

Le découpage, en tant que technologie clé dans la technologie de formage des métaux, est largement utilisé dans les automobiles, les appareils électroménagers, l’aérospatiale, l’électronique et d’autres domaines. Il place une plaque métallique entre les moules et utilise le bord tranchant du moule pour appliquer une pression sur la plaque, ce qui la déforme plastiquement et finit par se briser, obtenant ainsi des pièces de la forme et de la taille requises. LeL’équipe LSvous amènera à discuter en détail du principe de fonctionnement, du processus de déformation, des éléments clés etApplication du découpagedans la production industrielle.
Qu’est-ce que le découpage dans la fabrication de métaux ?
Le découpage est un procédé de fabricationqui utilise des matrices pour découper le métal plat en formes précises. Plus précisément, le découpage utilise le bord de coupe de la matrice pour provoquer une déformation par cisaillement et une séparation du matériau en feuille le long d’une certaine ligne de contour, obtenant ainsi des pièces ou des ébauches de la forme et de la taille requises. Au cours de laProcessus de découpage, à l’exception du métal près de la ligne de contour de cisaillement, le matériau en feuille lui-même ne subit pas de déformation plastique, de sorte que les pièces traitées par découpage de plaque plate conservent toujours une forme plane.
Comment fonctionne le découpage ?
LePrincipe de fonctionnement du découpageest un processus qui modifie la forme du matériau en appliquant une grande quantité de pression en fonction de la déformation, de l’élasticité et des propriétés plastiques du matériau. Voici les étapes détaillées du fonctionnement du découpage :
- Préparation et installation du moule :Concevoir et fabriquer une matrice de découpe adaptée en fonction de la forme et de la taille des pièces de coupe requises. Installez la matrice de découpe sur la presse pour vous assurer que les matrices supérieure et inférieure sont correctement alignées et que le jeu est approprié (généralement 10 à 15 % de l’épaisseur de la plaque).
- Préparation et positionnement des matériaux :Sélectionnez le matériau de plaque appropriéen tant que matériau de coupe, et de s’assurer que sa qualité répond aux exigences. Placez la plaque sur le banc de la presse et fixez-la à l’aide d’un dispositif de positionnement pour vous assurer qu’elle ne bouge pas pendant la coupe.
- Démarrage et fermeture de la matrice par presse :Démarrez la presse de manière à ce que la matrice supérieure commence à se déplacer vers le bas. Les matrices supérieure et inférieure sont progressivement fermées pour appliquer une pression sur la plaque.
- Cisaillement et séparation des matériaux :Sous l’action de la bouche de la lame du moule, le matériau de la plaque commence à se déformer. Au fur et à mesure que le moule continue de se fermer, la déformation par cisaillement s’étend progressivement jusqu’à ce que le matériau de la plaque soit complètement séparé. La partie séparée devient du poinçon, tandis que l’autre partie devient de la ferraille.
- Déblai et décharge des déchets :Les pièces sont séparées de la plaque et déposées dans la zone de collecte spécifiée. Les déchets sont évacués par le trou de vidange du moule et collectés dans le réservoir à déchets.
- Ouverture du moule et réinitialisation par pression :La presse cesse de fonctionner et le moule s’ouvre progressivement. Le retour à la position initiale pour l’opération de coupe suivante.
- Contrôle qualité des pièces de coupe :Pièces de taille de haie pour l’inspection de la qualité, y compris la précision de la taille, l’erreur de forme, la qualité de la surface de coupe, etc. Si des problèmes de qualité sont constatés, les paramètres du moule ou de la presse doivent être ajustés à temps pour garantir la qualité des pièces de coupe ultérieures.
- Répéter:Si plusieurs poinçons sont nécessaires, répétez l’opération jusqu’à ce que la production de la quantité requise soit terminée.
En quoi le différage diffère-t-il du perçage et du poinçonnage ?
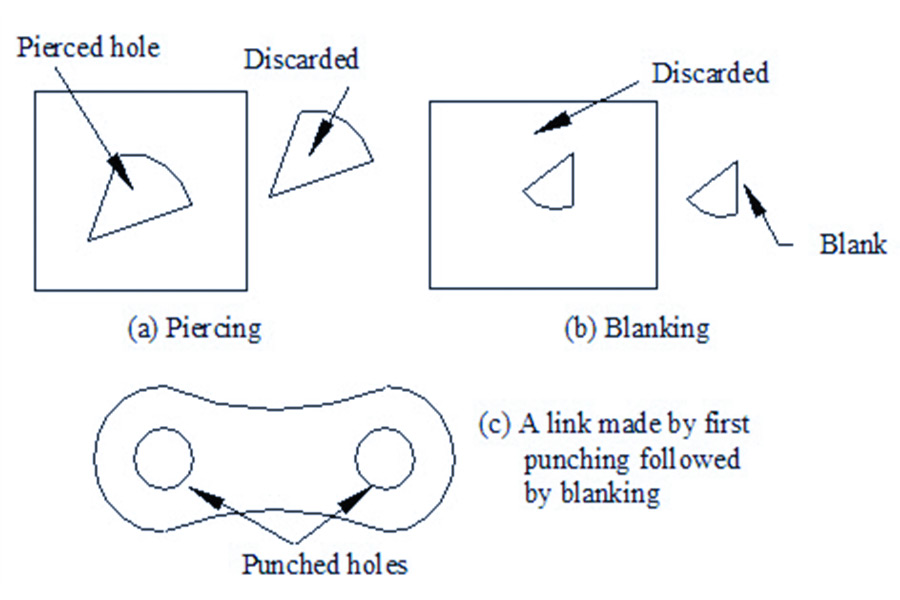
1.Qu’est-ce que le piercing ?
Le perçage est un processus de cisaillementdans lequel le métal brut est percé à l’aide d’un outil d’usinage, ce qui permet de créer un trou circulaire ou de forme autre. Au fur et à mesure que le métal brut est percé, le métal du trou nouvellement créé est considéré comme de la ferraille. La machine à percer force un outil, ce qu’on appelle un découpage
2.Qu’est-ce que le poinçonnage ?
Le poinçonnage est un processus d’usinage qui consiste à retirer la ferraille d’une feuille de métal brut. Il nécessite l’utilisation d’une poinçonneuse pour comprimer un outil à travers une feuille de métal brut. Bien que le poinçonnage soit généralement effectué à l’aide de tôle, il prend en charge d’autres matériaux comme le papier, le plastique et diverses fibres. La poinçonneuse enfonçait la tôle tout en étant placée contre une matrice. DoncLa tôle poinçonnée prend la même formecomme la matrice utilisée.
3. Découpage VS Perçage VS Poinçonnage
(1)Enlèvement de matière
Les opérations de poinçonnage et de découpage sont très différentes du perçage. Le perçage n’enlève aucune matière de la feuille de métal. Au lieu de cela, il ne fait que déplacer le métal, créant une ouverture qui provoque une légère déformation autour du bord du trou.
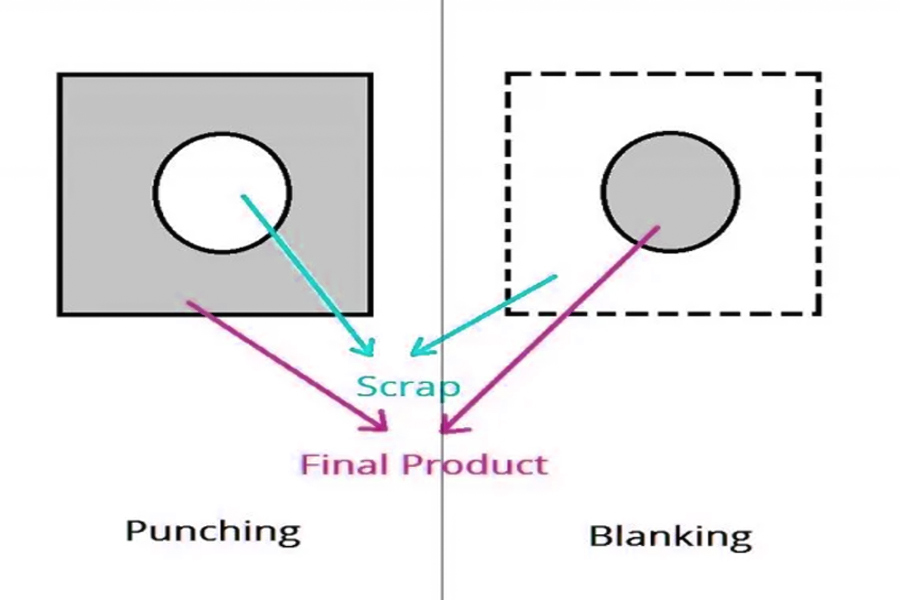
Le poinçonnage et le découpage impliquent tous deux la découpe de matière. Le processus de poinçonnage découpe la zone autour d’une cavité. Cela signifie que la pièce retirée est considérée comme de la ferraille. Le trou laissé derrière est le produit que l’on veut.
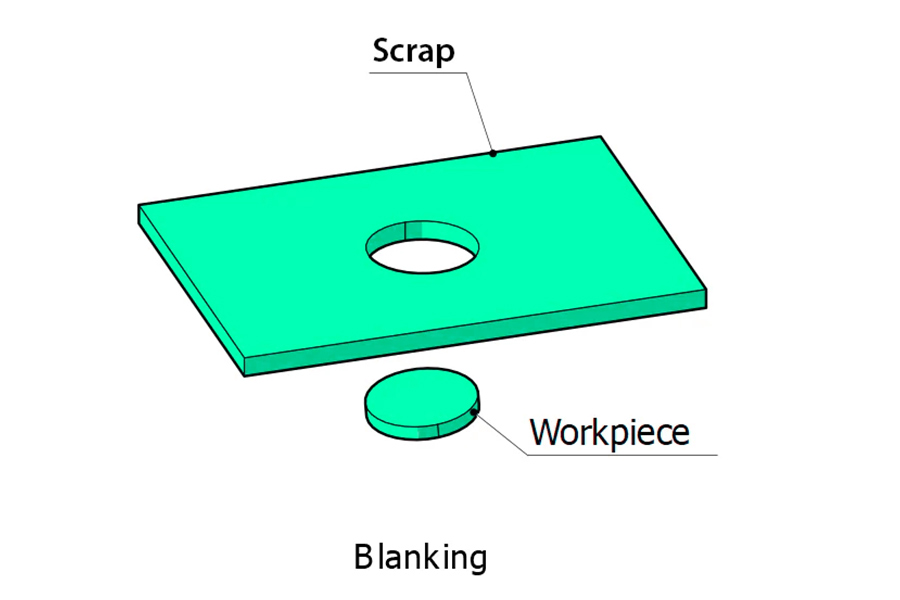
Le découpage, en revanche, est l’opposé du poinçonnage. Dans ce cas, la pièce retirée est considérée comme le produit souhaité, tandis que la tôle restante est soit jetée, soit recyclée.
(2)Forme et taille du trou :
Le processus de perçage produit des trous relativement petits et simples, qui sont généralement ronds de la même forme ou de n’importe quelle forme simple. La gamme de tailles est limitée par rapport au piercing ou au poinçonnage.
Le processus de poinçonnage est beaucoup plus polyvalent en forme et en taille. Il existe de nombreuses autres options disponibles pour les formes, des cercles aux formes très complexes. La gamme de tailles est potentiellement plus grande que celle du piercing, mais les limites de l’outillage peuvent également la limiter.
Opération de découpagese concentre sur la pièce découpée plutôt que sur le trou. C’est une application qui permet de perforer de très grandes formes, souvent des pièces entières. Le « trou » laissé derrière est ce qui n’est pas voulu - l’espace négatif du produit souhaité.
(3)Sélection de l’outillage et des matrices
Le perçage utilise un simple poinçon sans matrice assortie. L’outil détermine la forme du trou. Il s’agit d’une configuration très simple, et les modifications peuvent être apportées rapidement.
Le poinçonnage nécessite un jeu de poinçons et de matrices adaptés. Le poinçon pousse le matériau à travers une ouverture de matrice. Cela peut donner une coupe extrêmement nette, avec le coût de plus de temps pour l’installation.
Le découpage utilise également un système de poinçonnage et de matrice. Cependant, l’ouverture de la matrice de découpage est comparativement plus grande pour accueillir le produit fini. L’espace entre le poinçon et l’outil de découpage doit être important pour obtenir des bords nets sur l’ébauche.
Fabricants de tôles sur mesureguider les industries dans le choix des ouvertures de matrice appropriées etOutils de découpage.
(4)Application de la force :
Le piercing applique une force concentrée sur une petite zone. Le poinçon applique une pression le long du chemin du trou. Cette force concentrée peut percer efficacement le matériau en une seule opération.
Le poinçonnage répartit la force sur une plus grande surface. Il applique une pression sur tout le contour d’une forme souhaitée, répartissant la force pour une découpe nette de formes complexes.
Le processus de découpage nécessite une force de cisaillement élevée des trois processus. Il doit percer les forces résistives du matériau sur toute la périphérie de l’ébauche de métal brut tandis que la force doit cisailler sur toute l’épaisseur de la tôle.
Le bon matériau est sélectionné en fonction des exigences spécifiques du projet, y compris leÉpaisseur, taille et propriétés de la feuille de forme, sous la direction des meilleurs fabricants sous contrat en Inde.
(5)Vitesse et précision :
Le perçage a une excellente vitesse et une précision satisfaisante pour les petits diamètres. Il trouve une utilisation optimale dans les opérations de production de masse, dans lesquelles les pièces de petit diamètre doivent souvent accueillir plusieurs trous simples.
Le poinçonnage est une opération qui équilibre, dans une large mesure, entre vitesse et précision. Les formes complexes pouvaient être frappées rapidement avec peu d’imprécisions.
Le découpage peut être plus lent en tant que technique pour les profils grands et complexes. Cependant, le découpage permet d’atteindre des niveaux de précision exceptionnels pour la pièce finie.
(6)Résistance et durabilité du matériau Impact
Dans le perçage, le métal peut être affaibli sur les côtés entourant le trou dans une certaine mesure en raison du matériau entourant le trou. Il y a également un déplacement du métal du trou, il y aurait donc des points de tension. Cependant, dans le cas de feuilles minces, cet effet a tendance à être minime.
Le poinçonnage peut déformer certaines sections des bords autour du trou, ce qui affaiblit la résistance du matériau dans cette section.
Le découpage est le processus qui a le moindre effet sur la résistance du matériau. L’intégrité structurelle du produit fini reste intacte.
Quels matériaux sont utilisés dans le découpage ?
LeLe meilleur matériau à utiliser lors du découpage dépend de divers facteurs, y compris la forme et la taille de la pièce découpée, les exigences de précision, l’échelle de production et le budget des coûts. Voici quelques matériaux couramment utilisés pour le découpage :
1. Aluminium
- Fonctionnalités:L’aluminium est un métal léger avec une bonne plasticité et une bonne ténacité, et est facile à traiter et à façonner. Dans le même temps,L’aluminium a une bonne résistance à la corrosionet convient à une variété d’environnements.
- Application:Dans le processus de découpage, l’aluminium est souvent utilisé pour fabriquer des pièces légères et des pièces structurelles, telles que des composants dans le domaine de l’aérospatiale, des panneaux de carrosserie automobile et des boîtiers de produits électroniques, etc.
2. Acier inoxydable
- Fonctionnalités:L’acier inoxydable a une dureté élevée. Lors du poinçonnage, le poinçon de matrice doit avoir une dureté et une résistance à l’usure élevées, telles que ASP-23, ASP60 et d’autres poinçons en acier rapide en poudre. Dans le même temps, l’acier inoxydable a une faible plasticité et est sujet aux fissures et à la déformation lors du découpage. Une conception raisonnable de la structure du moule et du processus de découpage est requise.
- Application:L’acier inoxydable est largement utilisé dans le découpageen raison de son excellente résistance à la corrosion et de ses propriétés mécaniques, en particulier lorsqu’une résistance élevée à la corrosion et une résistance élevée sont requises.
3. Cuivre
- Fonctionnalités:Le cuivre est relativement mou et l’usure du moule est faible lors du poinçonnage, mais des précautions doivent être prises pour éviter les bavures et la déformation.
- Application:Le cuivre et ses alliages sont également des matériaux couramment utilisés dans le découpage et sont largement utilisés dans les domaines de l’électricité, de l’électronique et de la décoration en raison de leur bonne conductivité électrique, de leur conductivité thermique et de leur résistance à la corrosion.
- Type:Les alliages de cuivre couramment utilisés comprennent le laiton (alliage cuivre-zinc) et le bronze (alliage cuivre-étain ou alliage cuivre-aluminium-silicium, etc.). Les performances d’étirage du laiton sont meilleures que celles de certains matériaux en cuivre pur.
4. Acier au carbone
- Fonctionnalités:Les performances de découpage de l’acier au carbone sont grandement affectées par la teneur en carbone et l’état du traitement thermique. L’acier à faible teneur en carbone est facile à poinçonner et n’est pas sujet aux fissures ; L’acier à haute teneur en carbone nécessite un traitement thermique approprié avant le poinçonnage pour améliorer sa plasticité et réduire sa dureté.
- Application:L’acier au carbone est l’un des matériaux les plus couramment utilisés dans le découpageet est largement utilisé dans la fabrication de diverses pièces et composants structurels en raison de sa résistance élevée et de son prix bas.
- Types:En fonction de la teneur en carbone, l’acier au carbone peut être divisé en acier à faible teneur en carbone, en acier à teneur moyenne en carbone et en acier à haute teneur en carbone. L’acier à faible teneur en carbone a de bonnes propriétés de plasticité et de poinçonnage et convient au poinçonnage de pièces de formes complexes ; L’acier à haute teneur en carbone a une dureté plus élevée et convient aux occasions qui nécessitent une résistance et une dureté plus élevées.
5. Acier galvanisé
- Fonctionnalités:Les performances de poinçonnage de l’acier plaqué sont affectées par le matériau de base etcouche galvanisée. La résistance et la plasticité du matériau de base déterminent la forme et la précision dimensionnelle des pièces de découpage ; La couche galvanisée doit rester intacte pendant le processus de découpage pour éviter la corrosion. Dans le même temps, les matrices de découpage en acier galvanisé doivent avoir une dureté et une résistance à l’usure élevées pour faire face à l’usure de la couche galvanisée.
- Application:L’acier galvanisé est un matériau qui est recouvert d’une couche de zinc à la surface de la plaque d’acier pour améliorer sa résistance à la corrosion. Dans le découpage, l’acier galvanisé est largement utilisé où une résistance élevée à la corrosion est requise.
- Type:Selon différentes méthodes de galvanisation, l’acier galvanisé peut être divisé en tôles d’acier électro-galvanisées (telles que SECC) et en tôles d’acier galvanisées à chaud (telles que SGCC). Les tôles d’acier électro-galvanisées ont une meilleure formabilité et une meilleure aptitude à la peinture ; Les tôles d’acier galvanisées à chaud ont une résistance à la corrosion plus élevée.
Foire aux questions
1.Quel est le processus de découpage ?
Le découpage est un processus d’emboutissagequi utilise une matrice de poinçonnage pour séparer les feuilles sous l’action d’une presse. Le processus de découpage comprend principalement les étapes suivantes : (1) Étape de déformation élastique : Lorsque le poinçon entre en contact pour la première fois avec le matériau en feuille, le matériau subit une compression élastique et une déformation par flexion en raison de la pression du poinçon sur le matériau. À ce moment, l’espace entre le poinçon et la matrice est légèrement plus grand que l’épaisseur du matériau. (2) Étape de déformation plastique : Au fur et à mesure que le poinçon continue d’appuyer, le matériau entre dans l’étape de déformation plastique. À ce moment, le matériau sur le bord de coupe du poinçon et de la matrice est soumis à une forte action de cisaillement et commence à produire une déformation par cisaillement plastique. Au fur et à mesure que la déformation se poursuit, l’état de contrainte interne du matériau change et des fissures de cisaillement se forment progressivement.(3)Étape de rupture et de séparation : Lorsque la fissure de cisaillement s’étend dans une certaine mesure, le matériau se brise et se sépare au niveau des arêtes de coupe du poinçon et de la matrice. À ce moment, une section transversale claire est formée entre la pièce de découpage et la feuille. (4) Étape de découpage et de poussée : Une fois le poinçonnage terminé, le poinçon continue d’appuyer pour pousser la pièce poinçonnée hors de la matrice. Dans le même temps, le matériau restant (déchets) est également évacué de la matrice.
2.À quoi sert le découpage ?
Le découpage est largement utilisé dans la production industrielle. Sa fonction principale est qu’il peut poinçonner directement des pièces finies avec des formes et des tailles spécifiques, telles que des rondelles, des ressorts, des connecteurs, etc. Le découpage peut également préparer les ébauches requises pour d’autres processus d’emboutissage (tels que le pliage, l’emboutissage profond, le bridage, etc.) pour le traitement ultérieur. Grâce à une conception d’agencement raisonnable et au recyclage des déchets, le découpage peut maximiser l’utilisation des matériaux et réduire les coûts de production.
3.Comment fonctionne le découpage fin ?
Le découpage fin est un processus de découpage spécial qui est effectué sur une presse spéciale à l’aide d’une matrice de découpage fin spéciale et de matériaux de découpage fin appropriés. Le principalPrincipe de fonctionnement du découpage finest que les matrices de découpage fin utilisent généralement un support de flan avec une couronne dentée et une structure de matrice convexe et concave spéciale. Le découpage fin choisit généralement des matériaux ayant une bonne plasticité et ténacité, tels que l’acier à faible teneur en carbone, l’acier inoxydable, etc. Au cours du processus d’emboutissage, le poinçon de la matrice de découpage fin s’enfonce dans le matériau à une vitesse plus lente, tandis que la plaque de bord exerce une pression appropriée sur le matériau. Étant donné que la déformation plastique du matériau est entièrement développée pendant le processus de découpage fin, la qualité de la section transversale des pièces découpées est généralement plus élevée. La section transversale est lisse, très verticale et ne présente pas de bavures évidentes ou de coins affaissés.
4.En quoi le découpage est-il différent du poinçonnage ?
Le découpage et le poinçonnage sont tous deux des procédés de formage de matériauxqui impliquent l’enlèvement précis de matière d’une pièce. La principale différence entre les deux processus est le produit final obtenu. Lors d’une opération de découpage, la pièce ou le produit final est retiré ou « poinçonné » de la feuille plus grande et le matériau restant est mis au rebut sous forme de ferraille. D’autre part, dans les opérations d’emboutissage, le matériau retiré est mis au rebut et le produit final est le matériau restant, qui est ensuite traité. Une autre différence entre les deux processus est la façon dont le fabricant traite la feuille initiale. Dans les opérations d’emboutissage, ils enlèvent généralement un minimum de matière de la pièce d’origine afin de minimiser le gaspillage de matériaux. En revanche, les opérations de découpage sont plus efficaces lorsque la plus grande quantité de matière est retirée de la pièce. Pour les commandes par lots de moyenne à grande taille, le poinçonnage et le découpage sont des méthodes de production extrêmement rentables. Bien que les déchets découpés pendant le processus de poinçonnage ne soient pas utilisés dans les opérations ultérieures, dans de nombreux cas, ils peuvent être recyclés ou réutilisés, ce qui permet de réaliser d’importantes économies.
Résumé
En tant que technologie importante de traitement des métaux,Le découpage joue un rôle décisif dans la fabrication moderne. Grâce à l’innovation technologique continue et à la mise à niveau des équipements, le processus de découpage évoluera vers une plus grande précision, une plus grande efficacité et une plus grande automatisation, fournissant un soutien solide à la transformation et à la modernisation de l’industrie manufacturière.

Démenti
Le contenu de cette page est fourni à titre indicatif seulement.LSne fait aucune déclaration ou garantie expresse ou implicite quant à l’exactitude, l’exhaustivité ou la validité des informations. Aucun paramètre de performance, tolérance géométrique, caractéristique de conception spécifique, qualité des matériaux, type ou fabrication ne doit être déduit de ce qu’un fournisseur ou un fabricant tiers fournira par le biais du réseau Longsheng. C’est la responsabilité de l’acheteurRecherche d’un devis pour des piècesdéterminer les exigences spécifiques applicables à ces pièces.S’il vous plaîtContactez-nouspour en savoir plusInformation.
L’équipe LS
LS est une entreprise leader de l’industriespécialisée dans les solutions de fabrication sur mesure. Avec plus de 20 ans d’expérience au service de plus de 5 000 clients, nous nous concentrons sur la haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,emboutissage métal,et d’autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d’usinage 5 axes avancés et est certifiée ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu’il s’agisse d’une production à faible volume ou d’une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec une livraison aussi rapide que 24 heures. ChoisirTechnologie LSc’est faire le choix de l’efficacité, de la qualité et du professionnalisme.
Pour en savoir plus, veuillez consulter notre site Web :www.lsrpf.com


