Le fraisage est une technologie de traitement clé qui peut créer une variété de formes et convient à une variété de matériaux. Sa méthode de fonctionnement consiste à éliminer l'excès de matériau de la pièce. Dans Mison, Le choix entre le broyage du visage et le broyage périphérique a un grand impact sur l'efficacité des processus. Si vous choisissez le bon, vous pouvez atteindre une grande précision tout au long de l'ensemble du processus de traitement et des coûts de contrôle. Ensuite, nous parlerons en détail des différences entre ces deux méthodes de traitement pour vous aider à choisir le processus de fraisage le plus approprié en fonction de vos propres besoins de traitement.
Qu'est-ce que le moulage du visage?
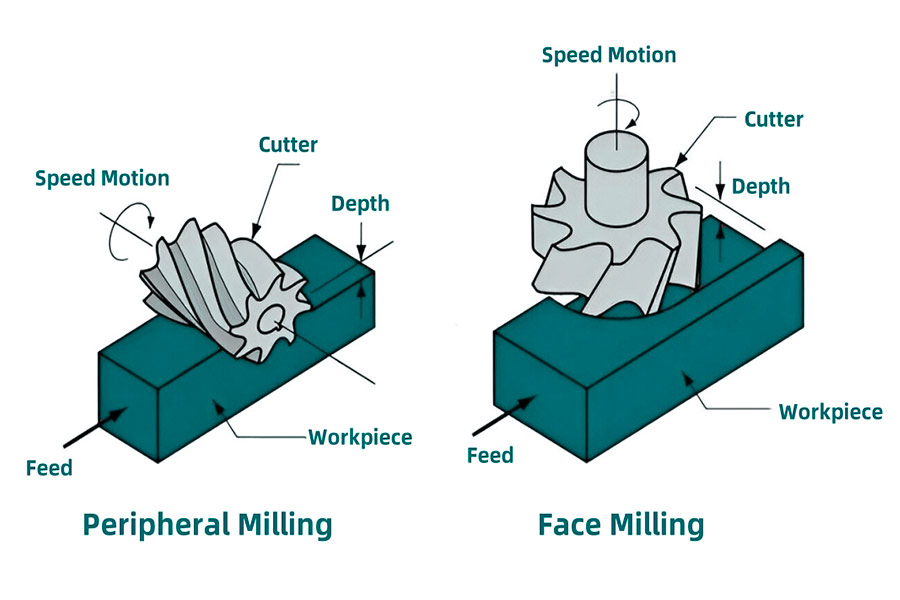
Face Filling est un processus de fraisage qui utilise le bord de coupe de la face d'extrémité du coupeur de fraisage pour traiter le plan de la pièce de travail. Dans la production réelle, il est principalement utilisé pour traiter les plans plus grands tels que les établissements de machines-outils, les plaques plates et les bases. Le broyage du visage a une caractéristique évidente que la force de coupe est principalement transmise dans la direction axiale. Qu'il s'agisse de brouillage efficace ou de finition fine, il peut le faire.
Caractéristiques principales du fraisage de visage
- Type d'outil: Face Milling utilise une coupe-flashing (également appelée un moulin à fin disque.
- Méthode de coupe: La coupe principale est réalisée par le bord de pointe de la face finale. Cette méthode convient particulièrement au traitement des grands plans.
- Avantages de traitement: Il supprime rapidement les matériaux et peut rapidement traiter la surface de la pièce très plate.
- Matériaux applicables: matériaux tels que Steel traité.
Comment fonctionne le fraisage du visage?
le Le principe de travail de travail est obtenu par le mouvement de rotation et d'alimentation du coupeur de frappe . Lorsque le frappeur de fraisage tourne, le bord de la face d'extrémité commence à couper la pièce, en éliminant peu l'excès de matériau, formant ainsi une surface lisse.
flux de travail de base du moulin à visage

Méthodes de coupe du fraisage du visage
| Méthode | Description | Scénarios applicables |
|---|---|---|
| Misonage de visage symétrique | Le centre d'outils est symétrique à la pièce, et la force de coupe est équilibrée | Traitement du plan standard |
| Milling de visage asymétrique | L'outil est biaisé d'un côté pour réduire les vibrations | Traitement des pièces avec une mauvaise rigidité |
| Climb Milling | La direction de coupe est la même que la direction d'alimentation, et la qualité de surface est meilleure | Finition |
| Milling conventionnel | La direction de coupe est opposée à la direction de l'alimentation, et l'usure de l'outil est moins | Traitement rugueux ou traitement du matériel dur |
| méthode | Description | Scénarios applicables |
| grimper le fraisage | La direction de coupe est la même que la direction d'alimentation, et la qualité de surface est meilleure. | Finition, contours de haute précision |
| fraisage conventionnel | La direction de coupe est opposée à la direction de l'alimentation, et le traitement est plus stable. | Traitement rugueux, pièces avec une rigidité insuffisante |
| Milling à circonférence complète | Toute la circonférence de l'outil est impliquée dans la coupe, et l'efficacité est élevée. | Traitement profond des rainures et de la cavité |
|
Mison de circonférence partielle |
Une seule partie du bord circonférentiel est impliquée dans la coupe, et la force de coupe est petite | parties à parois minces, contours de précision |

| fonctionnalités | Face Milling | Filling périphérique |
|---|---|---|
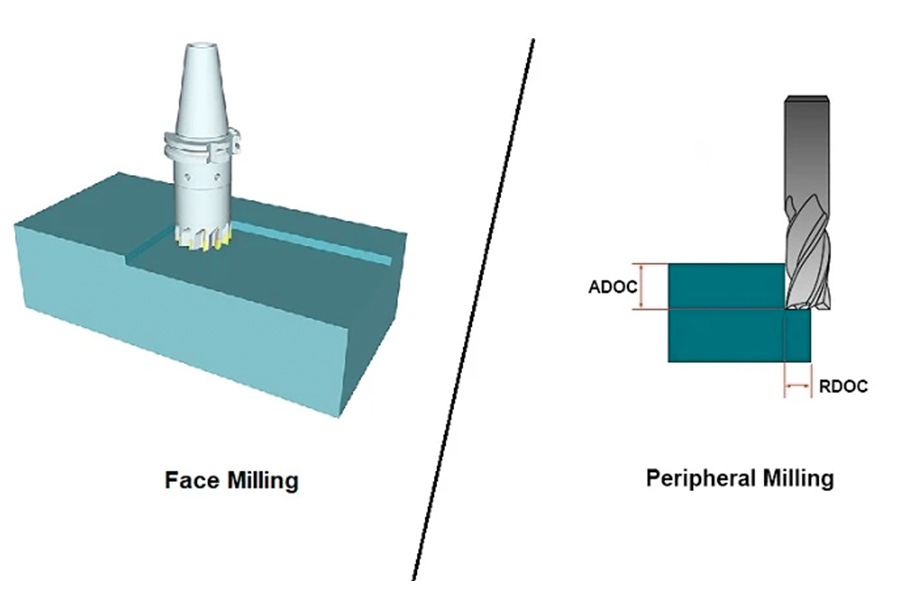
| Direction de la broche | Axe d'outils perpendiculaire à la surface d'usinage | Axe d'outils parallèle à la surface d'usinage |
| Direction de la force de coupe | Force axiale principale (direction z) | Force radiale principale (direction x / y) |
| Cramping typique | Croisement de surplomb courte (stabilité élevée) | Un long serrage surplomb (rigidité doit être pris en compte) |
| fonctionnalités | Face Milling | moulage périphérique |
|---|---|---|
| Méthode de suppression | Couture simultanée à grande surface | coupe progressive (profondeur de coupe mince et chemins multiples) |
| Forme de puce | Chips cassés courts (facile à supprimer) | puces en spirale longue (facile à enchevêtrer) |
| Comparaison d'efficacité | Le taux d'élimination des matériaux peut être aussi élevé que 300 cm³ / min | Low Material Retirant par unité de temps |
| Type d'application | Face Milling | Mison périphérique |
|---|---|---|
| champs principaux | Guide de la machine-outil Bloc de cylindre en surface / moteur | Cavité de moule / parties structurelles de l'aviation |
| Traitement des fonctionnalités | grand plan / face finale / surface de pas | Groove profonde / complexe surface incurvée / pièces à parois minces |
| Exigences de précision | it8-it9 (haute planéité) | it7-it8 (précision de contour élevée) |
| Paramètres | Face Milling | Mison périphérique |
|---|---|---|
| Rughip de surface | RA 0,8-3,2 μm | RA 0,4-1,6 μm (le broyage fin peut atteindre 0,2 μm) |
| Caractéristiques de texture | Texture croisée (marques d'outils qui se chevauchent) | Texture d'arc ordinaire (déterminée par trajectoire de l'outil) |
| Traitement ultérieur | Doit souvent être gratté | peut souvent être utilisé directement |
| Projet | Face Milling | Filling périphérique |
|---|---|---|
| Portez des pièces | Usure du croissant de la pointe de l'outil | Usure limite du flanc de la lame circonférentielle |
| Changement d'outil Standard | Zone de traitement par lame 2-5m² | longueur de traitement jusqu'à 300-500m |
| Exigences de réglage de l'outil | seul le réglage d'outil axial est requis | Le réglage de compensation radiale précis est requis |
| Éléments de conception | Outil de fraisage de visage | outil de fraisage périphérique |
|---|---|---|
| Structure de lame | lame droite / lame d'essuie-glace | lame hélicoïdale (angle d'hélice de 30 ° -45 °) |
| Sélection des matériaux | Carbure cimenté enduit (résistant à haute température) | Carbure cimenté à grains ultrafines (anti-jeu) |
| Design innovant | Structure de réduction des vibrations d'amortissement / tête de coupe modulaire | Angle d'hélice variable / pas dentaire inégal |