La fusione del metallo è un processo in cui il metallo viene fuso in un liquido che soddisfa determinati requisiti, versato in uno stampo e quindi raffreddato, solidificato e pulito per ottenere una fusione con forma, dimensioni e prestazioni predeterminate. Essendo uno dei processi di base nel moderno settore della produzione di macchinari, questo processo ha una lunga storia e ampie applicazioni. Con il continuo sviluppo della scienza e della tecnologia, i processi di fusione dei metalli hanno gradualmente sviluppato vari tipi in base alle diverse esigenze. Questo articolo mira a esplorare in profondità i vari tipi di fusione dei metalli, rivelare i principi del processo, le caratteristiche tecniche e gli scenari applicabili dietro di essi e aprire una porta ai misteri della formatura dei metalli per i lettori.
Cos'è la fusione dei metalli?
La fusione del metallo è un processo di produzione che prevede il versamento del metallo fuso negli stampi per creare parti metalliche 3D. Lo stampo contiene cavità della geometria desiderata e il metallo fuso si raffredda per formare la parte solidificata.
La parola “fuso” si riferisce anche a parti realizzate attraverso un processo di fusione, che risale a 6.000 anni fa. Storicamente, i processi di fusione sono stati utilizzati per creare parti complesse e di grandi dimensioni che sarebbe difficile o costoso creare utilizzando altri processi di produzione.
La fusione è la prima scelta per geometrie complesse perché è più conveniente e il processo è più semplice rispetto, ad esempio, Lavorazione CNC. Ma la fusione è ampiamente utilizzata anche per le forme più semplici grazie ai tempi di consegna rapidi e alle grandi capacità di produzione. Oggi l'uso dei prodotti fusi è così diffuso che, indipendentemente dall'ambiente in cui ti trovi, non puoi evitare di utilizzarli. Alcuni esempi di prodotti in metallo fuso includono blocchi motore, idranti, motori elettrici, utensili, semafori, tombini, tubi, valvole e vari raccordi.
Quali sono i principali tipi di fusione dei metalli?
I principali tipi di fusione dei metalli includono fusione in sabbia, pressofusione, fusione a cera persa, colata continua, fusione a schiuma persa, fusione in conchiglia, pressofusione a compressione, pressofusione sotto vuoto, fusione a gravità, fusione ad alta pressione, fusione a bassa pressione e fusione centrifuga. Successivamente, impariamo di più su questi tipi di casting:
1. Colata in sabbia
La fusione in sabbia è un processo di fusione universale che può essere utilizzato per fondere qualsiasi lega metallica , siano essi ferrosi o non ferrosi. È ampiamente utilizzato nella produzione di massa in unità industriali come parti di fusione di metalli automobilistici come blocchi motore, testate cilindri, alberi a gomiti, ecc.
Il processo utilizza stampi realizzati con materiali a base di silicio, come sabbia legata naturalmente o sabbia sintetica, per creare una superficie liscia dello stampo. La superficie dello stampo è composta da due parti, lo stampo superiore (parte superiore) e lo stampo inferiore (parte inferiore). Una tazza di colata viene utilizzata per versare il metallo fuso nello stampo, dove si solidifica per formare la forma finale. Infine, il metallo in eccesso viene tagliato per completare il prodotto finale in metallo fuso.
Pro e contro della fusione in sabbia:
| Pro | Contro |
| Conveniente per piccoli lotti : è ideale per la produzione di volumi medio-bassi poiché è relativamente economico rispetto agli altri tipi di fusione. | Precisione dimensionale inferiore : le parti hanno una precisione dimensionale inferiore e una finitura superficiale più ruvida rispetto ad altri tipi di fusione. Ciò spesso richiede lavorazioni aggiuntive. |
| Opzione di progettazione flessibile: può produrre una varietà di forme e dimensioni, da parti molto piccole a componenti di grandi dimensioni. | Maggiore spreco di materiale: poiché gli stampi in sabbia non possono essere riutilizzati, comportano uno spreco di materiale maggiore rispetto ad altri metodi di fusione. |
| Versatilità del materiale : fonde quasi tutte le leghe metalliche. | Rischi di porosità : i getti corrono un rischio maggiore di porosità, che può influire sulle proprietà meccaniche. |
| Facile installazione e attrezzatura : non richiede tanta attrezzatura ed è meno costosa rispetto ad altre tecniche di fusione, rendendola più accessibile per operazioni su piccola scala. | Requisiti di post-elaborazione : potrebbe richiedere una finitura estesa, come la molatura e la lavorazione meccanica per ottenere la finitura desiderata. |
| Getti ideali per pezzi di grandi dimensioni : particolarmente adatti per creare pezzi di grandi dimensioni che sarebbero difficili o costosi da produrre con altri metodi di fusione. | Allungamento del tempo ciclo: Il ciclo produttivo può essere allungato se il processo è più lento, in particolare nella preparazione ed asciugatura degli stampi. |
Applicazione: ampiamente utilizzato nelle automobili, nei macchinari, nella costruzione navale, nell'edilizia e in altri settori industriali per produrre vari pezzi fusi su larga scala e di forma complessa.
2.Il casting
Mentre la fusione in sabbia può fondere leghe con punti di fusione più elevati, puoi utilizzare la pressofusione per modellare metalli con punti di fusione più bassi. Dopo aver trasformato il materiale da solido a liquido fuso caldo, è possibile iniettarlo in uno stampo pressofuso di lunga durata in acciaio temprato. Questi strumenti sono costituiti da una cavità, un nucleo e talvolta un inserto. A differenza dello stampaggio a iniezione della plastica, la lavorazione degli elementi laterali dopo la fusione è talvolta più fattibile rispetto all'utilizzo delle azioni laterali. La pressofusione risale al XIX secolo.
Fin dalla sua comparsa nel mondo della produzione, sono stati sviluppati due tipi di programmi per il vostro utilizzo. La prima è una camera calda, dotata di un forno integrato nella macchina per fondere il materiale. Se si utilizza il processo a camera fredda, la seconda procedura, si scioglie il materiale in un forno separato e quindi si sposta il materiale fuso nella camera di iniezione. Puoi implementare la pressofusione per la produzione in grandi volumi di parti aerospaziali e automobilistiche, nonché di giocattoli, mobili ed elettronica. La pressofusione viene fornita tramite i servizi principali di Longsheng e i preventivi possono essere creati tramite il motore di preventivo istantaneo.
Pro e contro della pressofusione:
| Pro | Contro |
|---|---|
| Elevata produttività: ideale per produzioni su larga scala con tempi ciclo brevi. | Costo iniziale elevato: le macchine e gli stampi per pressofusione sono costosi, quindi non sono economici per piccole serie di produzione. |
| Elevata precisione dimensionale Produce parti uniformi e di alta precisione, spesso riducendo o eliminando la necessità di lavorazioni aggiuntive. | Opzioni di materiali limitate: principalmente per materiali non ferrosi come alluminio, magnesio e zinco. A causa del loro elevato punto di fusione, i metalli ferrosi vengono utilizzati meno spesso. |
| Buona finitura superficiale: la maggior parte delle parti ha una superficie liscia e arrotondata che potrebbe richiedere solo una finitura minore. | Sacche d'aria e integrità strutturale: le parti possono presentare piccole sacche d'aria (porosità) che possono influire sulla finitura superficiale. |
| Progettazione di parti complesse: consente la creazione e la produzione di forme complesse, forme complesse e dettagli complessi. | La pressofusione è limitata alle parti con pareti più sottili Sebbene sia in grado di produrre parti con forme complesse, non è generalmente adatta per parti con pareti molto spesse. |
| Processo automatizzato: può ridurre i costi di manodopera, aumentare la coerenza e la ripetibilità e può essere altamente automatizzato. | Fatica termica sugli stampi: il riscaldamento e il raffreddamento ripetuti possono causare fatica termica. Ciò potrebbe ridurre la durata degli stampi. |
| Rifiuti minimi: utilizzo efficace dei materiali, con la possibilità di riciclare il materiale in eccesso o di scarto. | Limitazioni sulle dimensioni: è più adatto a componenti di piccole e medie dimensioni. Le parti più grandi sono più difficili da produrre, oltre che più costose. |
Applicazione: utilizzato principalmente per produrre pezzi fusi di metalli non ferrosi, come leghe di alluminio, leghe di zinco, leghe di magnesio, ecc., ampiamente utilizzati nelle automobili, nell'elettronica, nelle comunicazioni, nelle apparecchiature mediche e in altri campi.
3. Colata di investimento
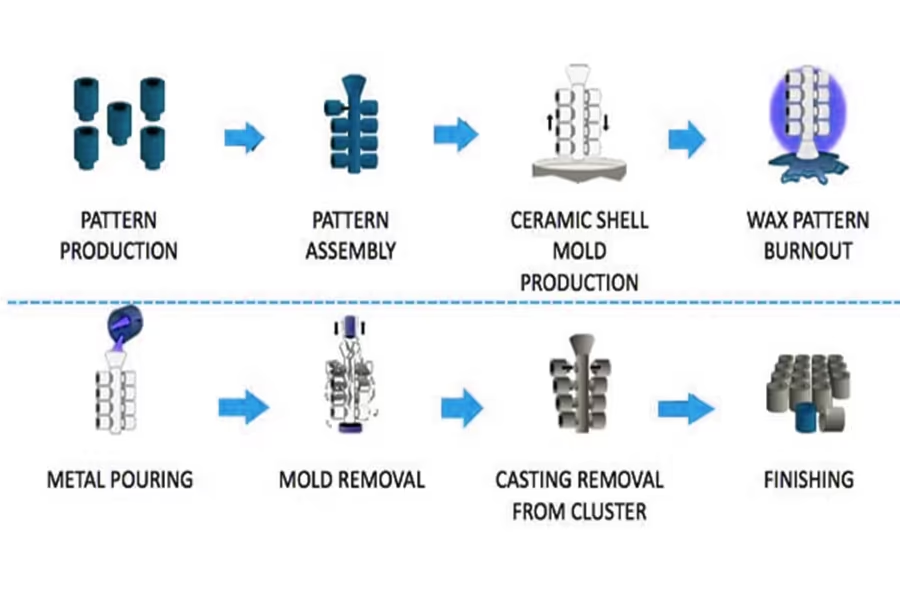
Fusione a cera persa, detta anche fusione a cera persa , utilizza un modello in cera usa e getta rivestito con materiale ceramico che si solidifica nella forma della fusione. Il primo passo in questo processo di fusione è creare un modello in cera, solitamente in cera o plastica. Poiché il processo richiede misurazioni precise, molteplici prove ed errori rendono la fusione a cera persa un processo di produzione costoso. La cera viene versata nello stampo, rimossa con cura e poi rivestita con materiale adesivo o refrattario fino a formare uno spesso guscio. Inoltre, più modelli sono assemblati sul cancello principale. Una volta indurito il guscio, il modello viene capovolto e riscaldato in forno per eliminare la cera. Il metallo fuso viene versato nel guscio rimanente e si solidifica assumendo la forma dello stampo in cera. Inoltre, il guscio refrattario viene rotto per rivelare la fusione finita. Questo processo di fusione è comunemente utilizzato per realizzare componenti per la produzione di energia, automobilistici e aerospaziali.
Pro e contro del casting di investimento:
| Pro | Contro |
| Elevata precisione e accuratezza: la produzione di parti con eccellente qualità di finitura superficiale e accuratezza dimensionale riduce la necessità di operazioni di lavorazione secondaria | Costo più elevato : a causa dei materiali e dei costi di manodopera coinvolti nella creazione di modelli in cera e stampi in ceramica, la fusione a cera persa costa più di altri tipi di fusione. |
| Geometria complessa : consente la creazione di parti con dettagli intricati e geometrie complesse che potrebbero altrimenti risultare impegnative o impossibili utilizzando altri metodi di fusione. | Tempi di consegna più lunghi : poiché questo processo prevede più passaggi, i tempi di consegna possono estendersi in modo più significativo rispetto ad altri processi di fusione. |
| Opzioni di materiali versatili : ideali per la produzione di vari metalli e leghe ad alte prestazioni, come fusione di acciaio inossidabile, fusione di altri acciai e fusione di leghe a base di nichel. | Limitazioni dimensionali : questa tecnica tende a funzionare meglio con parti più piccole; i componenti più grandi possono rivelarsi impegnativi e costosi se realizzati con questo metodo. |
| Finitura superficiale liscia : le finiture lisce richiedono una finitura superficiale minima, consentendo di risparmiare tempo e costi nella post-elaborazione. | Creazione del modello in cera : ogni fusione richiede il proprio modello in cera che aggiunge tempo e costi. |
| Riduzione dello spreco di materiale : grazie alla sua precisione, questo processo garantisce uno spreco di materiale minimo, rendendolo più ecologico. | Capacità limitata : più adatta per produzioni medio-piccole. |
Applicazione: Adatto per la produzione di piccole parti con forme complesse, requisiti di alta precisione e difficili da lavorare, come pale di motori a turbina, componenti di dispositivi medici, ecc.
4.Colata centrifuga
La fusione centrifuga, nota anche come fusione a rotazione, è un processo che utilizza la forza centrifuga per produrre industrialmente parti cilindriche. Questo tipo di fusione del metallo utilizza uno stampo rotante preriscaldato nel quale viene colato il metallo fuso. La forza centrifuga aiuta a disperdere il metallo fuso all'interno dello stampo ad alta pressione.
Esistono tre tipi di colata centrifuga: il vero processo di colata centrifuga, il processo di colata semi-centrifuga e il processo di colata centrifuga verticale. La colata semicentrifuga differisce dalla vera colata centrifuga in quanto utilizza una porta per riempire completamente lo stampo. Tuttavia, nella vera fusione centrifuga, il metallo fuso aderisce alle pareti a causa della rotazione continua. Al contrario, la fusione centrifuga verticale, come suggerisce il nome, utilizza lo stampaggio direzionale, seguendo lo stesso processo della vera fusione centrifuga.
Tipicamente, la fusione centrifuga produce una forma rotante che ricorda un cilindro. Soprattutto parti come cuscinetti, dischi frizione, fasce elastiche e canne dei cilindri. Inoltre, versare il metallo al centro dello stampo aiuta a ridurre difetti quali porosità, ritiro e sacche d'aria. Tuttavia, non funziona con tutti i tipi di leghe metalliche.
Pro e contro della fusione centrifuga:
| Pro | Contro |
|---|---|
| Elevata purezza del materiale: le forze centrifughe spingono le impurità verso la superficie interna dei getti, ottenendo getti di maggiore purezza che presentano meno difetti. | Complessità della forma limitata: ideale per forme cilindriche. Al contrario, geometrie complesse possono essere difficili da ottenere con altri metodi di fusione. |
| Buone proprietà meccaniche: le parti fuse ad alta densità hanno proprietà meccaniche superiori. | Limitazioni dimensionali: più efficiente per parti di piccole e medie dimensioni. Le fusioni di grandi dimensioni sono più difficili e più costose. |
| Operazioni secondarie ridotte: richiede meno lavorazione e finitura rispetto ad altri metodi perché la finitura superficiale e la precisione delle dimensioni sono generalmente buone. | Costo dell'attrezzatura: la necessità di macchinari specializzati per la fusione centrifuga può comportare costi di investimento iniziali più elevati. |
| Utilizzo efficiente dei materiali: questo metodo è efficiente nei materiali perché consente un controllo preciso dello spessore della fusione. | Competenze operative richieste: ciò richiede operatori esperti per controllare con precisione velocità e temperatura, il che aggiunge complessità operativa. |
| Versatilità dei materiali: può funzionare con una varietà di metalli e leghe. Ciò consente una maggiore flessibilità del materiale. | Preoccupazioni per la sicurezza: gli stampi rotanti ad alta velocità presentano rischi per la sicurezza e richiedono attrezzature di sicurezza rigorose. |
Applicazione: utilizzato principalmente per produrre pezzi fusi cilindrici, come tubi in ghisa, canne dei cilindri, ecc., ampiamente utilizzati nella metallurgia, nell'estrazione mineraria, nei trasporti, nei macchinari per il drenaggio e l'irrigazione, nell'aviazione, nella difesa nazionale e nell'industria automobilistica.
5.Colata continua
La colata continua è un metodo di colata avanzato. Il suo principio è quello di versare continuamente il metallo fuso in uno speciale stampo metallico chiamato cristallizzatore. I getti solidificati (incrostati) vengono versati continuamente dall'altra estremità del cristallizzatore. fuori, quindi estrarlo da un'estremità per ottenere un getto di qualsiasi lunghezza o una lunghezza specifica.
Pro e contro della colata continua:
| Pro | Contro |
| Efficienza produttiva estremamente elevata, elevato utilizzo del metallo, struttura di fusione uniforme e buone proprietà meccaniche. | Può produrre solo getti lunghi con sezione trasversale invariata e il suo campo di applicazione è limitato. |
Applicazione: Utilizzato principalmente per produrre pezzi lunghi di acciaio, ferro, leghe di rame, leghe di alluminio, leghe di magnesio, ecc. con forma della sezione trasversale costante, come lingotti, lastre, barre grezze, tubi, ecc.
6. Colata in schiuma persa
La fusione a schiuma persa è simile alla fusione a cera persa, tranne per il fatto che utilizza schiuma invece di cera come modello. Una volta formato il modello, viene rivestito con ceramica refrattaria mediante immersione, rivestimento, spruzzatura o spazzolatura. Il metallo fuso viene poi colato negli stampi per formare il prodotto desiderato.
| Pro | Contro |
| I getti sono di buona qualità e di basso costo; nessuna limitazione di materiale, adatto a tutte le taglie; elevata precisione dimensionale, superficie liscia; i difetti interni sono notevolmente ridotti e la struttura è densa. | Il processo è relativamente complesso e richiede attrezzature e materiali specializzati. |
Applicazione: ampiamente utilizzato nel settore automobilistico, dei macchinari, aerospaziale, della costruzione navale e in altri settori industriali per produrre getti di varie forme complesse.
7. Colata in conchiglia
Il nome fusione in conchiglia si riferisce a un processo che prevede la fusione di un guscio di sabbia silicea e resina attorno a un modello metallico riscaldato. È quindi possibile rimuovere il guscio e versare il metallo fuso nella cavità. Forse ti starai chiedendo perché si sceglie la fusione in conchiglia rispetto alla fusione in sabbia, soprattutto considerando che in alcuni casi la fusione in conchiglia è più costosa. La fusione in conchiglia può darti dimensioni del prodotto più precise, finiture dall'aspetto migliore e quantità maggiori riducendo al contempo la manodopera.
| Pro | Contro |
| Elevata precisione di fusione, elevata finitura superficiale, struttura interna densa ed elevata efficienza produttiva. | Il costo di produzione del tipo a conchiglia è elevato e la dimensione dello stampo è limitata. |
Applicazione: utilizzato principalmente per produrre parti metalliche di alta precisione e molto richieste, come pale di turbine per aeromobili, blocchi motore di automobili e testate cilindri, ecc.
8. Pressatura della pressofusione
È un metodo per solidificare e fluire formando metallo liquido o semisolido ad alta pressione per ottenere direttamente pezzi o grezzi. Presenta i vantaggi di un elevato tasso di utilizzo del metallo liquido, di un processo semplificato e di una qualità stabile. Si tratta di una tecnologia di formatura dei metalli a risparmio energetico con potenziali prospettive applicative.
| Pro | Contro |
| La struttura del getto è densa e le proprietà meccaniche sono elevate; la rugosità superficiale è bassa e la precisione dimensionale è elevata; il tasso di utilizzo del metallo liquido è elevato e il processo è semplificato. | Grandi investimenti in attrezzature e processi complessi. |
Applicazione: utilizzato principalmente per produrre leghe di alluminio, leghe di zinco, leghe di rame e altre parti metalliche, ampiamente utilizzate nel settore automobilistico, aerospaziale, elettronico e in altri campi.
9. Pressofusione sotto vuoto
Pressofusione sotto vuoto è un processo di pressofusione avanzato che migliora le proprietà meccaniche e la qualità superficiale dei pezzi pressofusi eliminando o riducendo significativamente i pori e i gas disciolti nei pezzi pressofusi pompando il gas nella cavità dello stampo di pressofusione durante il processo di pressofusione.
| Pro | Contro |
| Eliminare o ridurre i pori all'interno del pressofuso, migliorare le proprietà meccaniche e la qualità superficiale del pressofuso; migliorare le condizioni di riempimento e può pressofondere getti più sottili. | La struttura di sigillatura dello stampo è complessa, la produzione e l'installazione sono difficili e il costo è elevato. |
Applicazione: Utilizzato principalmente per produrre getti con elevati requisiti di qualità superficiale e proprietà meccaniche, come parti nel settore aerospaziale, componenti meccanici di precisione, ecc.
10. Pressofusione a gravità
Questo processo sfrutta la legge fisica che sperimentiamo ogni giorno. La pressofusione per gravità prevede di rivestire la cavità di uno stampo, versare il metallo caldo e attendere che la gravità faccia il suo lavoro, ovvero dirigere il flusso del materiale verso l'interno e verso il basso e consentirgli di raffreddarsi e solidificarsi. Che venga eseguito manualmente o automaticamente, questo processo richiede un po' più tempo rispetto ad altri, ma scoprirai che è relativamente più economico e ideale per creare finiture lisce. È un'ottima scelta se desideri produrre piccole parti che funzionino bene negli utensili da cucina, nell'illuminazione e nelle automobili.
| Pro | Contro |
| I getti hanno una struttura densa ed elevate proprietà meccaniche; elevata precisione dimensionale e bassa rugosità superficiale; l’ambiente produttivo è relativamente buono e l’intensità del lavoro è ridotta. | Il ciclo produttivo degli stampi metallici è lungo ed i costi elevati; la muffa non è traspirante ed è necessario adottare misure per far fuoriuscire il gas nella cavità. |
Applicazione: È adatto per la produzione in serie di getti di leghe non ferrose come leghe di alluminio e leghe di magnesio con forme complesse. È adatto anche per la produzione di getti e lingotti di metalli in ferro e acciaio.
11.Colata ad alta pressione
Questo metodo sfrutta appieno l'alta pressione, la velocità e il calore, rendendolo una scelta adatta per qualsiasi settore in cui lavori. Colata ad alta pressione versa rapidamente il metallo fuso in uno stampo a specifiche impostazioni di pressione e volume, ottenendo un prodotto impeccabile, prodotto in modo efficiente e facilmente replicabile. È necessario prestare molta attenzione alle impostazioni corrette della macchina per garantire che le forme vengano riempite e raffreddate correttamente e rese nel modo desiderato. La fusione ad alta pressione può essere utilizzata in una varietà di applicazioni , dalla realizzazione di giocattoli alla realizzazione di parti per automobili o elettrodomestici.
| Pro | Contro |
| Elevata efficienza produttiva, dimensioni di fusione precise e buona finitura superficiale. | Grandi investimenti in attrezzature, costi elevati dello stampo; bassa durata dello stampo durante la pressofusione di leghe ad alto punto di fusione. |
Applicazione: utilizzato principalmente per produrre getti di metalli non ferrosi, in particolare getti di leghe di alluminio, ampiamente utilizzati nelle automobili, nell'elettronica, nelle comunicazioni e in altri campi.
12.Colata a bassa pressione
Rispetto alla tecnologia di colata ad alta pressione, la fusione a bassa pressione utilizza una pressione relativamente bassa per completare la fusione e processo di raffreddamento del metallo fuso. Questo processo è particolarmente adatto per produrre parti che richiedono maggiore resistenza e durata. Nella fusione a bassa pressione, il flusso continuo di metallo garantisce una forma precisa del pezzo e un riempimento uniforme. Se le caratteristiche del pezzo che stai cercando includono complessità strutturale, levigatezza della superficie, spigoli e contorni affilati, allora la fusione a bassa pressione è sicuramente un'opzione che vale la pena considerare. Tuttavia, se si hanno requisiti rigorosi per progetti a pareti sottili e cicli di produzione rapidi, la fusione a bassa pressione potrebbe non essere il metodo più appropriato. Ancora, la colata a bassa pressione viene utilizzata in un'ampia gamma di applicazioni , producendo parti che vanno dalle formine per biscotti a pressione per cucine alle ruote dei veicoli alle testate dei cilindri dei macchinari.
| Pro | Contro |
| La pressione e la velocità durante la colata possono essere regolate, adatte a varie leghe e getti di varie dimensioni; il metallo fuso si riempie uniformemente senza spruzzi, il che migliora la velocità di passaggio dei pezzi fusi; l'intensità del lavoro è bassa e le condizioni di lavoro sono buone. | L'attrezzatura è relativamente complessa e l'investimento è ingente. |
Applicazione: utilizzato principalmente per produrre leghe di alluminio, leghe di magnesio e altri pezzi fusi di metalli non ferrosi, ampiamente utilizzati nelle automobili, nell'aerospaziale, nelle navi e in altri campi.
Come si confrontano i diversi tipi di fusione dei metalli?
Ogni metodo di fusione presenta vantaggi e svantaggi e questi metodi di fusione differiscono per precisione, velocità, costo, applicazione, ecc.
| Metodo di fusione | Precisione | Velocità | Costo | Applicazione |
| Colata in sabbia | medio | medio | Basso | Adatto per getti di varie dimensioni, forme e materiali, soprattutto strutture grandi e complesse |
| Il casting | alto | alto | medio-alto | Industria automobilistica, industria degli strumenti, elettronica, apparecchiature mediche, ecc., adatta alla produzione di massa |
| Colata di investimento | molto alto | medio-basso | più alto | Pale di motori aeronautici, parti di precisione, ecc., adatte per fusioni di alta precisione e di forma complessa |
| Colata continua | medio-alto | alto | da basso a medio | Produzione di acciaio, ghisa, leghe di alluminio e altri materiali metallici, particolarmente adatti per fusioni di grandi dimensioni |
| Colata a schiuma persa | alto | medio | medio | Adatto alla produzione di getti con strutture complesse e dimensioni relativamente precise e il tipo di lega non è limitato |
| Fusione in conchiglia | alto | alto | medio-alto | Produzione di parti di alta precisione, come giranti di motori aeronautici, camicie di cilindri di motori di automobili, ecc. |
| Pressatura pressofusione | alto | medio-alto | medio-alto | Adatto per leghe di alluminio, leghe di zinco, leghe di rame, ecc. e può produrre parti con forme complesse |
| Pressofusione sotto vuoto | alto | alto | più alto | Migliora le proprietà meccaniche e la qualità superficiale dei pressofusi, adatto per getti con elevati requisiti di qualità superficiale e prestazioni |
| Pressofusione per gravità | medio | medio-basso | da basso a medio | Adatto per fusioni di piccole e medie dimensioni, in particolare per la fusione di leghe di alluminio e leghe di magnesio |
| Colata ad alta pressione | alto | alto | più alto | Adatto per la produzione di fusioni di alta qualità e precisione come parti di motori automobilistici |
| Colata a bassa pressione | alto | medio-alto | medio-alto | Adatto per prodotti tradizionali come testate, mozzi ruota e telai dei cilindri |
| Colata centrifuga | medio-alto | medio | da basso a medio | Produce getti tubolari lunghi e getti cavi, come la fusione di tubi, la metallurgia, l'estrazione mineraria e altri campi |
Riepilogo
I principali tipi di fusione dei metalli includono fusione in sabbia, pressofusione, fusione a cera persa, colata continua, fusione a schiuma persa, fusione in conchiglia, pressofusione a compressione, pressofusione sotto vuoto, fusione a gravità, fusione ad alta pressione, fusione a bassa pressione e fusione centrifuga. Ogni tipo ha i suoi vantaggi e il suo ambito di applicazione unici. Nelle applicazioni pratiche, il metodo di fusione appropriato dovrebbe essere selezionato in base ai requisiti specifici della fusione, alle condizioni di produzione, all'economia e ad altri fattori per ottenere getti di alta qualità.
Disclaimer
Il contenuto di questa pagina è solo di riferimento. Longsheng non fornisce alcuna dichiarazione o garanzia espressa o implicita circa l'accuratezza, la completezza o la validità delle informazioni. Nessun parametro prestazionale, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità dei materiali e tipo o lavorazione dovrebbero essere dedotti da ciò che un fornitore o produttore di terze parti fornirà attraverso la rete Longsheng. È responsabilità dell'acquirente cerco preventivo per ricambi per determinare i requisiti specifici per quelle parti. Per favore contattaci per di più inf formazione .
Squadra Longsheng
Questo articolo è stato scritto da più collaboratori di Longsheng. Longsheng è una risorsa leader nel settore manifatturiero, con Lavorazione CNC , fabbricazione di lamiere , Stampa 3D , stampaggio ad iniezione , stampaggio metalli e altro ancora.
