

La tranciatura, come tecnologia chiave nella tecnologia di formatura dei metalli, è ampiamente utilizzato nelle automobili, negli elettrodomestici, nell'aerospaziale, nell'elettronica e in altri campi. Posiziona una piastra metallica tra gli stampi e utilizza il tagliente dello stampo per applicare pressione alla piastra, provocandone la deformazione plastica e alla fine la rottura, ottenendo così parti della forma e delle dimensioni richieste. LeSquadra LSti porterà a discutere in dettaglio il principio di funzionamento, il processo di deformazione, gli elementi chiave eapplicazione di tranciaturanella produzione industriale.
Che cos'è la tranciatura nella fabbricazione dei metalli?
La tranciatura è un processo di produzioneche utilizza matrici per tagliare il metallo piatto in forme precise. In particolare, la tranciatura utilizza il tagliente dello stampo per provocare la deformazione a taglio e la separazione del materiale in lamiera lungo una determinata linea di contorno, ottenendo così parti o pezzi grezzi della forma e delle dimensioni richieste. Durante ilProcesso di tranciatura, ad eccezione del metallo vicino alla linea di contorno di taglio, il materiale in lamiera stesso non subisce deformazioni plastiche, quindi le parti lavorate mediante tranciatura a piastra piana mantengono ancora una forma planare.
Come funziona la tranciatura?
LePrincipio di funzionamento della tranciaturaè un processo che modifica la forma del materiale applicando una grande quantità di pressione in base alla deformazione, all'elasticità e alle proprietà plastiche del materiale. Ecco i passaggi dettagliati su come funziona il blanking:
- Preparazione e installazione dello stampo:Progettare e produrre una fustella adatta in base alla forma e alle dimensioni delle parti di taglio richieste. Installare la fustella sulla pressa per assicurarsi che la matrice superiore e inferiore siano allineate correttamente e che il gioco sia appropriato (di solito dal 10 al 15% dello spessore della lamiera).
- Preparazione e posizionamento del materiale:Selezionare il materiale della piastra appropriatocome materiale da taglio e garantire che la sua qualità soddisfi i requisiti. Posizionare la piastra sul banco della pressa e fissarla utilizzando un dispositivo di posizionamento per assicurarsi che non si muova durante il taglio.
- Inizio pressa e chiusura stampo:Avviare la pressa in modo che la matrice superiore inizi a muoversi verso il basso. La matrice superiore e inferiore vengono gradualmente chiuse per esercitare pressione sulla piastra.
- Taglio e separazione del materiale:Sotto l'azione della bocca della lama dello stampo, il materiale della piastra inizia a deformazione. Man mano che lo stampo continua a chiudersi, la deformazione a taglio si espande gradualmente fino a quando il materiale della lastra non è completamente separato. La parte separata diventa punzone, mentre l'altra parte diventa sfrido.
- Taglio e scarico scarti:Le parti vengono separate dalla piastra e lasciate cadere nell'area di raccolta specificata. Il materiale di scarto viene scaricato attraverso il foro di scarico dello stampo e raccolto nel serbatoio di scarico.
- Apertura dello stampo e reset della pressa:La pressa smette di funzionare e lo stampo si apre gradualmente. Il ritorno alla posizione iniziale per l'operazione di taglio successiva.
- Controllo di qualità delle parti taglienti:Parti di taglio delle siepi per l'ispezione della qualità, tra cui precisione delle dimensioni, errore di forma, qualità della superficie di taglio, ecc. Se si riscontrano problemi di qualità, i parametri dello stampo o della pressa devono essere regolati in tempo per garantire la qualità delle successive parti di taglio.
- Ripetere:Se sono necessari più punzoni, ripetere l'operazione fino al completamento della produzione della quantità richiesta.
In che modo la tranciatura differisce dalla perforazione e dalla punzonatura?
1. Che cos'è il piercing?
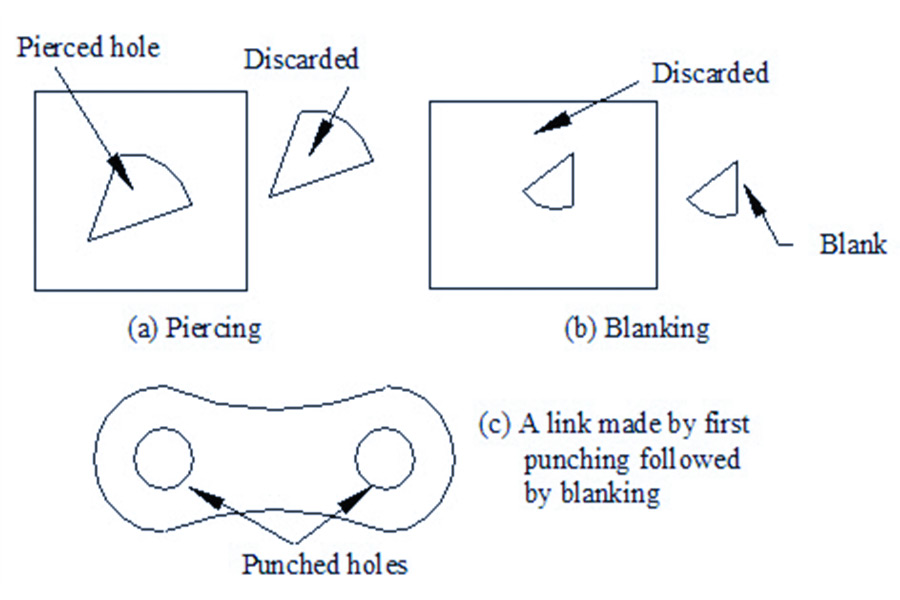
Il piercing è un processo di tosaturain cui il metallo grezzo viene forato con un utensile di lavorazione, con conseguente creazione di un foro circolare o di altra forma. Quando il metallo grezzo viene forato, il metallo proveniente dal foro appena creato è considerato rottame. La perforatrice forza un utensile, noto come tranciatura
2. Che cos'è la punzonatura?
La punzonatura è un processo di lavorazione che prevede la rimozione di rottami metallici da una lastra di metallo grezzo. Richiede l'uso di una punzonatrice per comprimere un utensile attraverso un foglio di metallo grezzo. Sebbene la punzonatura venga generalmente eseguita utilizzando lamiera, supporta altri materiali come carta, plastica e fibre varie. La punzonatrice premeva attraverso la lamiera mentre era posizionata contro uno stampo. PertantoLa lamiera punzonata assume la stessa formacome il dado usato.
3. Tranciatura VS Piercing VS Punzonatura
(1)Asportazione di materiale
Le operazioni di punzonatura e tranciatura sono molto diverse dalla perforazione. Il piercing non rimuove alcun materiale dalla lamiera. Invece, sposta solo il metallo, creando un'apertura che provoca una leggera deformazione attorno al bordo del foro.
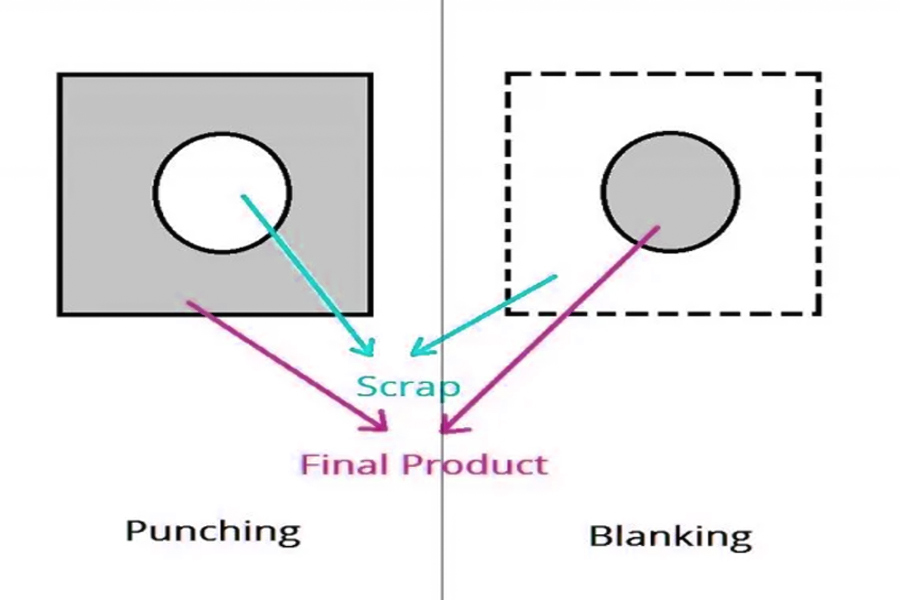
Sia la punzonatura che la tranciatura comportano il taglio del materiale. Il processo di punzonatura ritaglia l'area intorno a una cavità. Ciò significa che il pezzo rimosso è considerato rottame metallico. Il buco lasciato è il prodotto che si desidera.
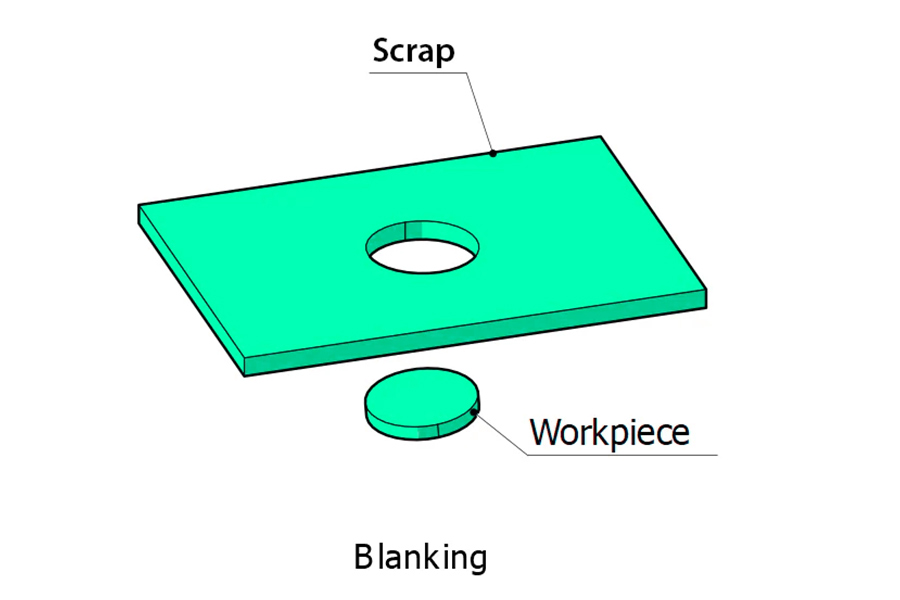
La tranciatura, d'altra parte, è l'opposto della punzonatura. In questo caso, il pezzo rimosso viene preso come prodotto desiderato, mentre la lamiera rimanente viene scartata o riciclata.
(2)Forma e dimensione del foro:
Il processo di perforazione produce fori relativamente piccoli e semplici, che di solito sono rotondi della stessa forma o di qualsiasi forma semplice. La gamma di dimensioni è limitata rispetto al piercing o al punching.
Il processo di punzonatura è molto più versatile in termini di forma e dimensioni. Ci sono molte altre opzioni disponibili per le forme, dai cerchi alle forme molto complesse. La gamma di dimensioni è potenzialmente più ampia del piercing, ma anche i limiti degli utensili possono limitarla.
Operazione di tranciaturasi concentra sul pezzo ritagliato piuttosto che sul foro. Si tratta di un'applicazione in grado di perforare forme molto grandi, spesso parti intere. Il "buco" lasciato è ciò che non si desidera: lo spazio negativo del prodotto desiderato.
(3)Selezione degli utensili e degli stampi
Il piercing utilizza un semplice punzone senza una matrice abbinata. L'utensile determina la forma del foro. Si tratta di una configurazione molto semplice e le modifiche possono essere apportate rapidamente.
La punzonatura richiede un set di punzone e matrici abbinati. Il punzone spinge il materiale attraverso un'apertura dello stampo. Questo può dare un taglio estremamente netto, con il costo di più tempo per l'installazione.
La tranciatura utilizza anche un sistema di punzonatura e matrice. Tuttavia, l'apertura dello stampo di tranciatura è relativamente più grande per accogliere il prodotto finito. La distanza tra il punzone e l'utensile di tranciatura deve essere sostanziale per ottenere bordi netti sul grezzo.
Produttori di lamiere personalizzateguidare le industrie nella scelta delle aperture degli stampi eutensili di tranciatura.
(4)Applicazione della forza:
Il piercing applica una forza concentrata su una piccola area. Il punzone applica pressione lungo il percorso del foro. Questa forza focalizzata può perforare efficacemente il materiale in una singola operazione.
La punzonatura distribuisce la forza su un'area più ampia. Applica pressione lungo l'intero contorno di una forma desiderata, distribuendo la forza per un taglio netto di forme complesse.
Il processo di tranciatura richiede un'elevata forza di taglio dei tre processi. Deve perforare le forze resistive del materiale su tutta la periferia del grezzo di metallo grezzo mentre la forza deve tagliare per tutto lo spessore del foglio.
Il materiale giusto viene selezionato in base ai requisiti specifici del progetto, compreso il materiale desideratoSpessore, dimensioni e proprietà del foglio di forma, sotto la guida dei migliori produttori a contratto in India.
(5)Velocità e precisione:
La perforazione ha un'eccellente velocità e una precisione soddisfacente per piccoli diametri. Trova un impiego ottimale nelle operazioni di produzione di massa, in cui le parti con diametri piccoli devono spesso ospitare diversi fori semplici.
La punzonatura è un'operazione che bilancia, in larga misura, tra velocità e precisione. Le forme complesse potevano essere coniate rapidamente con poche imprecisioni.
La tranciatura può essere più lenta come tecnica per profili grandi e complessi. Tuttavia, la tranciatura può raggiungere livelli di precisione eccezionali per il pezzo finito.
(6)Materiale Resistenza e durata Impatto
Nel piercing, il metallo può essere indebolito sui lati che circondano il foro in una certa misura a causa del materiale che circonda il foro. C'è anche uno spostamento del metallo dal foro, quindi ci sarebbero punti di stress. Tuttavia, nel caso di fogli sottili, questo effetto tende ad essere minimo.
La punzonatura può deformare alcune sezioni dei bordi attorno al foro, con conseguente indebolimento della resistenza del materiale in quella sezione.
La tranciatura è il processo che ha il minimo effetto sulla resistenza del materiale. L'integrità strutturale del prodotto finito rimane intatta.
Quali materiali vengono utilizzati nella tranciatura?
LeIl miglior materiale da utilizzare per la tranciatura dipende da una varietà di fattori, inclusi la forma e le dimensioni della parte tranciata, i requisiti di precisione, la scala di produzione e il budget dei costi. Ecco alcuni materiali comunemente usati per la tranciatura:
1. Alluminio
- Tratti somatici:L'alluminio è un metallo leggero con una buona plasticità e tenacità ed è facile da lavorare e modellare. Allo stesso tempo,L'alluminio ha una buona resistenza alla corrosioneed è adatto a una varietà di ambienti.
- Applicazione:Nel processo di tranciatura, l'alluminio viene spesso utilizzato per produrre parti leggere e parti strutturali, come componenti nel campo aerospaziale, pannelli di carrozzeria di automobili e involucri di prodotti elettronici, ecc.
2. Acciaio inossidabile
- Tratti somatici:L'acciaio inossidabile ha un'elevata durezza. Durante la punzonatura, il punzone deve avere un'elevata durezza e resistenza all'usura, come ASP-23, ASP60 e altri punzoni in acciaio ad alta velocità in polvere. Allo stesso tempo, l'acciaio inossidabile ha una scarsa plasticità ed è soggetto a crepe e deformazioni durante la tranciatura. È richiesta una progettazione ragionevole della struttura dello stampo e del processo di tranciatura.
- Applicazione:L'acciaio inossidabile è ampiamente utilizzato nella tranciaturagrazie alla sua eccellente resistenza alla corrosione e alle proprietà meccaniche, soprattutto dove sono richieste un'elevata resistenza alla corrosione e un'elevata resistenza.
3. Rame
- Tratti somatici:Il rame è relativamente morbido e l'usura dello stampo è ridotta durante la punzonatura, ma è necessario prestare attenzione per evitare sbavature e deformazioni.
- Applicazione:Il rame e le sue leghe sono anche materiali comunemente usati nella tranciatura e sono ampiamente utilizzati nei settori elettrico, elettronico e della decorazione grazie alla loro buona conduttività elettrica, conduttività termica e resistenza alla corrosione.
- Digitare:Le leghe di rame comunemente usate includono l'ottone (lega rame-zinco) e il bronzo (lega rame-stagno o lega rame-alluminio-silicio, ecc.). Le prestazioni di trafilatura dell'ottone sono migliori di quelle di alcuni materiali in rame puro.
4. Acciaio al carbonio
- Tratti somatici:Le prestazioni di tranciatura dell'acciaio al carbonio sono fortemente influenzate dal contenuto di carbonio e dallo stato del trattamento termico. L'acciaio a basso tenore di carbonio è facile da perforare e non è soggetto a crepe; L'acciaio ad alto tenore di carbonio richiede un adeguato trattamento termico prima della punzonatura per migliorarne la plasticità e ridurre la durezza.
- Applicazione:L'acciaio al carbonio è uno dei materiali più comunemente usati nella tranciaturaed è ampiamente utilizzato nella produzione di varie parti e componenti strutturali grazie alla sua elevata resistenza e al prezzo basso.
- Tipi:A seconda del contenuto di carbonio, l'acciaio al carbonio può essere suddiviso in acciaio a basso tenore di carbonio, acciaio al carbonio medio e acciaio ad alto tenore di carbonio. L'acciaio a basso tenore di carbonio ha buone proprietà di plasticità e punzonatura ed è adatto per la punzonatura di parti con forme complesse; L'acciaio ad alto tenore di carbonio ha una durezza maggiore ed è adatto per occasioni che richiedono maggiore resistenza e durezza.
5. Acciaio zincato
- Tratti somatici:Le prestazioni di punzonatura dell'acciaio placcato sono influenzate dal materiale di base estrato zincato. La resistenza e la plasticità del materiale di base determinano la forma e la precisione dimensionale delle parti tranciate; Lo strato zincato deve rimanere intatto durante il processo di tranciatura per evitare la corrosione. Allo stesso tempo, gli stampi di tranciatura in acciaio zincato devono avere un'elevata durezza e resistenza all'usura per far fronte all'usura dello strato zincato.
- Applicazione:L'acciaio zincato è un materiale rivestito con uno strato di zinco sulla superficie della piastra d'acciaio per migliorarne la resistenza alla corrosione. Nella tranciatura, l'acciaio zincato è ampiamente utilizzato dove è richiesta un'elevata resistenza alla corrosione.
- Digitare:In base ai diversi metodi di zincatura, l'acciaio zincato può essere suddiviso in lamiere di acciaio elettrozincato (come il SECC) e lamiere di acciaio zincato a caldo (come l'SGCC). Le lamiere di acciaio elettrozincato hanno una migliore formabilità e verniciabilità; Le lamiere di acciaio zincato a caldo hanno una maggiore resistenza alla corrosione.
Domande frequenti
1. Qual è il processo di tranciatura?
La tranciatura è un processo di stampaggioche utilizza una matrice di punzonatura per separare i fogli sotto l'azione di una pressa. Il processo di tranciatura comprende principalmente le seguenti fasi: (1) Fase di deformazione elastica: quando il punzone entra in contatto per la prima volta con il materiale in lamiera, il materiale subisce una compressione elastica e una deformazione da flessione a causa della pressione del punzone sul materiale. In questo momento, lo spazio tra il punzone e la matrice è leggermente maggiore dello spessore del materiale. (2) Fase di deformazione plastica: poiché il punzone continua a premere verso il basso, il materiale entra nella fase di deformazione plastica. A questo punto, il materiale sul tagliente del punzone e della matrice è sottoposto a una forte azione di taglio e inizia a produrre deformazioni plastiche a taglio. Man mano che la deformazione continua, lo stato di sollecitazione interna del materiale cambia e si formano gradualmente cricche da taglio.(3)Fase di frattura e separazione: quando la cricca da taglio si espande in una certa misura, il materiale si rompe e si separa ai bordi taglienti del punzone e della matrice. A questo punto, si forma una sezione trasversale chiara tra la parte tranciata e il foglio. (4) Fase di tranciatura e spinta: dopo che la punzonatura è stata completata, il punzone continua a premere verso il basso per spingere la parte punzonata fuori dallo stampo. Allo stesso tempo, anche il materiale rimanente (scarto) viene scaricato dallo stampo.
2.Cosa fa la tranciatura?
La tranciatura è ampiamente utilizzata nella produzione industriale. La sua funzione principale è quella di poter punzonare direttamente parti finite con forme e dimensioni specifiche, come rondelle, molle, connettori, ecc. La tranciatura può anche preparare i pezzi grezzi necessari per altri processi di stampaggio (come piegatura, imbutitura, flangiatura, ecc.) per le successive lavorazioni. Attraverso una progettazione ragionevole del layout e il riciclaggio dei rifiuti, la tranciatura può massimizzare l'utilizzo del materiale e ridurre i costi di produzione.
3. Come funziona la tranciatura fine?
La tranciatura fine è uno speciale processo di tranciatura che viene eseguito su una pressa speciale utilizzando uno speciale stampo di tranciatura fine e materiali di tranciatura fine adatti. Il principalePrincipio di funzionamento della tranciatura fineè che gli stampi di tranciatura fine di solito utilizzano un portapezzi con una corona dentata e una speciale struttura dello stampo convessa e concava. La tranciatura fine di solito sceglie materiali con buona plasticità e tenacità, come acciaio a basso tenore di carbonio, acciaio inossidabile, ecc. Durante il processo di stampaggio, il punzone della matrice di tranciatura fine preme nel materiale a una velocità inferiore, mentre la piastra laterale esercita una pressione appropriata sul materiale. Poiché la deformazione plastica del materiale è completamente sviluppata durante il processo di tranciatura fine, la qualità della sezione trasversale delle parti tranciate è solitamente superiore. La sezione trasversale è liscia, molto verticale e non presenta sbavature evidenti o angoli cadenti.
4. In che modo la tranciatura è diversa dalla punzonatura?
La tranciatura e la punzonatura sono entrambi processi di formatura del materialeche comportano la rimozione precisa di materiale da un pezzo. La principale differenza tra i due processi è il prodotto finale realizzato. In un'operazione di tranciatura, la parte o il prodotto finale viene rimosso o "punzonato" dal foglio più grande e il materiale rimanente viene scartato come scarto. D'altra parte, nelle operazioni di stampaggio, il materiale rimosso viene scartato e il prodotto finale è il materiale rimanente, che viene poi ulteriormente lavorato. Un'altra differenza tra i due processi è il modo in cui il produttore gestisce il foglio iniziale. Nelle operazioni di stampaggio, in genere rimuovono una quantità minima di materiale dal pezzo originale per ridurre al minimo lo spreco di materiale. Al contrario, le operazioni di tranciatura sono più efficienti quando la maggior quantità di materiale viene rimossa dal pezzo. Per ordini di lotti medio-grandi, la punzonatura e la tranciatura sono metodi di produzione estremamente convenienti. Sebbene gli scarti perforati durante il processo di punzonatura non possano essere utilizzati nelle operazioni successive, in molti casi possono essere riciclati o riutilizzati in altro modo, con un notevole risparmio sui costi.
Sommario
Essendo un'importante tecnologia di lavorazione dei metalli,La tranciatura svolge un ruolo decisivo nella produzione moderna. Attraverso la continua innovazione tecnologica e l'aggiornamento delle apparecchiature, il processo di tranciatura si svilupperà verso una maggiore precisione, una maggiore efficienza e una maggiore automazione, fornendo un forte supporto per la trasformazione e l'aggiornamento dell'industria manifatturiera.

Disconoscimento
Il contenuto di questa pagina è solo di riferimento.LSnon rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Nessun parametro di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione deve essere dedotto su ciò che un fornitore o produttore di terze parti fornirà attraverso la rete Longsheng. È responsabilità dell'acquirenteAlla ricerca di un preventivo per le partiper determinare i requisiti specifici per tali parti.Per favorecontattaciper saperne di piùInformazione.
Squadra LS
LS è un'azienda leader del settorespecializzata in soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza al servizio di più di 5.000 clienti, ci concentriamo sull'alta precisioneLavorazione CNC,fabbricazione di lamiere,Stampa 3D,stampaggio ad iniezione,stampaggio di metalli,e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di più di 100 centri di lavoro avanzati a 5 assi ed è certificato ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di produzione a basso volume o di personalizzazione su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne in sole 24 ore. SceltaTecnologia LSsignifica scegliere l'efficienza, la qualità e la professionalità.
Per saperne di più, visita il nostro sito web:www.lsrpf.com


