Dans les champs de l'installation des tuyaux, de la modification des voitures, de la fabrication de meubles, de la production d'équipements industriels, etc., la flexion des tuyaux est extrêmement critique et techniquement exigeante. Une bonne flexion des tuyaux est essentielle pour assurer l'étanchéité, la résistance et la longévité du système de tuyauterie. Ensuite, nous vous présenterons en détail comment plier les tuyaux, y compris les techniques de flexion pour différents matériaux, la sélection des outils et les solutions à des problèmes courants pour vous aider à faire le travail efficacement.
comment plier le tube et le tuyau?
Lors du traitement des tuyaux, la méthode de flexion dépend du type de tuyau et des besoins réels. Les méthodes de flexion courantes sont les suivantes:
1. Méthode de flexion manuelle (adaptée aux tuyaux de petit diamètre)
Portée de l'application: Il est principalement utilisé pour les tuyaux en cuivre, les tuyaux en aluminium et les tuyaux en acier à parois minces avec un diamètre ≤ 25 mm, en raison de sa texture douce, qui est facile à utiliser manuellement.
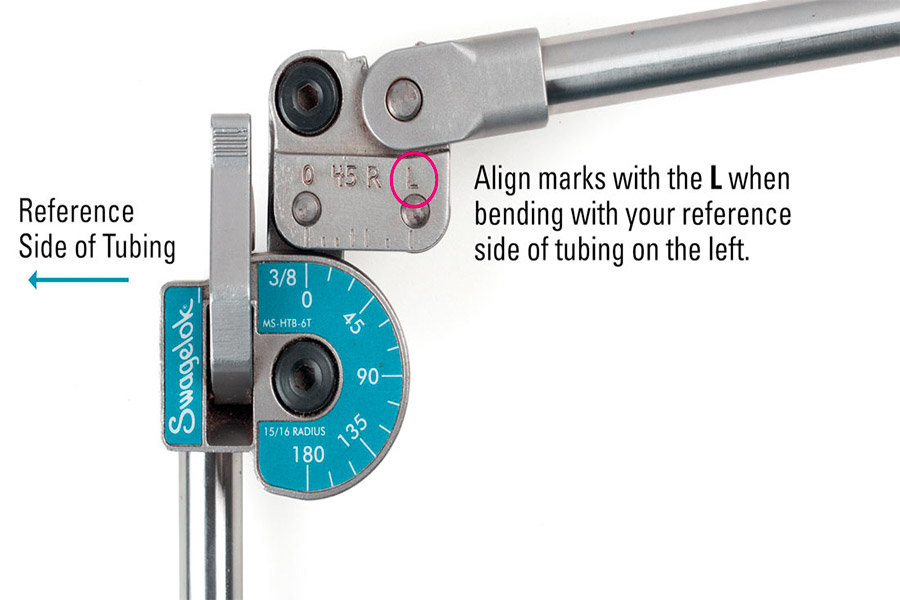
Outils requis: Bender de tuyau manuel, assistant de cintre de ressort.
Étapes de fonctionnement: Mettez le tuyau dans la fente de carte de cintreuse pour aligner la position de départ, faites pivoter la poignée à une vitesse constante pour empêcher la déformation de la paroi du tuyau, vérifier l'angle à tout moment et arrêter lorsque la norme est atteinte.
Avantages et inconvénients: Coût bas, fonctionnement simple, adapté à une petite quantité de traitement; Cependant, il n'est pas en mesure de faire face aux tuyaux de grand diamètre ou à parois épaisses, ce qui est facile à provoquer une mauvaise flexion.
2. Méthode de flexion chaude (adaptée aux tuyaux métalliques à parois épaisses)
Portée de l'application: principalement pour les tuyaux en acier, les tuyaux en acier inoxydable et autres tuyaux métalliques avec une grande épaisseur de paroi, qui sont faciles à fissurer ou à déformer par la flexion froide.
Outils requis: pistolet de soudage oxyacétylène, moule de flexion de tuyaux, thermomètre.
Étapes de fonctionnement: Utilisez une torche de soudage pour chauffer la partie de flexion du tuyau jusqu'à ce qu'elle soit rouge foncé (environ 700 ° C), déplacez-le rapidement vers le moule pour le flexion et la formation, et refroidissez-le naturellement, évitez le refroidissement de l'eau.
Avantages et inconvénients: Il peut résoudre le problème de la flexion des tuyaux à paroi épaisse, et la moulure est régulière; Cependant, la gamme de température et de chauffage doit être strictement contrôlée, et l'opération de flamme est risquée, donc un équipement et une expérience professionnels sont nécessaires.
3. Bender de tuyau hydraulique / CNC (production de masse industrielle)
Portée de l'application: Il peut traiter toutes sortes de tuyaux métalliques, en particulier adaptés à la flexion de haute précision des tuyaux de grand diamètre et à parois épaisses.
Équipement requis: Bender de tuyau hydraulique, cintre CNC Bender.
Étapes de fonctionnement: Entrez les paramètres du tuyau dans le système de l'équipement, démarrez la flexion automatique de l'équipement après la fixation du tuyau, mesurez l'angle réel et réglez les paramètres en fonction de la compensation du rebond.
Avantages et inconvénients: Précision de flexion élevée, efficacité rapide, adaptée à la production de masse; Cependant, l'équipement est cher et les opérateurs ont besoin d'une formation professionnelle.
4. Méthode de flexion des tuyaux en plastique (PVC / PPR et autres tuyaux en plastique communs)
Portée de l'application: comme les tuyaux en PVC, les tuyaux PE, les tuyaux PPR, etc., qui sont couramment utilisés dans l'alimentation et le drainage en eau, les conduits électriques. Méthodes et étapes courantes:
Méthode de chauffage du pistolet à air chaud: Utilisez un pistolet à air chaud pour chauffer le coude du tuyau à environ 150 ° C, pliez-le à l'angle souhaité après l'adoucissement, et refroidissez et réglé.
Méthode de remplissage de sable de silice: Remplissez d'abord le sable fin sec et scellez la buse, chauffer et plier et verser le sable pour empêcher la paroi intérieure de s'effondrer.
Avantages et inconvénients: Fonctionnement simple, adapté aux projets à domicile ou aux petits projets; Cependant, la température et le temps de chauffage doivent être strictement contrôlés pour empêcher le tuyau de fondre et de se déformer.
Comparaison économique:
Solution
Pipe droit + joint
Pipe Bent
Coût du matériau
High (multiples accessoires)
Low (moulage en une seule pièce)
Temps d'installation
Long (soudage / serrage requis)
Short (Laying direct)
Fréquence de maintenance
High (les joints sont sujets à la fuite)
Low (forte intégrité)
comment choisir le matériau du moule à flexion des tuyaux?
Dans la flexion des tuyaux, le choix du matériau de la moisissure affecte directement l'efficacité de la production, la qualité de formage des tuyaux et la durée de vie des moisissures. Qu'il s'agisse de flexion manuelle de flexion ou de flexion de tuyaux CNC, le choix du mauvais matériau peut provoquer une usure rapide du moule, des rayures sur la surface du tuyau et même une défaillance. Ci-dessous, nous expliquerons en détail comment sélectionner scientifiquement les matériaux de moule de flexion de tuyaux à partir de trois dimensions: performance des matériaux, scénario de traitement et rentabilité.
1. Exigences de performance du cœur des moules de flexion des tuyaux
(1) Résistance à l'usure Le moule doit résister à la friction à haute fréquence avec le tuyau, en particulier lors du traitement des tuyaux de haute dureté tels que des alliages en acier inoxydable et en titane, la dureté de surface du matériau doit être ≥HRC 55.
(2) Résistance à l'impact Pendant le processus de flexion du tuyau, le moule peut être soumis à une haute pression instantanée (comme la pression de la machine à flexion hydraulique du tuyau peut atteindre 200 MPA), et le matériau doit avoir une bonne ténacité pour éviter la fissuration.
.
(3) Anti-adhésion Pour éviter l'adhésion entre le tuyau et le moule (comme les tubes en aluminium, sont faciles à respecter le moule), il est nécessaire de sélectionner des matériaux avec des surfaces lisses ou des traitements spéciaux.
(4) Stabilité thermique Dans le processus de flexion à chaud (tels que les tuyaux en acier de flexion chauffés à 700 ° C), le matériau du moule doit être résistant aux températures élevées et maintenir la résistance.
2. Analyse comparative des matériaux de moule de flexion des tuyaux communs
Type de matériau
Scénarios applicables
Avantages
Inconvénients
Cost
Tool Steel (CR12MOV)
Fense à froid de petits et moyens lots de tuyaux métalliques (cuivre, aluminium, acier à faible teneur en carbone)
Haute dure (HRC 58-62), facile à traiter
Facile à ramollir à des températures élevées, pas à la corrosion
Medium
Alloy Steel (H13)
Processus de flexion à chaud (tuyaux en acier inoxydable, tuyaux en acier à parois épaisses)
Résistance à haute température (maintenir la dureté à 500 ° C)
Un traitement de nitrade de surface est nécessaire, et le coût est relativement élevé
High
Polyuréthane (PU)
Pipe à parois minces / tuyau en plastique Bendage anti-rayures (PVC, tuyau en cuivre)
Tampon élastique, protégez la surface du tuyau
Breft Life (environ 5000 virages)
Low
fonte (QT600-3)
Grand moule de machine de flexion de tuyaux (DN ≥ 100 mm)
Force de compression élevée, bonne absorption de choc
Haute Brittleness, Facile to Collapse
Low
Carbure (YG8)
Boulage de tuyaux CNC de haute précision (tuyau en alliage en titane aérospatial)
Ultra-High Duress (HRA 89), durée de vie de plus de 100 000 fois
Difficile à traiter, cher
Très haut
3. Facteurs clés et solutions d'appariement pour la sélection
(1) Sélectionnez en fonction du type de tuyau
tuyau métallique souple (cuivre, aluminium): acier à outils ou polyuréthane (éviter de gratter la surface)
Pipe en alliage en acier inoxydable / titane: carbure ou acier H13 avec revêtement en titane à la surface
tuyau en plastique (PVC / PE): Moule de polyuréthane + couvercle de protection en silicone
(2) Sélectionnez selon la technologie de traitement
Processus de flexion à froid: acier à outils CR12mov (performances des meilleures coûts)
Processus de flexion chaude: H13 ACTEUR DE DIRE À CHAUD (résistance à haute température et résistance à la fatigue)
Fbride CNC à grande vitesse: carbure (haute précision et longue durée de vie)
(3) Sélectionnez selon le lot de production
Échelle de production
Matériaux recommandés
Life attendu
petit lot / bricolage (<1000 pièces)
Moule de polyuréthane ou en fonte
500-3000 fois
Lot moyen (10 000 à 50 000 pièces)
Tool Steel (CR12MOV)
30 000 à 50 000 fois
Grand lot (> 100 000 pièces)
CARBUDE CEAMÉ (YG8)
Plus de 100 000 fois
La flexion manuelle des tuyaux peut-elle atteindre une précision de ± 0,5 °?
La flexion manuelle peut théoriquement approcher une précision de ± 0,5 ° dans des conditions idéales, mais il est extrêmement difficile de réaliser de manière stable dans les applications pratiques pour les raisons suivantes:
1. Contraintes
Effet de retour de renom: il doit y avoir un rejet en arrière après que le tuyau métallique est plié (généralement l'angle de rebond est de 1 ° ~ 5 °), et il est nécessaire de s'appuyer sur l'expérience pour prédire la quantité de flexion, mais il est difficile de contrôler avec précision l'ajustement manuel.
Erreur de fonctionnement: force manuelle inégale, tolérance au dégagement de pliage du tuyau (± 0,2 ~ 1 °), etc. conduira à la déviation.
Limitation des outils de mesure: La précision de la règle d'angle ordinaire est de ± 1 °, et le compteur d'angle numérique de haute précision (± 0,1 °) doit être strictement calibré et compliqué pour fonctionner.
2. Conditions de mise en œuvre (durs)
Outil spécial: utilisez une cintreuse manuelle avec une compensation d'angle (par exemple Ridgid 404) en combinaison avec un capteur d'angle numérique.
Constitution du matériau: L'épaisseur de paroi et la dureté du tuyau doivent être très uniformes (comme le tuyau en alliage en aluminium de qualité aérienne).
Compétences de l'opérateur: il faut une formation à long terme, et il faut 5 à 10 minutes pour un seul ajustement, ce qui est extrêmement inefficace.
3. Alternatives
Pour atteindre une précision stable de ± 0,5 °, il est recommandé que:
Système de commande de servo de ciblage hydraulique (précision ± 0,3 °)
Bende de tuyau CNC (précision ± 0,1 °, programmation et débogage requise)
La flexion manuelle des tuyaux ne convient que pour les situations où l'exigence de précision est ≤ ± 1 °, et ± 0,5 ° doit s'appuyer sur un équipement semi-automatique / entièrement automatique à réaliser.
Pourquoi le contrôle de la température du tuyau hydraulique est-il critique?
Dans le domaine du traitement des tuyaux métalliques, la machine à flexion de tuyaux hydraulique est l'un des équipements de base, et le contrôle de la température est souvent le facteur clé qui détermine la qualité de traitement et la durée de vie de l'équipement.
1. Relation directe entre les performances de l'huile hydraulique et la température
Plage de températures de fonctionnement optimale: 40-60 ℃
Problème de basse température (<15 ℃):
La viscosité de l'huile augmente de plus de 30%
La perte de pression du système augmente considérablement
La charge de démarrage du moteur augmente de 50%
Problème à haute température (> 65 ℃):
La viscosité de l'huile diminue de 50%
Les fuites internes augmentent de 20 à 30%
La vitesse d'oxydation augmente (la durée de vie est divisée en deux pour 10 ℃ augmentation de température)
Solution: Installez le système de contrôle de la température intelligent pour régler le dispositif de chauffage / refroidissement en temps réel
2. Dépendance à la température de la fiabilité du système d'étanchéité
Plage de températures
Statut de phoque
Risques potentiels
< 0 ℃
durcissement, embrittlement
Risque d'explosion pendant l'installation (+80%)
15-60 ℃
Élasticité optimale
Life de service normal (environ 5 ans)
> 80 ℃
adoucissement, extension
La probabilité de défaillance du sceau a augmenté de 300%
Données de l'industrie: plus de 65% des accidents de fuite hydrauliques sont liés au vieillissement du joint provoqué par la température RUAWAY
3. Sensibilité à la température de la précision d'usinage
Le mécanisme d'influence de la température sur la précision de la flexion Changements de viscosité de l'huile → Fluctation de la pression du système ± 5%
Expansion et contraction thermique métallique → Écart de matrice change 0,02-0,05 mm
Délai de réponse de la valve servo → La précision de contrôle diminue de 30%
Données mesurées:
Pour chaque 10 ° C au-dessus de la plage standard de la température de l'huile, l'écart d'angle augmente de 0,3-0,5 °
Lorsque la différence de température est> 15 ° C pendant le fonctionnement continu, la tolérance des produits par lots dépassera la limite
4. Protection de limite de température pour les composants clés
La tolérance à la température maximale de chaque composant
Solénoïde: 65 ℃ (une température élevée provoquera un brouillage facile)
tuyau à haute pression: 90 ℃ (à long terme> 80 ℃ accélérera le vieillissement)
Recommandations de maintenance:
Vérifiez la valeur de l'acide pétrolier (Tan) toutes les 500 heures
Utilisez un imageur thermique infrarouge pour scanner régulièrement des points chauds
5. Comparaison des solutions de contrôle de la température intelligentes
Méthode de contrôle
Précision
Réponse Speed
Scénarios applicables
refroidissement de l'air
± 5 ℃
Slow (30min)
petites machines, opération intermittent
refroidissement par eau
± 3 ℃
Medium (10min)
Machines de taille moyenne, ateliers de température constante
Cooling semi-conducteur
± 1 ℃
Fast (1 min)
Précision CNC Machine de flexion des tuyaux
Traitement de qualité aérospatiale instantanée
± 0,5 ℃
Instant
Traitement de qualité aérospatiale
comment calculer le rayon de courbure minimum?
1. Formule de calcul de base
Rayon de flexion minimum (RMIN) = Facteur d'allongement du matériau (α) × tube Diamètre extérieur (D) Coefficients de matériau communs Référence:
Type de matériau
α Value Range
Scénarios d'application typiques
Steel à faible teneur en carbone
2-3
Structural Steel Pipe
en acier inoxydable 304
3-4
Pipeline de machines alimentaires
ALLIAGE ALLINIM 6061-T6
4-5
Système d'échappement automobile
Copper Pipe
1.5-2
Pipeline de réfrigération
2. Formule de correction de l'épaisseur de la paroi
Lorsque l'épaisseur de la paroi (T) est> D / 20: RMIN Correction = base rmin × (1 0,1 × (t / d))
3. Cas de candidature pratiques
φ50 × 2 mm Fonction de tuyaux en acier inoxydable: rmin = 3 × 50 = 150 mm → 180 mm La moisissure est en fait utilisée
Quelles sont les exigences spéciales pour la flexion des tuyaux d'échappement de la voiture?
Les exigences spéciales pour la flexion des tuyaux d'échappement automobile incluent principalement:
Catégorie des exigences
Spécifications spécifiques
Standards de l'industrie
MATÉRIAUX
409/304 en acier inoxydable (résistant à 800 ℃ haute température)
SAE J2530
Roundness
Section Ovalité Après la flexion ≤5%
ISO 9001
Traitement de surface
polissage interne (réduire les dépôts de carbone)
Règlements d'émission EPA
Méthode de connexion
Interface de bride ± 0,2 mm Tolérance au parallélisme
Car OEM Standard
Processus spécial: La flexion des mandrins est nécessaire pour empêcher les rides La protection de l'argon est requise après le soudage pour prévenir l'oxydation
comment plier un tuyau mural épais en utilisant le chauffage de la flamme?
1. Liste de préparation de l'équipement
Nom de l'outil
Spécifications
Remarques
torche oxyacétylène
Pistolet de soudage moyen (n ° 1-2)
ajuster la flamme neutre
Instrument de mesure de la température
Mesure de la température infrarouge (0-1200 ℃)
Calibration régulière
Moule de flexion
RADIUS R ≥ 3D
Agent anti-fouet à haute température
pré-coat
2. Processus de fonctionnement étape par étape
Traitement de préchauffage: 600-650 ℃ Chauffage uniforme (acier au carbone)
Contrôle de chauffage:
Vitesse mobile: 50-100 mm / min
Bande passante de chauffage: 3 fois épaisseur de paroi
Compétences de flexion:
Tempérant une fois tous les 15 ° Bend
Température de flexion finale > 500 ℃ (anti-outching)
3. Normes d'acceptation de qualité
Taille des grains de zone de chauffage ≤ grade 5
Épaisseur de la couche d'oxyde < 0,1 mm
Erreur d'angle de flexion < ± 1 °
Pourquoi est-il nécessaire de soulager la contrainte après avoir plié le tuyau?
Les principales raisons pour lesquelles le tuyau doit être soulagée de la contrainte après la flexion est:
Empêcher la déformation et la fissuration:
La contrainte résiduelle provoque une déformation dans l'usinage ultérieur (erreur + 0,3 mm / m)
Le risque de fissuration de corrosion du stress augmente de 50%
Restaurer les propriétés du matériau:
La dureté de la zone de durcissement des travaux à froid augmente de 20%, mais la ténacité diminue de 40%
Exigences de spécification de l'industrie:
ASME B31.3 stipule: le recuit est nécessaire pour le taux de déformation de l'épaisseur de la paroi> 5%
Méthode de soulagement des contraintes:
Traitement thermique: 600-650 ℃ Isolation pendant 1 heure (acier au carbone)
Vieillissement des vibrations: applicable aux gros raccords de tuyaux (réduction des coûts de 70%)
comment détecter rapidement la qualité de la flexion des tuyaux?
Méthode en trois étapes pour une inspection rapide de la qualité de flexion 1. Inspection de l'apparence
Utilisez une loupe 10x pour vérifier les fissures de surface
Évaluation de l'uniformité des couleurs d'oxydation (carte de référence en couleur standard)
2. Kit d'outil d'inspection des dimensions
Éléments de test
Outils recommandés
Exigences de précision
Angle de flexion
Règle d'angle numérique
± 0,1 °
ovalité
Machine de mesure des coordonnées
0,01 mm
Taux de réduction de l'épaisseur du mur
Gauge d'épaisseur à ultrasons
± 0,05 mm
3. Test de performance
Test de pression atmosphérique: 1,5 fois la pression de travail pendant 5 minutes
Inspection métallographique: coupez l'échantillon pour observer la morphologie des grains
Quels sont les conseils de coût pour les coudes bricolages ménagers?
Comparaison des solutions à faible coût:
exigences
outils professionnels
alternatives de bricolage
Comparaison des coûts
tuyaux métalliques de petit diamètre
Bender de tuyau manuel (¥ 300)
remplissage de sable + chauffage de poêle à gaz + moule en bois
¥ 30
PVC Pipe Shaping
Bender de tuyau à ressort (¥ 50)
Filage de coiffure chauffage + positionnement en brique creux
¥ 0 (utilisation des anciens éléments)
Mesure de l'angle
METTREMENT D'ANGLE DIGILE (¥ 200)
Application mobile (comme le compteur d'angle)
gratuit
Conseils de clés:
Les tubes en aluminium / tubes en cuivre peuvent être congelés pour augmenter la dureté (geler à -18 ℃ pendant 2 heures)
Utilisez des tubes en PVC au lieu de tubes métalliques (réduction des coûts de 90%)
Résumé
La clé pour maîtriser comment plier un tube est de choisir les bons outils, de contrôler la vitesse de flexion et d'utiliser les méthodes appropriées pour différents matériaux. Pour les amateurs de bricolage, les cintrages manuels et les pistolets thermiques sont des options économiques et pratiques; Alors que les applications industrielles nécessitent une technologie de flexion de tube CNC plus sophistiquée.
Si vous avez plus de questions sur les tubes de flexion, n'hésitez pas à partager dans la section des commentaires!
Le contenu de cette page est uniquement à des fins d'information. LS Série Aucune représentation ou garantie de toute nature, expresse ou implicite, ne sont faites de la précision, de l'exhaustivité ou de la validité de l'information. Il ne faut pas déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité du matériau et le type ou le travail que le fournisseur ou le fabricant tiers fournira via le réseau Longsheng. Ceci est la responsabilité de l'acheteur Demandez un devis pour les pièces pour déterminer les exigences spécifiques pour ces parties.
LS Team
LS est une entreprise de la tête de l'industrie Concentrez-vous sur des solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience en desservant plus de 5 000 clients, nous nous concentrons sur la haute précision CNC Machining , Fabrication en tôle , 3D Printing , Moulage d'injection , metal metal Stamping, et autrement One-Toft services. Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe et est certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à faible volume ou de personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisissez LS Technology Cela signifie choisir l'efficacité, la qualité et le professionnalisme. Pour en savoir plus, veuillez visiter notre site Web: www.lsrpf.com
FAQS
1.Comment je plier un tuyau sans cintre?
En l'absence d'équipement professionnel, la méthode de flexion chaude de remplissage peut être utilisée: sélectionnez un moule cylindrique (comme un tas de fer ou un tas de bois) qui correspond au diamètre du tuyau, remplissez la lumière du tuyau avec un sable fin sec et sceller le port (pour prévenir la déformation), chauffer la partie de flexion uniformément avec une flamme d'oxyacétylène jusqu'à ce qu'elle soit rouge foncé (environ 600-800 ° C), et rapidement avec un lecteur noir (environ 600-800 ° C), et rapidement. Pour les tuyaux à parois minces (épaisseur de paroi ≤ 2 mm), la flexion à froid peut être utilisée à la place - en utilisant une cintreuse de levier autodidacte (consistant en un canal, un arbre et une poignée), qui est progressivement formé par plusieurs plis en sections (5-10 ° chacun), et après la flexion, il doit être recuit pour soulager la contrainte. Cette méthode peut terminer la flexion de R≥3d, et l'erreur de précision est contrôlée à ± 2 °.
2. Quelle est la méthode la moins chère de flexion?
Le coût le plus bas est la méthode manuelle de flexion du tuyau à ressort, qui n'a besoin que d'acheter une cintreuse à ressort (prix moyen de 15-30 ¥) ou d'utiliser les ressources existantes: un ressort à haute résistance (diamètre de fil 3-5 mm) est enfilé dans le tube, une extrémité est fixée avec un étalage à un point de flexion prédéterminé, et l'autre extrémité est manuellement baissée par un principe étalage. Il convient aux matériaux mous tels que les tuyaux en cuivre et les tuyaux en aluminium avec un diamètre extérieur de ≤ 25 mm, avec un rayon de flexion allant jusqu'à 2D, et peut être utilisé avec des moules en bois (coût autodidacte ¥ 0) pour améliorer la précision. Si les tuyaux en acier en carbone sont traités, ils peuvent être combinés avec une flexion chaude, qui est chauffée localement en rouge orange (environ 900 ° C) avec un chalumeau puis plié à la main, et le coût d'un seul traitement est inférieur à ¥ 1.
3. quelle méthode de flexion est la plus simple?
La méthode de flexion du tuyau pressé à froid est la plus simple à utiliser: utilisez une cintreuse manuelle réglable (comme le type JD-25, 150-300 ¥), ajustez le moule au rayon cible, insérez le tuyau dans le dispositif de serrage et tirez directement la poignée pour compléter le pliage à 90 °, sans chauffage ou remplissage, une ovalité peut compléter la flexion de lais 8%. Pour les tuyaux en plastique tels que le PVC, il est plus facile de se plier autour du moule cylindrique après chauffage et ramollissement avec un pistolet thermique (80-150), et la température de chauffage est fixée à 120-160 ° C, et la température de chauffage est maintenue à une vitesse constante pour ratation et chauffage, et il peut être façonné librement en 30 secondes. Méthodes?
Le processus de flexion du tube traditionnel est divisé en deux catégories: la flexion à froid (traitement de la température ambiante), y compris la flexion en rouage (précision ± 0,5 °), la flexion de compression (efficacité 30 pièces / heure) et l'enroulement (R≥ 1,5D), adapté à des tuyaux de paroi moyenne et mince et à une méthode de flexion à chaud (T / D> 1 Matériaux de dureté. Selon l'équipement, il peut être divisé en type mécanique manuel (erreur ± 2 °), type de contrôle numérique hydraulique (précision ± 0,1 °) et type servo-électrique (vitesse 0,5 à 5s / temps). Des processus spéciaux tels que la flexion au laser (précision micron) sont utilisés dans la fabrication de dispositifs médicaux de précision.
Expert en prototypage rapide et fabrication rapide
Spécialiser dans l'usinage CNC, l'impression 3D, la coulée d'uréthane, l'outillage rapide, le moulage par injection, la coulée de métal, la tôle et l'extrusion.
Étiqueter:
Fabrication de tôles
Partager
Criticism
0 comments
Click to expand more
Got thoughts or experiences to share? We'd love to hear from you!