くなります。ここでは、処理時間が 6 週間、つまり 42 日であると仮定します。これらの42日間、マシンマスターは慎重に操作しますCNC機器、鋼を少しずつ要件を満たす型に研削して彫り込み、各プロセスでだらしなくさる余地はありません。
2.単品生産時間
金型が作られると、その後のワンピース製品の生産は非常に効率的になります。射出成形は全自動生産モードを採用しており、全工程は精密に稼働する組立ラインのようです。通常、製品の製造には約30秒かかります。プラスチック原料が高温高圧下で鋼の金型に素早く注入され、短時間の冷却と成形の後、製品を焼きたてにすると想像してみてください。100個の製品の注文がある場合、合計生産時間を計算し、30秒に100個を掛けて3000秒を取得し、その時間を時間、つまり0.83時間に変換してみましょう。鋼の型を作るのに42日かかったのに比べると、その0.83時間はごくわずかです。
合計リードタイム
一般に、射出成形の総リードタイムは、主に鋼金型のCNC加工時間によって決まります。1つのピースの生産時間が非常に短いため、全体的な納期への影響はごくわずかです。したがって、射出成形の合計リードタイムは、金型のCNC加工時間に加えて、部品あたりのごくわずかな生産時間である42日です
| 成形プロセス | 金型製作時間 | 1ピースの生産時間 | 合計配送時間 |
|---|---|---|---|
| ポリウレタン鋳造 | 48時間 | 20分/個 | 約3.8日 |
| 射出成形 | 4-8週間(6週間を想定) | 30秒/個 | 42日間 |
精度ギャップとは何ですか?
いつウレタン鋳造と射出成形の精度ギャップについて議論するでは、公差比較と表面品質の2つの側面から詳細な分析を行うことができます。
許容範囲の比較
| 成形プロセス | 許容範囲 | 影響要因 |
|---|---|---|
| ポリウレタン鋳造 | ±0.3ミリメートル | シリコーンモールドの変形による影響 |
| 射出成形 | ±0.05ミリメートル | ISO 2768-m 準拠 |
表面
| 成形プロセス | 表面 | フォローアップ処理 |
|---|---|---|
| ポリウレタン鋳造 | 手作業による研磨が必要です | ピースコストあたり8ドルを追加 |
| 射出成形 | Ra 1.6μmに直接到達可能 | 追加の処理は必要ありません |
包括的な分析
ウレタン鋳造と射出成形の間には、精度と表面品質の点で大きな違いがあります。ウレタン鋳造の精度は比較的低く、許容範囲は大きく、表面品質は手作業で磨く必要があります。射出成形は高精度で許容範囲が狭く、表面品質は直接Ra1.6μmに達することができます。
提案:
- 精度と表面品質に対する高い要件:製品の高精度と高表面品質の要件を満たすために、射出成形プロセスを選択することをお勧めします。
- 精度と表面品質に対する要件が低い:ウレタンキャスティングは実行可能なオプションかもしれません生産量が多くなく、リードタイムが急いでいるが、金型の変形が精度に与える影響を制御し、手作業による研磨のコストの増加を考慮するように注意する必要があります。
実際のアプリケーションでは、メーカーは、製品の特定のニーズ、生産条件、および経済性に応じて、適切な成形プロセスの選択を包括的に検討する必要があります。

ボリュームに基づいて選択する方法は?
生産量は、ウレタン鋳造と射出成形のどちらかを選択する際の重要な考慮事項です.以下は、生産量に基づいて適切な成形プロセスを選択する方法の分析です。
ウレタン鋳造と射出成形の生産量比較
| 成形プロセス | 金型製作の時間とコスト | ピースあたりの生産時間とコスト | 適切な生産数量 |
|---|---|---|---|
| ウレタンキャスティング | 金型製作時間が短く(約48時間)、コストも比較的安価です | 1個での生産時間が長く(約20分/個)、数量が増えるとコストも増えます | 小ロット生産に適しており、生産量は数個から数百個までさまざまです |
| 射出成形 | 金型の製造時間が長く(4〜8週間)、コストが高くなります | 1個あたりの生産時間は非常に短く(約30秒/個)、数が増えるほどコストは大幅に削減されます | 大量生産に適しており、生産量は通常数千個以上に達します |
生産量に基づく成形プロセスの選択に関する推奨事項
小ロット生産(例:数十から数百):
ウレタン鋳造の選択:
- 利点:金型の製造時間が短く、コストが比較的低く、市場の需要に迅速に対応できます。
- 注意事項:シリコーン型は変形しやすく、寸法精度や表面品質に影響を与える可能性があるため、金型を定期的にチェックして交換する必要があります。
射出成形はお勧めしません:
理由:金型の作成に時間がかかり、コストが高く、小ロット生産には費用対効果が高くありません。
大量生産(例:数千個以上):
射出成形の選択:
- 利点:金型製作時間が長く、コストが高いですが、1つのピースの生産時間は非常に短く、数量の増加によりコストが大幅に削減されるため、大量生産に適しています。
- 注意事項:製品の寸法精度と表面品質を確保するために、金型の精度と安定性を確保する必要があります。
ウレタンキャスティングはお勧めしません:
理由:1個での生産時間が長く、数量が増えるとコストが増加するため、大量生産には適していません。
概要
ウレタン鋳造と射出成形には、材料特性の点で大きな違いがあります。成形原理、プロセス、製品性能、および応用分野。加工方法を選択する際には、製品の特定の要件、生産規模、経済コストなどの要素を包括的に考慮する必要があります。技術の継続的な進歩とプロセスの継続的な最適化により、ウレタン鋳造と射出成形は、より多くの分野で独自の利点と応用価値を示すと考えられています。
免責事項
このページの内容は情報提供のみを目的としています。LSシリーズ情報の正確性、完全性、または有効性に関して、明示または黙示を問わず、いかなる種類の表明または保証も行われません。性能パラメータ、幾何公差、特定の設計機能、材料の品質と種類または技量が、サードパーティのサプライヤーまたはメーカーがLongshengネットワークを通じて提供すると推測されるべきではありません。これは購入者の責任です部品の見積もりを依頼するこれらの部品の特定の要件を決定します。お問い合わせください詳細EFOrmationについて.
LSチーム
LSは業界をリードする企業ですカスタム製造ソリューションに焦点を当てます。20年以上にわたり5,000社以上のお客様にサービスを提供してきた経験を持つ当社は、高精度に注力していますCNC加工,板金加工,3Dプリンティング,射出成形,金属スタンピング、およびその他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸マシニングセンターが装備されており、ISO 9001:2015の認証を取得しています。私たちは、世界150か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大量カスタマイズでも、24時間以内の最速納品でお客様のニーズを満たすことができます。選ぶLSテクノロジーそれは、効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社のWebサイトをご覧ください。www.lsrpf.com
よくあるご質問(FAQ)
1.鋳造と射出成形の違いは何ですか?
鋳造と射出成形の違いは、鋳造は液体または半固体の材料を金型に流し込んで冷却および硬化成形を行うことであり、これはさまざまな材料に適していますが、プロセスは複雑で生産効率が低く、製品の精度と表面品質は射出成形ほど良くない場合があります。射出成形は、溶融プラスチックを高圧で金型に注入して、主にプラスチックに適した金型を冷却および固化させることであり、高いプロセス効率、自動生産、正確な製品サイズ、良好な表面品質、大規模で標準化された製品生産に適しています。
2.ウレタンキャスティングの欠点は何ですか?
ウレタン鋳造の欠点は主に、金型のコストが高く、寿命が限られているため、大量生産には適していません。シリコーン型は変形しやすく、製品の寸法精度が不安定になります。製品の表面品質は射出成形ほど良くない場合があり、追加の処理が必要です。同時に、ウレタン材料の性能は、高温または強極性溶剤、強酸およびアルカリ媒体で低下する可能性があり、使用シナリオは制限されます。
3.ポリウレタン金型を射出できますか?
はい、ポリウレタン金型を射出することは可能です。ポリウレタン(TPU)は、優れた耐摩耗性、耐油性、耐低温性、弾力性を備えた一般的に使用される射出成形材料です。射出成形ポリウレタン金型は、自動生産を実現し、生産効率を向上させ、製品の寸法精度と表面品質を確保できます。ただし、射出成形ポリウレタン金型は、専用の射出成形機と金型を使用する必要があり、金型の製造コストが高いことに注意してください。
4.ポリウレタン成形とは何ですか?
ポリウレタン成形は、ポリウレタン材料を目的の形状とサイズに加工する成形プロセスです。ポリウレタン成形プロセスには、射出成形、鋳造成形、反応射出成形(RIMPU)など、さまざまな方法があります。その中でも、射出成形は最も一般的に使用される方法の1つであり、溶融したポリウレタン材料を金型に注入し、冷却して硬化させ、離型して完成品を得るというものです。ポリウレタン成形品は、その優れた物理的特性と加工特性により、自動車、電子機器、医療、スポーツ用品などの分野で広く使用されています。
資源

