

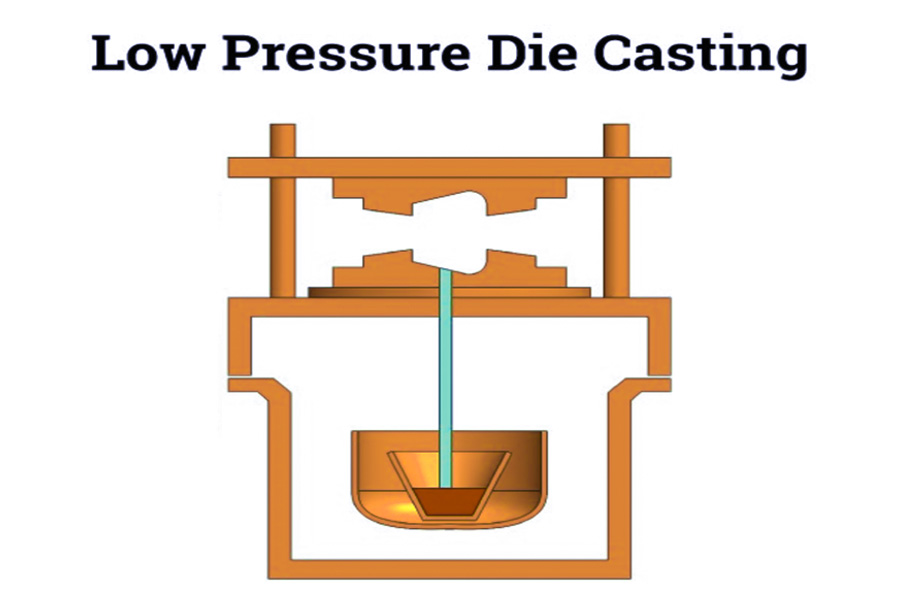
La fundición a baja presión es un proceso de fundición únicoque presiona la aleación líquida en la cavidad del molde de abajo hacia arriba bajo presión y se solidifica bajo presión para obtener piezas fundidas. Este método de fundición no solo mejora la pureza y la calidad de las piezas fundidas, sino que también tiene las ventajas de una alta eficiencia de producción y una fácil automatización. Este artículo presentará el principio de funcionamiento, el flujo del proceso yCaracterísticas de la fundición a baja presióndetalladamente.
¿Qué es la fundición a baja presión?
La fundición a baja presión es un proceso de conformado de metalesque utiliza la presión del gas como fuerza motriz para empujar el metal fundido para llenar la cavidad del molde de manera suave y uniforme, y completar el proceso de solidificación en condiciones ambientales controladas. Esta tecnología generalmente se lleva a cabo en un sistema de fundición sellado. Al regular con precisión el tamaño y el tiempo de la presión del gas, puede lograr un control preciso de la velocidad de llenado y el proceso de solidificación del metal fundido.
La fundición a baja presión no solo puede evitar eficazmente defectos como la turbulencia, la oxidación y los poros causados por el metal fundido durante el llenado del molde, sino que también puede mejorar la densidad, las propiedades mecánicas y la calidad de la superficie de las piezas fundidas. Por lo tantoEs ampliamente utilizado en la industria aeroespacial, fabricación de automóviles, equipos de potencia e instrumentos de precisión. Tiene una amplia gama de aplicaciones en campos de fabricación de alta gama.
¿Cómo funciona la fundición a baja presión?
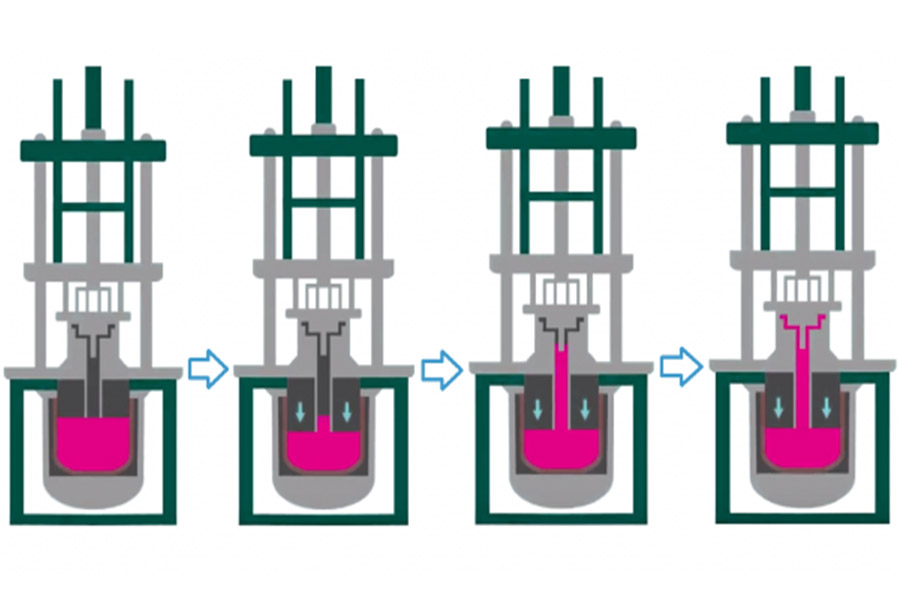
Lo básicoPrincipio de fundición a baja presiónes utilizar aire comprimido seco o gas inerte introducido en el crisol sellado para ejercer una cierta presión sobre la superficie del metal fundido, de modo que el metal fundido se llene suavemente con el molde de abajo hacia arriba a lo largo del tubo ascendente. Todo el proceso se puede dividir en las siguientes etapas:
1. Fundición de metales y preparación de moldes o moldes:Primero, la materia prima metálica se funde en estado líquido y se prepara el molde o molde deseado.
2. Preparación antes de verter: Incluido el sellado del crisol (montaje de la tapa de sellado), el raspado de escoria en el tubo ascendente (eliminación de impurezas), la medición de la altura del nivel de líquido, la realización de la prueba de estanqueidad, la coincidencia del molde y la fijación del molde o molde, etc.
3. Verter:
- Litros de líquido: El metal fundido se eleva a lo largo del tubo ascendente bajo la acción de la presión del gas.
- Relleno: El metal fundido pasa suavemente a través del bebedero hacia la cavidad del molde.
- Sobrecarga: Mantenga la presión del gas sobre la superficie del metal líquido hasta que la fundición esté completamente solidificada.
- Congelar: El metal fundido cristaliza y solidifica bajo presión.
- Aliviar la presión: Alivia la presión del gas en la superficie del líquido para que el metal fundido que no se ha solidificado en el tubo ascendente y el bebedero fluya de regreso al crisol.
- Enfriamiento: La fundición se enfría a temperatura ambiente en el molde.
4. Liberación: Incluye el desmoldeo suelto y la eliminación de piezas fundidas.
¿Cuáles son los pasos en el proceso de fundición a baja presión?
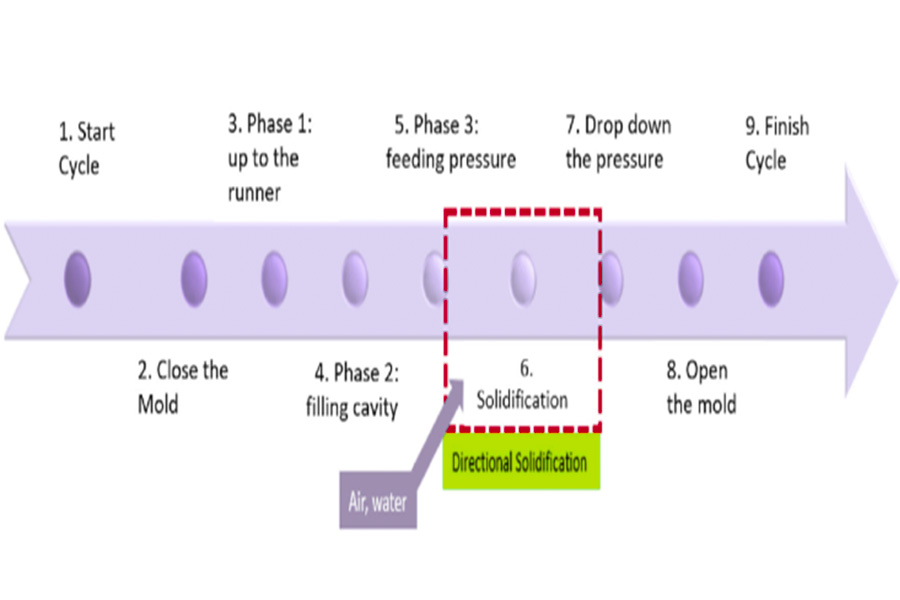
ElCaudal de proceso de fundición a baja presiónincluye principalmente los siguientes pasos:
-
Fundición de metales: La materia prima metálica se coloca en el crisol para la fundición, y la temperatura y la composición del metal fundido cumplen con los requisitos del proceso.
-
Preparación del moldeDe acuerdo con los requisitos de diseño de la fundición, el molde requerido se prepara y se precalienta, para evitar que el metal fundido se enfríe demasiado rápido durante el proceso de llenado.
-
Preparación para el vertido: Selle el crisol, elimine las impurezas del tubo ascendente, asegure la estanqueidad del sistema y realice las inspecciones y ajustes necesarios.
-
Proceso de vertido:
- Litros y llenadoBajo la acción de la presión del gas, el metal fundido se eleva a lo largo del tubo ascendente y llena suavemente la cavidad del molde.
- Presurización y coagulación: Mantenga la presión del gas sobre la superficie del metal líquido para que la fundición se cristalice y solidifique bajo presión.
-
Despresurización y enfriamiento: Alivia la presión del gas sobre la superficie del metal fundido, permite que el metal fundido no solidificado fluya de regreso al crisol y luego permite que la fundición se enfríe naturalmente en el molde.
-
Desmoldeo y retirada de piezas fundidasDespués de que la fundición se haya enfriado por completo, abra el molde y saque la fundición.
¿Cuáles son las ventajas y desventajas de la fundición a baja presión?
Como un proceso de fundición único,La fundición a baja presión tiene una serie de ventajas significativasy ciertas limitaciones. A continuación se presenta un análisis detallado de laVentajas y desventajas de la fundición a baja presión:
Ventajas
1. Fundiciones de alta calidad:
- Relleno de metal fundido puro:La escoria generalmente flota en la superficie del metal fundido, mientras que la fundición a baja presión se llena a través del tubo ascendente, lo que evita que la escoria ingrese a la cavidad del molde y mejora la pureza de la fundición.
- Buena conformabilidad:El metal fundido se llena bajo presión y se mejora la fluidez, lo que favorece la formación de piezas fundidas con contornos claros y superficies lisas, especialmente adecuadas para la formación de piezas fundidas grandes de paredes delgadas.
- Estructura densa:La fundición cristaliza y solidifica bajo presión, que se puede reponer por completo, con una estructura densa y altas propiedades mecánicas.
2. Alto rendimiento de metal fundido:
En general, no hay necesidad de un elevador, y el metal fundido no solidificado en el tubo ascendente se puede refluir al crisol para su reutilización, de modo que el rendimiento del metal fundido mejora considerablemente, generalmente hasta más del 90%.
3. Alta eficiencia de producción y grado de automatización:
Las condiciones de trabajo son buenas, el equipo es simple, es fácil realizar la producción mecanizada y automatizada, y se mejora la eficiencia de la producción.
4. Amplia gama de aplicaciones:
La fundición a baja presión se puede utilizar para fundir una variedad de aleaciones, incluyendo aleaciones no ferrosas, hierro fundido y acero fundido, entre otros. Es especialmente adecuado para aleaciones no ferrosas que son fáciles de oxidar y puede prevenir eficazmente la oxidación de las inclusiones de escoria en el proceso de vertido de metal fundido.
5. Bajos requisitos para materiales de molde:
Todo tipo de materiales que se pueden utilizar como moldes de fundición, como moldes de arena (arena de arcilla, arena de silicato de sodio, arena de resina, etc.), moldes de cáscara, moldes de metal, moldes de grafito, moldes de carcasa de fundición de precisión de inversión, moldes de cerámica, etc., se pueden utilizar comoMateriales de fundición para fundición a baja presión.
Desventajas
1. Gran inversión en equipos:
ElEquipos de fundición a baja presiónincluye el motor principal, el sistema hidráulico, el horno de retención, el dispositivo de presurización del nivel de líquido, el sistema de control eléctrico y el sistema de enfriamiento de fundición, etc., y la inversión total es grande.
2. La eficiencia de producción es relativamente baja:
En comparación con la fundición a presión por gravedad yFundición a alta presión, la fundición a baja presión tiene una menor eficiencia de producción y un ciclo de fundición más largo. Para mantener la solidificación direccional y la fluidez de la masa fundida, la temperatura del molde es alta y la velocidad de solidificación es lenta.
3. Los requisitos de gestión son estrictos:
La estructura cerca de la puerta es tosca y las propiedades mecánicas del perfil inferior no son altas, lo que requiere una gestión integral y estricta, incluido el control de los parámetros del proceso, como la temperatura y la presión.
4. Los tubos elevadores tienen una vida útil limitada:
En el proceso de contacto a largo plazo con el metal fundido, los tubos ascendentes son susceptibles a la erosión y la chatarra y deben reemplazarse regularmente.
¿Qué metales se usan comúnmente en la fundición a baja presión?
1. Material de fundición
El material de fundición es la sustancia utilizada para hacer patrones de fundición, yLa fundición a baja presión puede utilizar una variedad de materiales de fundiciónpara adaptarse a las necesidades de las diferentes piezas fundidas. Los materiales de molde comunes incluyen:
- Arena de moldeo:Un material de fundición de uso común con buena conformabilidad y permeabilidad al aire, adecuado para hacer piezas de fundición con formas complejas.
- Arena resinosa:Una mezcla de partículas de resina y arena, de alta resistencia y dureza, adecuada para la realización de piezas fundidas de alta precisión y alta calidad.
- Metal:como cobre, hierro, aluminio y otros materiales metálicos, se pueden utilizar para fabricar moldes de fundición de metal, con alta conductividad térmica y buena resistencia al desgaste.
- Cerámica:Con alta dureza y resistencia a altas temperaturas, es adecuado para la fabricación de fundiciones de aleación a alta temperatura.
- Grafito:Con buena autolubricación y resistencia a altas temperaturas, es adecuado para la fabricación de piezas fundidas que requieren autolubricación o resistencia a altas temperaturas.
- Yeso:Fácil de moldear y desmoldar, adecuado para la fabricación de piezas fundidas de formas pequeñas y complejas.
2. Materiales de molde
El material de molde es el material utilizado para hacer moldes de fundición a baja presión. El molde de fundición a baja presión debe soportar la erosión y la presión del líquido metálico a alta temperatura, por lo que la selección del material del molde es muy importante. Los materiales de molde comunes incluyen:
- Hierro fundido:Bajo costo, fácil de procesar, pero fácil de deformar, vida relativamente corta. Adecuado para la fabricación de piezas fundidas con bajos requisitos de vida útil del molde.
- Acero aleado:con alta dureza y resistencia, buena resistencia al desgaste, adecuado para la fabricación de moldes de fundición de alta precisión y alta calidad.
- Carburo carente:Con alta dureza y alta resistencia al desgaste, adecuado para la fabricación de moldes que requieren alta fuerza de fregado y alta presión.
- Mango de tungsteno:Con una dureza y resistencia al desgaste extremadamente altas, pero el costo es alto, adecuado para la fabricación de requisitos de resistencia al desgaste y vida útil del molde.
- Aleación de aluminio:Pequeña densidad, alta resistencia, buena rigidez, buena conductividad térmica, calidad de luz, fácil de mecanizar y soldar, puede ser adecuado para la fabricación de moldes grandes y medianos.
¿Cuáles son las aplicaciones típicas de la fundición a baja presión?
Aplicaciones típicas de la fundición a baja presiónCubren una variedad de campos como automóviles, aeroespacial y productos de consumo. A continuación se muestra un resumen detallado de estas solicitudes:
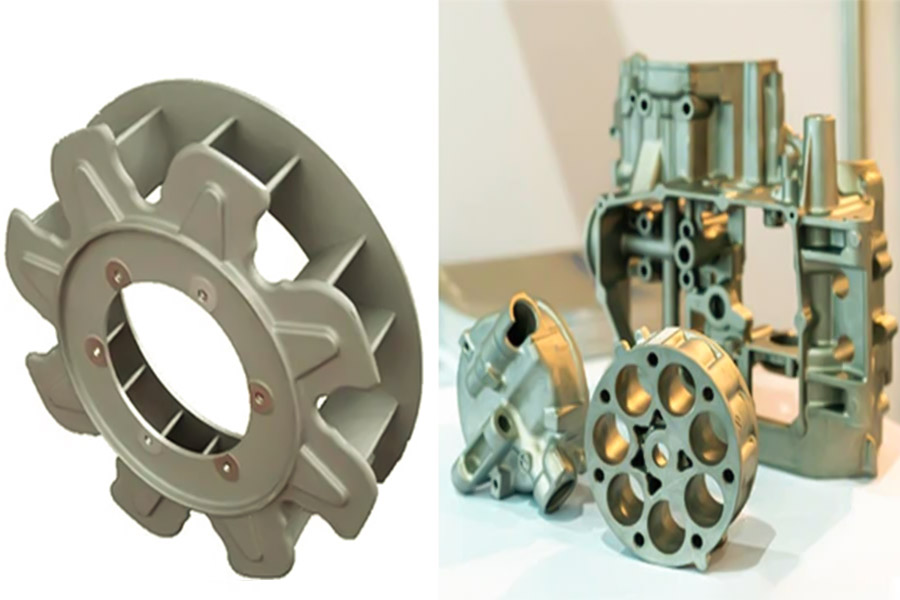
1. Fabricación de automóviles:
En la industria automotriz,La fundición a baja presión se usa ampliamente para producir piezas clave como ruedas, piezas de motor (como bloques de cilindros, culatas), piezas de suspensión, etc. Estas piezas requieren alta resistencia, alta precisión y buena resistencia a la corrosión. La tecnología de fundición a baja presión puede cumplir con estos requisitos y mejorar la confiabilidad y durabilidad de los automóviles.
2. Aeroespacial:
En el ámbito aeroespacial,La fundición a baja presión se utiliza para fabricar piezas estructurales ligeras, como palas de motores de aviones, piezas de turbinas, etc. Estas piezas deben soportar el duro entorno de alta temperatura, alta presión y alta velocidad. La tecnología de fundición a baja presión puede proporcionar materiales de alta resistencia, alta tenacidad y resistencia al calor para garantizar la seguridad y el rendimiento de los vehículos aeroespaciales.
3. Fabricación de bienes de consumo:
En el ámbito de los bienes de consumo,La fundición a baja presión se utiliza para producir electricidad de alta calidady carcasas de productos electrónicos, utensilios de cocina, accesorios para muebles, etc. Estos productos requieren una apariencia exquisita y una buena durabilidad. La tecnología de fundición a baja presión puede proporcionar materiales de alta precisión, alto brillo y resistentes a la corrosión para satisfacer la demanda de los consumidores de calidad del producto.
4. Otros campos industriales:
La fundición a baja presión también se utiliza en otros campos industriales, como la construcción naval, la fabricación de maquinaria pesada, etc. En estos campos, la tecnología de fundición a baja presión puede producir formas grandes y complejas y piezas fundidas de alto rendimiento para cumplir con los requisitos de los equipos industriales de alta resistencia, alta precisión y larga vida útil.
Elija a LS como su socio de confianza
El acero LS es sin duda uno de los altos niveles de aluminio de Chinay proveedores de servicios de fabricación de fundición a presión de zinc. Junto con la fundición, también presentamos proveedores de creación de prototipos, herramientas, mecanizado y terminaciones de pisos. Utilizamos esencialmente la experiencia más superior para la fabricación de fundición a presión. NuestroServicio de mecanizado CNCFunciona con una de las mejores experiencias y una década de ingenieros y empleados capacitados. Proporcionamos una de las mejores soluciones de diseño y fabricación de mecanizado técnico y económico que pueda solicitar. Aquí hay un registro de nuestras capacidades de mecanizado CNC:
- Nuestra tienda de fresado CNC incorporaMáquinas CNC de 5 ejesque son extremadamente exactos. Estas máquinas pueden ofrecer una tolerancia de hasta 0,005 mm.
- Ahora contamos con una rápida experiencia en accesorios CNC que garantiza un mecanizado más rápido y un suministro a tiempo para nuestros compradores.
- Nuestro servicio de mecanizado no es solo para piezas de fundición, sino también para muchos tipos de plásticos y piezas de acero cromado.
- Desde tornos CNC superiores y máquinas de electroerosión hasta amoladoras de pisos y máquinas cortadoras de alambre, tenemos todo lo que desea para el mecanizado en nuestra tienda de máquinas.
El proceso de fundición mecanizado no es el trabajo definitivo para una mitad de fundición. El acabado del suelo también puede ser una parte vital de la fabricación de fundición. Teniendo eso en cuenta, ofrecemos proveedores de acabado de superficies como anodizado, recubrimiento en polvo, cromado, retrato húmedo y muchos otros. Así que puedes ver queSuministros de LS Steeltoda la resolución a la fabricación de fundición a presión. Ofrecemos proveedores en China y también a nivel internacional. Póngase en contacto con nosotros para tener uno de los mejores servicios de fabricación de fundición a presión de China.
Preguntas frecuentes
1. ¿Cuál es el proceso básico de fundición a baja presión?
El proceso básico de fundición a baja presión incluye la fusión de metales y la preparación de moldes o moldes, la preparación antes del vertido (como el sellado del crisol, la eliminación de escoria de los tubos ascendentes, la medición de la altura del nivel del líquido, etc.), el vertido (incluidas las etapas de elevación de líquidos, moldeo, presurización, solidificación, alivio de presión y enfriamiento) y el desmoldeo (incluido el desmoldeo suelto y la eliminación de piezas fundidas).
2. ¿Cuáles son los componentes principales de los equipos de fundición a baja presión?
El equipo de fundición a baja presión generalmente está compuesto por el motor principal, el sistema hidráulico, el horno de retención, el dispositivo de presurización del nivel de líquido, el sistema de control eléctrico y el sistema de enfriamiento de fundición. Entre ellos, hay dos tipos principales de hornos de retención: horno de retención tipo crisol y horno de retención de piscina fundida, y hay diferentes tipos de hornos de retención de crisol, como ollas de hierro fundido, ollas de acero fundido y ollas compuestas.
3. ¿En qué campos tiene aplicaciones típicas la fundición a baja presión?
La fundición a baja presión es ampliamente utilizada en la fabricación de automóviles, aeroespacial, fabricación de bienes de consumo y otros sectores industriales. Por ejemplo, en la industria automotriz, la fundición a baja presión se utiliza para producir componentes clave como ruedas y componentes del motor; En el sector aeroespacial, se utiliza en la fabricación de componentes estructurales ligeros; En la fabricación de bienes de consumo, se utiliza para producir carcasas de alta calidad para productos eléctricos y electrónicos, etc.
4. ¿Cuáles son los posibles desafíos o limitaciones de la fundición a baja presión?
A pesar de las muchas ventajas de la fundición a baja presión, existen algunos desafíos o limitaciones potenciales. Por ejemplo, el costo del equipo y la inversión en moldes son grandes; En la producción de fundiciones de aleación de aluminio, los crisoles y los tubos ascendentes están en contacto con el metal fundido durante mucho tiempo, lo que es susceptible a la erosión y al desguace; Además, la eficiencia de producción es relativamente baja, especialmente cuando se trata de piezas fundidas grandes o de formas complejas.
Resumen
Como método de fundición eficiente y de alta calidad,La fundición a baja presión juega un papel insustituibleen el campo de la fabricación industrial. A través de la optimización continua de la tecnología y el equipo, tenemos razones para creer que la fundición a baja presión continuará liderando la tendencia de desarrollo de la tecnología de conformado de metales en el futuro e inyectará nueva vitalidad en la fabricación industrial.

Renuncia
El contenido de esta página es solo para referencia.LSno hace ninguna declaración o garantía expresa o implícita en cuanto a la exactitud, integridad o validez de la información. No se deben inferir parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad del material y tipo o mano de obra en cuanto a lo que un proveedor o fabricante externo entregará a través de la Red Longsheng. Es responsabilidad del compradorSolicitar un presupuesto de piezaspara determinar los requisitos específicos de dichas piezas.Por favorcontáctenosPara más informaciónInfDe hecho, la mayoría de las personas que se.
Equipo LS
LS es una empresa líder en la industriaEspecializada en soluciones de fabricación a medida. Con más de 20 años de experiencia sirviendo a más de 5,000 clientes, nos enfocamos en alta precisiónMecanizado CNC,Fabricación de chapa metálica,Impresión 3D,moldeo por inyección,estampado de metales,y otros servicios de fabricación de ventanilla única.
Nuestra fábrica está equipada con más de 100 centros de mecanizado avanzados de 5 ejes y cuenta con la certificación ISO 9001:2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países de todo el mundo. Ya sea que se trate de producción de bajo volumen o personalización a gran escala, podemos satisfacer sus necesidades con entregas en tan solo 24 horas. ElegirTecnología LSsignifica elegir eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:www.lsrpf.com


