

La tranciatura, come processo vitale nella lavorazione dei metalli, è ampiamente utilizzata in vari settori industriali.Che si tratti di produzione automobilistica, aerospaziale, apparecchiature elettroniche e vari prodotti in metallo nella vita quotidiana, la tranciatura svolge un ruolo indispensabile. Tuttavia, il successo del processo di tranciatura non dipende solo dall'avanzamento della progettazione e dell'attrezzatura dello stampo, ma anche dalla precisa selezione dei materiali. Questo articolo approfondirà i materiali utilizzati nella tranciatura e analizzerà le caratteristiche dei diversi materiali e il loro impatto sulProcesso di tranciatura.
Che cos'è la tranciatura nella fabbricazione dei metalli?
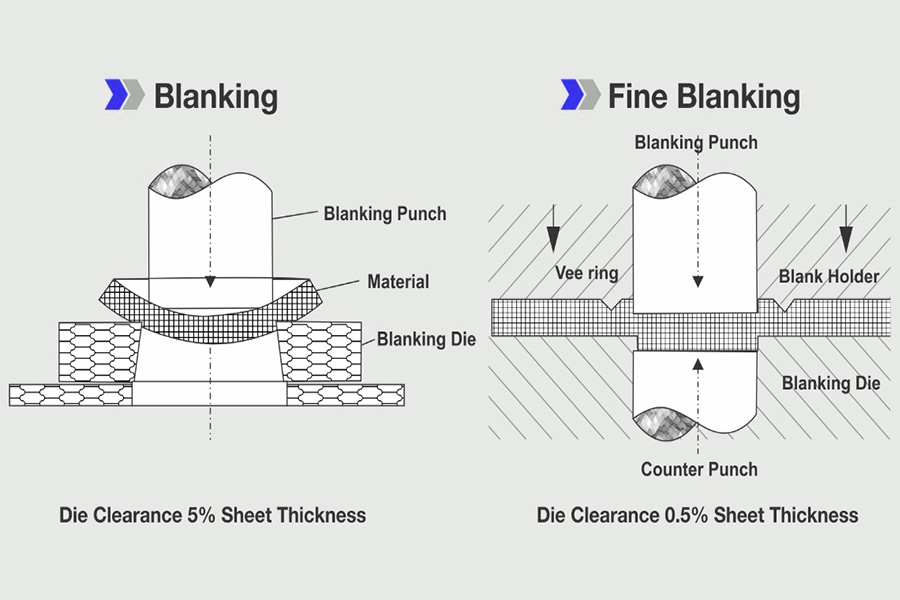
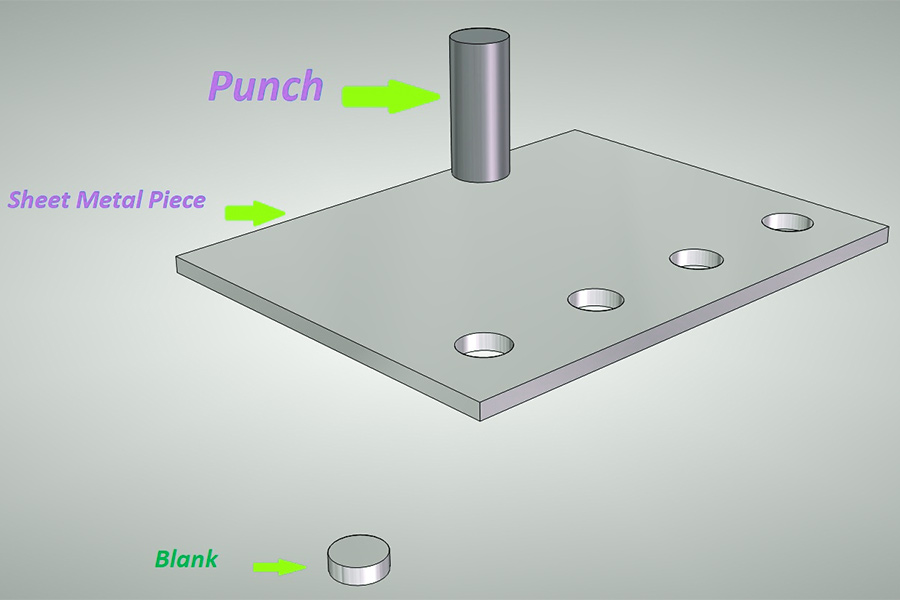
La tranciatura nella produzione di metalli è un processo di stampaggio, in particolare il processo di utilizzo di uno stampo per separare parte del materiale o del pezzo di processo da un'altra parte del materiale, del pezzo o del rottame. È un termine generico per i processi di separazione di cesoiatura, tranciatura, punzonatura, punzonatura, scanalatura, sezionamento, scalpellatura, rifilatura, taglio a lingua, taglio e rifilatura. Durante il processo di punzonatura, il tagliente della matrice causerà il taglio e la deformazione del foglio lungo una certa linea di contorno e alla fine la separazione, ottenendo così parti o pezzi grezzi della forma e delle dimensioni richieste. Questo processo è ampiamente utilizzato in molti campi come la produzione automobilistica e l'industria elettronica ed è una parte indispensabile e importante della lavorazione dei metalli.
Quali tipi di materiali sono comunemente usati nella tranciatura?
Un'ampia varietà diI materiali sono comunemente usati per la tranciatura. Di seguito è riportata un'introduzione dettagliata a questi materiali di uso comune:
1. Alluminio
- Tratti somatici:L'alluminio è un metallo leggero con una buona plasticità e tenacità ed è facile da lavorare e modellare. Allo stesso tempo,L'alluminio ha una buona resistenza alla corrosioneed è adatto a una varietà di ambienti.
- Applicazione:Nel processo di tranciatura, l'alluminio viene spesso utilizzato per produrre parti leggere e parti strutturali, come componenti nel campo aerospaziale, pannelli di carrozzeria di automobili e involucri di prodotti elettronici, ecc.
2. Acciaio inossidabile
- Tratti somatici:L'acciaio inossidabile ha un'elevata durezza. Durante la punzonatura, il punzone deve avere un'elevata durezza e resistenza all'usura, come ASP-23, ASP60 e altri punzoni in acciaio ad alta velocità in polvere. Allo stesso tempo, l'acciaio inossidabile ha una scarsa plasticità ed è soggetto a crepe e deformazioni durante la tranciatura. È richiesta una progettazione ragionevole della struttura dello stampo e del processo di tranciatura.
- Applicazione:L'acciaio inossidabile è ampiamente utilizzato nella tranciaturagrazie alla sua eccellente resistenza alla corrosione e alle proprietà meccaniche, soprattutto dove sono richieste un'elevata resistenza alla corrosione e un'elevata resistenza.
3. Rame
- Tratti somatici:Il rame è relativamente morbido e l'usura dello stampo è ridotta durante la punzonatura, ma è necessario prestare attenzione per evitare sbavature e deformazioni.
- Applicazione:Il rame e le sue leghe sono anche materiali comunemente usati nella tranciatura e sono ampiamente utilizzati nei settori elettrico, elettronico e della decorazione grazie alla loro buona conduttività elettrica, conduttività termica e resistenza alla corrosione.
- Digitare:Le leghe di rame comunemente usate includono l'ottone(lega rame-zinco) e bronzo (lega rame-stagno o lega rame-alluminio-silicio, ecc.). Le prestazioni di trafilatura dell'ottone sono migliori di quelle di alcuni materiali in rame puro.
4. Acciaio al carbonio
- Tratti somatici:Le prestazioni di tranciatura dell'acciaio al carbonio sono fortemente influenzate dal contenuto di carbonio e dallo stato del trattamento termico. L'acciaio a basso tenore di carbonio è facile da perforare e non è soggetto a crepe; L'acciaio ad alto tenore di carbonio richiede un adeguato trattamento termico prima della punzonatura per migliorarne la plasticità e ridurre la durezza.
- Applicazione:L'acciaio al carbonio è uno dei materiali più comunemente usati nella tranciaturaed è ampiamente utilizzato nella produzione di varie parti e componenti strutturali grazie alla sua elevata resistenza e al prezzo basso.
- Tipi:A seconda del contenuto di carbonio, l'acciaio al carbonio può essere suddiviso in acciaio a basso tenore di carbonio, acciaio al carbonio medio e acciaio ad alto tenore di carbonio. L'acciaio a basso tenore di carbonio ha buone proprietà di plasticità e punzonatura ed è adatto per la punzonatura di parti con forme complesse; L'acciaio ad alto tenore di carbonio ha una durezza maggiore ed è adatto per occasioni che richiedono maggiore resistenza e durezza.
5. Acciaio zincato
- Tratti somatici:Le prestazioni di punzonatura dell'acciaio placcato sono influenzate dal materiale di base estrato zincato. La resistenza e la plasticità del materiale di base determinano la forma e la precisione dimensionale delle parti tranciate; Lo strato zincato deve rimanere intatto durante il processo di tranciatura per evitare la corrosione. Allo stesso tempo, gli stampi di tranciatura in acciaio zincato devono avere un'elevata durezza e resistenza all'usura per far fronte all'usura dello strato zincato.
- Applicazione:L'acciaio zincato è un materiale rivestito con uno strato di zinco sulla superficie della piastra d'acciaio per migliorarne la resistenza alla corrosione. Nella tranciatura, l'acciaio zincato è ampiamente utilizzato dove è richiesta un'elevata resistenza alla corrosione.
- Digitare:In base ai diversi metodi di zincatura, l'acciaio zincato può essere suddiviso in lamiere di acciaio elettrozincato (come il SECC) e lamiere di acciaio zincato a caldo (come l'SGCC). Le lamiere di acciaio elettrozincato hanno una migliore formabilità e verniciabilità; Le lamiere di acciaio zincato a caldo hanno una maggiore resistenza alla corrosione.
Quali prodotti vengono realizzati utilizzando lo stampaggio?
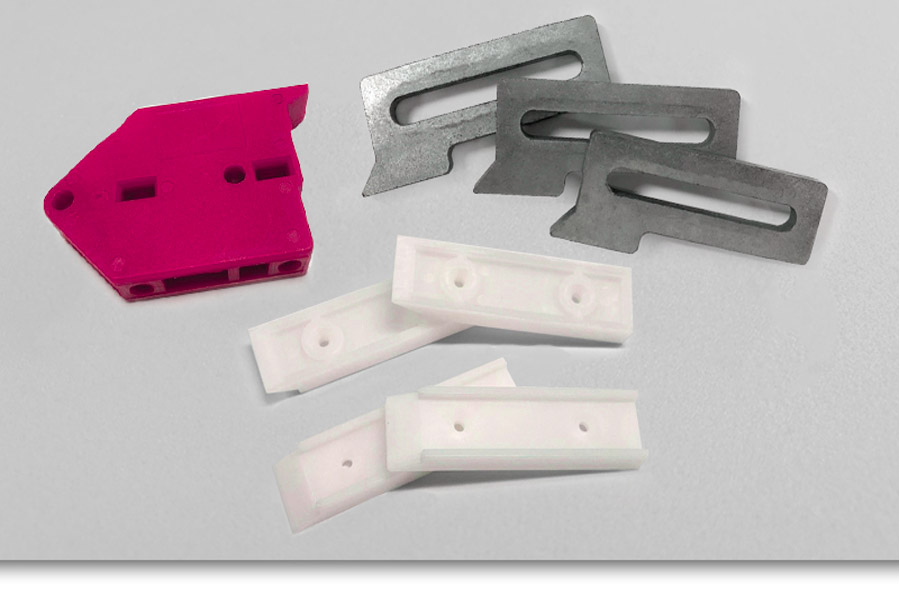
La tranciatura è un importante processo di produzione ampiamente utilizzato nella produzione di vari prodotti. Di seguito è riportata un'analisi specifica dei prodotti realizzati utilizzando la tranciatura:
| Industria | Esempio |
| Ricambi | come pannelli della carrozzeria, paraurti, staffe dei sedili, ecc. |
| Attrezzatura elettronica | come involucri di telefoni cellulari, staffe per schede madri di computer, componenti elettronici, ecc. |
| Elettrodomestici | come pannelli delle porte del frigorifero, barili della lavatrice, involucri del condizionatore d'aria, ecc. |
| Strumenti hardware | come cacciaviti, chiavi inglesi, pinze, ecc. |
| Hardware per l'edilizia | come telai di porte e finestre, serrature di porte, parapetti, ecc. |
Quali sfide presentano i materiali nella tranciatura?
Durante il processo di tranciatura,I materiali dovranno affrontare una serie di sfide, che non solo influiscono sull'efficienza della tranciatura, ma sono anche direttamente correlati alla qualità e al costo delle parti tranciate. Di seguito è riportata un'analisi dettagliata di queste sfide:
- Deformazioni e crepe:Il materiale può deformarsi o rompersi a causa della grande forza di taglio e della sollecitazione di trazione durante il processo di tranciatura.
- Usura dello stampo:Durante il processo di tranciatura, l'attrito tra lo stampo e il materiale causerà l'usura dello stampo, compromettendo la durata dello stampo e la qualità della tranciatura.
- Impatto termico:Il calore generato durante il processo di tranciatura può causare l'ammorbidimento o l'indurimento del materiale, compromettendo l'effetto di tranciatura.
Ritorno elastico del materiale: dopo la tranciatura, il materiale può rimbalzare a causa del recupero elastico, compromettendo la precisione e la forma della parte.
Quali sono alcuni modi per superare queste sfide?
Per quanto riguarda le sfide affrontate dai materiali durante il processo di tranciatura, ecco alcuni modi specifici per superare queste sfide:
1. Metodi per superare la deformazione e la distorsione del materiale
Progettare una distanza ragionevole nello stampo per evitare la deformazione del materiale causata da una fessura troppo grande o troppo piccola. Utilizzare un dispositivo di pressatura o aggiungere una funzione di pressatura forte per evitare che il materiale ruoti e si attorcigli durante il processo di punzonatura. Il tagliente dello stampo deve essere inclinato o a forma di arco per ridurre la forza di taglio e quindi ridurre la deformazione del materiale. Utilizzare una velocità e una pressione di stampaggio adeguate per evitare la deformazione del materiale causata da una velocità di stampaggio troppo veloce o troppo lenta. Per lo stampaggio di pezzi con forme complesse, lo stampaggio passo-passo o multistazioneProcessi di stampaggiodovrebbe essere utilizzato per ridurre la quantità di deformazione in un singolo stampaggio. Sceglieremateriali adatti alla tranciatura, come materiali con tenacità moderata e durezza uniforme. Pretrattamento del materiale, come ricottura, rinvenimento, ecc., per migliorarne le prestazioni di tranciatura.
2. Metodi per superare l'usura e i danni da muffa
Scegli materiali per stampi con elevata durezza, elevata resistenza all'usura e alta resistenza agli urti, come carburo, acciaio rapido, ecc. Ottimizza la geometria e le dimensioni dello stampo per ridurre le concentrazioni di stress e l'usura. Adotta un design all'avanguardia dello stampo sostituibile per facilitare la sostituzione e la riparazione dopo l'usura. Pulire, lubrificare e ispezionare regolarmente gli stampi per rilevare e affrontare l'usura e i danni in modo tempestivo. Sostituire o riparare le parti dello stampo gravemente usurate per prolungare la durata dello stampo.
3. Metodi per superare gli effetti termici e il rimbalzo del materiale
Un dispositivo di raffreddamento viene utilizzato per raffreddare la tranciaturaper prevenire il degrado delle prestazioni causato dal surriscaldamento del materiale. Organizzare ragionevolmente la sequenza di punzonatura per evitare eccessive sollecitazioni termiche sul materiale durante il processo di punzonatura. Utilizzare un dispositivo di compensazione del ritorno elastico o regolare la distanza tra gli stampi per ridurre il ritorno elastico del materiale. Scegli un materiale adatto alla tranciatura e con meno ritorno elastico. Le parti con forte ritorno elastico sono sottoposte a successive lavorazioni di sagomatura per garantire la precisione dimensionale e i requisiti di forma.

Domande frequenti
1. Quali materiali metallici sono comunemente usati nella tranciatura?
Materiali metallici comunemente usati per la tranciaturaincludono acciaio al carbonio, acciaio inossidabile, acciaio legato, metalli non ferrosi (come rame, alluminio e loro leghe), ecc. La scelta di questi materiali dipende dallo scenario applicativo e dai requisiti specifici. Ad esempio, l'acciaio al carbonio è ampiamente utilizzato per la sua buona resistenza e lavorabilità; l'acciaio inossidabile è adatto per parti che devono essere esposte ad ambienti difficili per lungo tempo a causa della sua resistenza alla corrosione; L'acciaio legato viene utilizzato per parti che richiedono una maggiore robustezza e resistenza all'usura. occasioni sessuali.
2. Come scegliere uno strumento di tranciatura in base allo spessore del materiale?
Lo spessore del materiale è uno dei fattori chiave che influenzano la selezione diutensili di tranciatura. I materiali più sottili possono utilizzare punzoni più sottili e spazi tra gli stampi più piccoli per ridurre l'attrito e la generazione di calore durante il processo di tranciatura. All'aumentare dello spessore del materiale, è necessario scegliere un punzone più spesso e una distanza tra gli stampi più ampia per garantire il regolare avanzamento del processo di tranciatura e la qualità delle parti.
3. Perché il carburo è comunemente usato negli stampi di tranciatura?
Il carburo è comunemente usato negli stampi di tranciatura grazie alla sua elevata durezza, elevata resistenza all'usura e alta resistenza alla fatica termica. È in grado di resistere alle elevate sollecitazioni e alle alte temperature generate durante il processo di tranciatura e di mantenere la forma e la stabilità dimensionale dello stampo, prolungando così la durata dello stampo e migliorando la qualità delle parti tranciate.
4. Come evitare la deformazione del materiale e le crepe durante la tranciatura?
Al fine di evitare deformazioni del materiale e crepe durante il processo di tranciatura, è necessario selezionare materiali appropriati, una progettazione dello stampo ragionevole e parametri del processo di tranciatura. Ad esempio, per materiali con tenacità più elevata, è possibile utilizzare una distanza tra gli stampi più ampia e una velocità di punzonatura inferiore per ridurre la deformazione plastica del materiale; Per i materiali fragili, è necessario selezionare una distanza tra gli stampi più piccola e una velocità di punzonatura più elevata per ridurre la deformazione plastica. Assicurarsi che la rottura del materiale si verifichi all'interno della fessura dello stampo.
Sommario
Quali materiali utilizzare durante la tranciatura è una questione complessa e critica. Quando selezioniamo i materiali di tranciatura, dovremmo considerare in modo completo molteplici fattori come le proprietà meccaniche del materiale, la lavorabilità, l'economicità e le prospettive di applicazione di nuovi materiali per garantire il regolare avanzamento del processo di tranciatura e l'output di alta qualità del prodotto finale. Allo stesso tempo, dovremmo continuare a prestare attenzione alle tendenze di sviluppo di nuovi materiali e tecnologie e innovare ed esplorare attivamente per adattarci alle mutevoli richieste del mercato e allo sviluppo del settore.

Disconoscimento
Il contenuto di questa pagina è solo di riferimento.LSnon rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Nessun parametro di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione deve essere dedotto su ciò che un fornitore o produttore di terze parti fornirà attraverso la rete Longsheng. È responsabilità dell'acquirenteAlla ricerca di un preventivo per le partiper determinare i requisiti specifici per tali parti.Per favorecontattaciper saperne di piùInformazione.
Squadra LS
LS è un'azienda leader del settorespecializzata in soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza al servizio di più di 5.000 clienti, ci concentriamo sull'alta precisioneLavorazione CNC,fabbricazione di lamiere,Stampa 3D,stampaggio ad iniezione,stampaggio di metalli,e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di più di 100 centri di lavoro avanzati a 5 assi ed è certificato ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di produzione a basso volume o di personalizzazione su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne in sole 24 ore. SceltaTecnologia LSsignifica scegliere l'efficienza, la qualità e la professionalità.
Per saperne di più, visita il nostro sito web:www.lsrpf.com


