

El troquelado, como tecnología clave en la tecnología de conformado de metales, es ampliamente utilizado en automóviles, electrodomésticos, aeroespacial, electrónica y otros campos. Coloca una placa de metal entre los moldes y utiliza el borde cortante del molde para aplicar presión a la placa, lo que hace que se deforme plásticamente y finalmente se rompa, obteniendo así piezas de la forma y el tamaño requeridos. ElEquipo LSlo llevará a discutir en detalle el principio de funcionamiento, el proceso de deformación, los elementos clave yAplicación de la supresiónen la producción industrial.
¿Qué es el blanking en la fabricación de metales?
El blanking es un proceso de fabricaciónque utiliza troqueles para cortar metal plano en formas precisas. Específicamente, el corte utiliza el borde de corte del troquel para causar la deformación por cizallamiento y la separación del material de la lámina a lo largo de una determinada línea de contorno, obteniendo así piezas o piezas en bruto de la forma y el tamaño requeridos. Durante elProceso de supresión, a excepción del metal cerca de la línea de contorno de cizallamiento, el material de la lámina en sí no sufre deformación plástica, por lo que las piezas procesadas por corte de placa plana aún mantienen una forma plana.
¿Cómo funciona el borrado?
ElPrincipio de funcionamiento de la obturaciónes un proceso que cambia la forma del material mediante la aplicación de una gran cantidad de presión en función de la deformación, la elasticidad y las propiedades plásticas del material. Estos son los pasos detallados sobre cómo funciona el borrado:
- Preparación e instalación de moldes:Diseñar y fabricar un troquel de corte adecuado de acuerdo con la forma y el tamaño de las piezas de corte requeridas. Instale el troquel de corte en la prensa para asegurarse de que el troquel superior e inferior estén correctamente alineados y que la holgura sea adecuada (generalmente del 10 al 15% del espesor de la placa).
- Preparación y posicionamiento del material:Seleccione el material de placa adecuadocomo material de corte, y asegúrese de que su calidad cumpla con los requisitos. Coloque la placa en el banco de la prensa y asegúrela con un dispositivo de posicionamiento para asegurarse de que no se mueva durante el corte.
- Presione el inicio y el cierre del troquel:Inicie la prensa para que el troquel superior comience a moverse hacia abajo. El troquel superior e inferior se cierran gradualmente para aplicar presión a la placa.
- Cizallamiento y separación de material:Bajo la acción de la boca de la cuchilla del molde, el material de la placa comienza a deformarse por cizallamiento. A medida que el molde continúa cerrándose, la deformación por cizallamiento se expande gradualmente hasta que el material de la placa se separa por completo. La parte separada se convierte en punzón, mientras que la otra parte se convierte en chatarra.
- Corte y vertido de residuos:Las piezas se separan de la placa y se colocan en el área de recolección especificada. El material de desecho se descarga a través del orificio de desecho del molde y se recoge en el tanque de desechos.
- Apertura del molde y reinicio de la prensa:La prensa deja de funcionar y el molde se abre gradualmente. A continuación, vuelve a la posición inicial para la siguiente operación de corte.
- Inspección de calidad de las piezas de corte:Piezas de corte de setos para inspección de calidad, incluida la precisión del tamaño, el error de forma, la calidad de la superficie de corte, etc. Si se encuentran problemas de calidad, los parámetros del molde o la prensa deben ajustarse a tiempo para garantizar la calidad de las piezas de corte posteriores.
- Repetir:Si se requieren varios punzones, repita hasta que se complete la producción de la cantidad requerida.
¿En qué se diferencia el blanking de la perforación y el punzonado?
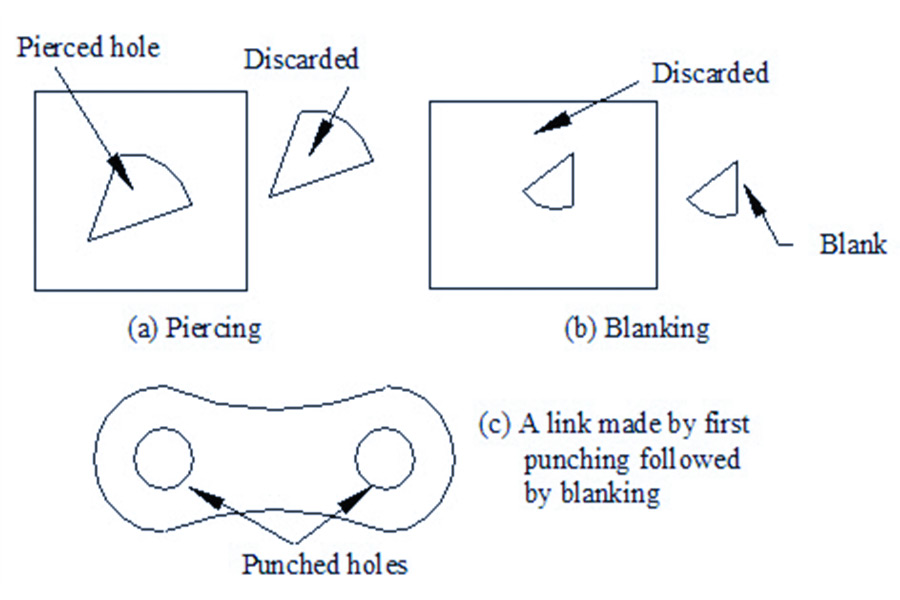
1. ¿Qué es el piercing?
La perforación es un proceso de cizallamientoen el que el metal en bruto se perfora con una herramienta de mecanizado, lo que da como resultado la creación de un orificio circular o de otra forma. A medida que se perfora el metal en bruto, el metal del orificio recién creado se considera chatarra. La máquina perforadora fuerza una herramienta, conocida como blanking
2. ¿Qué es el punzonado?
El punzonado es un proceso de mecanizado que implica la eliminación de chatarra de una lámina de metal en bruto. Requiere el uso de una punzonadora para comprimir una herramienta a través de una lámina de metal en bruto. Si bien el punzonado generalmente se realiza con láminas de metal, admite otros materiales como papel, plástico y varias fibras. La punzonadora presionaba a través de la chapa mientras se colocaba contra un troquel. Por lo tantoLa chapa perforada adopta la misma formacomo el dado utilizado.
3. Blanking VS Piercing VS Punching
(1)Eliminación de material
Las operaciones de punzonado y troquelado son bastante diferentes de las operaciones de perforación. La perforación no elimina ningún material de la lámina de metal. En cambio, solo desplaza el metal, creando una abertura que causa una ligera deformación alrededor del borde del orificio.
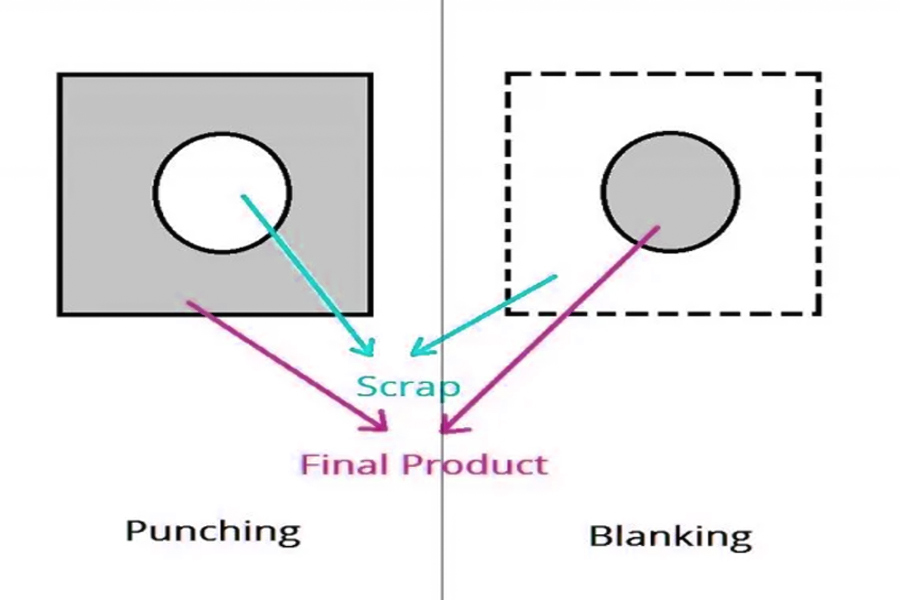
Tanto el punzonado como el corte implican cortar el material. El proceso de punzonado corta el área alrededor de una cavidad. Esto significa que la pieza extraída se considera chatarra. El agujero que queda es el producto que uno quiere.
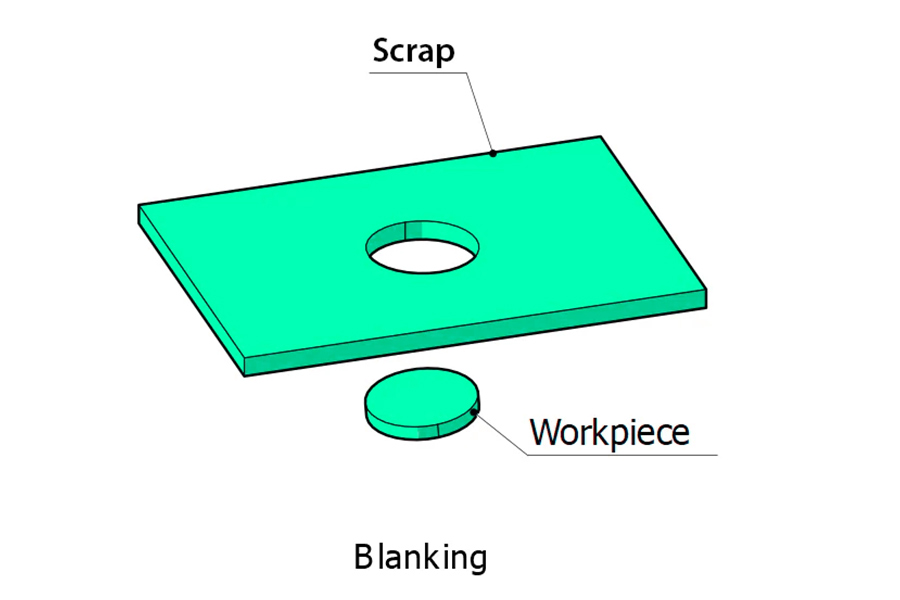
El blanking, por otro lado, es lo opuesto al punzonado. En este caso, la pieza extraída se toma como el producto deseado, mientras que la chapa restante se desecha o se recicla.
(2)Forma y tamaño del agujero:
El proceso de perforación produce agujeros relativamente pequeños y simples, que suelen ser redondos de la misma forma o de cualquier forma simple. El rango de tamaño es limitado en comparación con el piercing o el punzonado.
El proceso de punzonado es mucho más versátil en forma y tamaño. Hay muchas más opciones disponibles para las formas, desde círculos hasta formas muy complejas. El rango de tamaño es potencialmente mayor que el de la perforación, pero los límites de las herramientas también pueden limitarlo.
Operación de obturaciónse enfoca en la pieza recortada en lugar del agujero. Es una aplicación que puede perforar formas muy grandes, a menudo piezas enteras. El "agujero" que queda es lo que no se desea: el espacio negativo del producto deseado.
(3)Selección de herramientas y troqueles
El piercing utiliza un punzón simple sin un dado coincidente. La herramienta determina la forma del agujero. Esta es una configuración muy simple y los cambios se pueden realizar rápidamente.
El punzonado requiere un juego de punzones y matrices coincidentes. El punzón empuja el material a través de una abertura de la matriz. Esto puede dar un corte extremadamente limpio, con el gasto de más tiempo para la configuración.
El corte también utiliza un sistema de punzonado y troquel. Sin embargo, la abertura del troquel de corte es comparativamente más grande para acomodar el producto terminado. La holgura entre el punzón y la herramienta de corte de troquel debe ser sustancial para lograr bordes limpios en la pieza en bruto.
Fabricantes de chapa metálica a medidaguiar a las industrias en la elección de las aberturas de troquel apropiadas yHerramientas de corte.
(4)Aplicación de la fuerza:
La perforación aplica una fuerza concentrada en un área pequeña. El punzón aplica presión a lo largo de la trayectoria del orificio. Esta fuerza concentrada puede perforar el material de manera efectiva en una sola operación.
El punzonado distribuye la fuerza sobre un área más grande. Aplica presión a lo largo de todo el contorno de una forma deseada, distribuyendo la fuerza para un corte limpio de formas complejas.
El proceso de corte requiere una alta fuerza de cizallamiento de los tres procesos. Debe perforar las fuerzas de resistencia del material en toda la periferia de la pieza en bruto de metal en bruto, mientras que la fuerza tiene que cortar todo el espesor de la lámina.
El material adecuado se selecciona en función de los requisitos específicos del proyecto, incluido elForma: Grosor, tamaño y propiedades de la hoja, bajo la guía de los mejores fabricantes por contrato de la India.
(5)Velocidad y precisión:
La perforación tiene una velocidad excelente y una precisión satisfactoria para diámetros pequeños. Encuentra un uso óptimo en operaciones de producción en serie, en las que las piezas con diámetros pequeños a menudo tienen que acomodar varios orificios simples.
El punzonado es una operación que equilibra, en gran medida, entre velocidad y precisión. Las formas complejas se podían golpear rápidamente con pocas imprecisiones.
El corte puede ser más lento como técnica para perfiles grandes y complejos. Sin embargo, el corte puede lograr niveles sobresalientes de precisión para la pieza terminada.
(6)Resistencia del material y durabilidad Impacto
En la perforación, el metal puede debilitarse en los lados que rodean el agujero hasta cierto punto debido al material que rodea el agujero. También hay desplazamiento del metal del orificio, por lo que habría puntos de tensión. Sin embargo, en el caso de láminas delgadas, este efecto tiende a ser mínimo.
El punzonado puede deformar algunas secciones de los bordes alrededor del orificio, lo que resulta en un debilitamiento de la resistencia del material en esa sección.
El corte es el proceso que tiene el menor efecto sobre la resistencia del material. La integridad estructural del producto terminado permanece intacta.
¿Qué materiales se utilizan en el obturado?
ElEl mejor material a utilizar cuando se corta depende de una variedad de factores, incluyendo la forma y el tamaño de la pieza troquelada, los requisitos de precisión, la escala de producción y el presupuesto de costes. Estos son algunos materiales comúnmente utilizados para el borrado:
1. Aluminio
- Funciones:El aluminio es un metal liviano con buena plasticidad y tenacidad, y es fácil de procesar y moldear. Al mismo tiempo,El aluminio tiene buena resistencia a la corrosióny es adecuado para una variedad de entornos.
- Aplicación:En el proceso de obturación, el aluminio se usa a menudo para fabricar piezas livianas y piezas estructurales, como componentes en el campo aeroespacial, paneles de carrocería de automóviles y carcasas de productos electrónicos, etc.
2. Acero inoxidable
- Funciones:El acero inoxidable tiene una alta dureza. Al perforar, el punzón de troquel debe tener una alta dureza y resistencia al desgaste, como ASP-23, ASP60 y otros punzones de acero de alta velocidad en polvo. Al mismo tiempo, el acero inoxidable tiene poca plasticidad y es propenso a agrietarse y deformarse durante el corte. Se requiere un diseño razonable de la estructura del molde y el proceso de corte.
- Aplicación:El acero inoxidable es ampliamente utilizado en el cortedebido a su excelente resistencia a la corrosión y propiedades mecánicas, especialmente donde se requiere alta resistencia a la corrosión y alta resistencia.
3. Cobre
- Funciones:El cobre es relativamente blando y el desgaste del molde es pequeño durante el punzonado, pero se debe tener cuidado para evitar rebabas y deformaciones.
- Aplicación:El cobre y sus aleaciones también son materiales comúnmente utilizados en el corte y son ampliamente utilizados en los campos eléctrico, electrónico y de decoración debido a su buena conductividad eléctrica, conductividad térmica y resistencia a la corrosión.
- Tipo:Las aleaciones de cobre comúnmente utilizadas incluyen latón (aleación de cobre-zinc) y bronce (aleación de cobre-estaño o aleación de cobre-aluminio-silicio, etc.). El rendimiento de dibujo del latón es mejor que el de algunos materiales de cobre puro.
4. Acero al carbono
- Funciones:El rendimiento de corte del acero al carbono se ve muy afectado por el contenido de carbono y el estado del tratamiento térmico. El acero con bajo contenido de carbono es fácil de perforar y no es propenso a agrietarse; El acero con alto contenido de carbono requiere un tratamiento térmico adecuado antes del punzonado para mejorar su plasticidad y reducir la dureza.
- Aplicación:El acero al carbono es uno de los materiales más utilizados en el cortey es ampliamente utilizado en la fabricación de diversas piezas y componentes estructurales debido a su alta resistencia y bajo precio.
- Tipos:Dependiendo del contenido de carbono, el acero al carbono se puede dividir en acero con bajo contenido de carbono, acero con medio carbono y acero con alto contenido de carbono. El acero con bajo contenido de carbono tiene buena plasticidad y propiedades de punzonado y es adecuado para perforar piezas con formas complejas; El acero con alto contenido de carbono tiene una mayor dureza y es adecuado para ocasiones que requieren mayor resistencia y dureza.
5. Acero galvanizado
- Funciones:El rendimiento de punzonado del acero chapado se ve afectado por el material base yCapa galvanizada. La resistencia y la plasticidad del material base determinan la forma y la precisión dimensional de las piezas troqueladas; La capa galvanizada debe permanecer intacta durante el proceso de corte para evitar la corrosión. Al mismo tiempo, las matrices de corte de acero galvanizado deben tener una alta dureza y resistencia al desgaste para hacer frente al desgaste de la capa galvanizada.
- Aplicación:El acero galvanizado es un material que se recubre con una capa de zinc en la superficie de la placa de acero para mejorar su resistencia a la corrosión. En el corte brusco, el acero galvanizado se usa ampliamente donde se requiere una alta resistencia a la corrosión.
- Tipo:De acuerdo con los diferentes métodos de galvanizado, el acero galvanizado se puede dividir en láminas de acero electrogalvanizado (como SECC) y láminas de acero galvanizado en caliente (como SGCC). Las láminas de acero electrogalvanizado tienen mejor conformabilidad y pintabilidad; Las láminas de acero galvanizado en caliente tienen una mayor resistencia a la corrosión.
Preguntas frecuentes
1. ¿Cuál es el proceso de borrado?
El blanking es un proceso de estampadoque utiliza un troquel de perforación para separar las hojas bajo la acción de una prensa. El proceso de corte incluye principalmente las siguientes etapas: (1) Etapa de deformación elástica: cuando el punzón entra en contacto por primera vez con el material de la lámina, el material sufre deformación por compresión elástica y flexión debido a la presión del punzón sobre el material. En este momento, el espacio entre el punzón y el troquel es ligeramente mayor que el grosor del material. (2)Etapa de deformación plástica: a medida que el punzón continúa presionando hacia abajo, el material ingresa a la etapa de deformación plástica. En este momento, el material en el borde de corte del punzón y la matriz se somete a una fuerte acción de cizallamiento y comienza a producir una deformación plástica por cizallamiento. A medida que continúa la deformación, el estado de tensión interna del material cambia y se forman gradualmente grietas por cizallamiento.(3)Etapa de fractura y separación: Cuando la grieta por cizallamiento se expande hasta cierto punto, el material se rompe y se separa en los bordes de corte del punzón y la matriz. En este momento, se forma una sección transversal clara entre la parte ciega y la hoja. (4)Etapa de corte y empuje: una vez completado el punzonado, el punzón continúa presionando hacia abajo para empujar la parte perforada fuera del troquel. Al mismo tiempo, el material restante (residuos) también se descarga de la matriz.
2. ¿Qué hace el borrado?
El corte es ampliamente utilizado en la producción industrial. Su función principal es que puede perforar directamente piezas terminadas con formas y tamaños específicos, como arandelas, resortes, conectores, etc. El corte también puede preparar las piezas en bruto necesarias para otros procesos de estampado (como doblado, embutición profunda, rebordeado, etc.) para su posterior procesamiento. A través de un diseño de diseño razonable y el reciclaje de desechos, el corte puede maximizar la utilización del material y reducir los costos de producción.
3. ¿Cómo funciona el corte fino?
El corte fino es un proceso de corte especial que se realiza en una prensa especial mediante el uso de un troquel de corte fino especial y materiales de corte fino adecuados. Los principalesPrincipio de funcionamiento de la supresión finaes que los troqueles de corte fino generalmente usan un soporte de obturación con un engranaje de anillo y una estructura de troquel convexa y cóncava especial. El corte fino generalmente elige materiales con buena plasticidad y tenacidad, como acero con bajo contenido de carbono, acero inoxidable, etc. Durante el proceso de estampado, el punzón del troquel de corte fino presiona el material a una velocidad más lenta, mientras que la placa de borde ejerce la presión adecuada sobre el material. Dado que la deformación plástica del material se desarrolla completamente durante el proceso de corte fino, la calidad de la sección transversal de las piezas cortadas suele ser mayor. La sección transversal es lisa, muy vertical y no tiene rebabas obvias ni esquinas hundidas.
4. ¿En qué se diferencia el corte del punzonado?
Tanto el corte como el punzonado son procesos de formación de materialesque implican la eliminación precisa de material de una pieza de trabajo. La principal diferencia entre los dos procesos es el producto final producido. En una operación de troquelado, la pieza o producto final se retira o se "perfora" de la hoja más grande y el material restante se descarta como chatarra. Por otro lado, en las operaciones de estampación, el material eliminado se descarta y el producto final es el material restante, que luego se procesa más. Otra diferencia entre los dos procesos es la forma en que el fabricante maneja la hoja inicial. En las operaciones de estampado, generalmente eliminan un mínimo de material de la pieza de trabajo original para minimizar el desperdicio de material. Por el contrario, las operaciones de corte son más eficientes cuando se elimina la mayor cantidad de material de la pieza de trabajo. Para pedidos de lotes medianos a grandes, el punzonado y el troquelado son métodos de producción extremadamente rentables. Si bien es posible que la chatarra perforada durante el proceso de punzonado no se utilice en operaciones posteriores, en muchos casos se puede reciclar o reutilizar, lo que resulta en ahorros de costos significativos.
Resumen
Como una importante tecnología de procesamiento de metales,El corte juega un papel decisivo en la fabricación moderna. A través de la innovación tecnológica continua y la actualización de equipos, el proceso de corte se desarrollará hacia una mayor precisión, una mayor eficiencia y una mayor automatización, proporcionando un fuerte apoyo para la transformación y actualización de la industria manufacturera.

Renuncia
El contenido de esta página es solo para referencia.LSno hace ninguna declaración o garantía expresa o implícita en cuanto a la exactitud, integridad o validez de la información. No se deben inferir parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad del material y tipo o mano de obra en cuanto a lo que un proveedor o fabricante externo entregará a través de la Red Longsheng. Es responsabilidad del compradorSolicitar un presupuesto de piezaspara determinar los requisitos específicos de dichas piezas.Por favorcontáctenosPara más informaciónInfDe hecho, la mayoría de las personas que se.
Equipo LS
LS es una empresa líder en la industriaEspecializada en soluciones de fabricación a medida. Con más de 20 años de experiencia sirviendo a más de 5,000 clientes, nos enfocamos en alta precisiónMecanizado CNC,Fabricación de chapa metálica,Impresión 3D,moldeo por inyección,estampado de metales,y otros servicios de fabricación de ventanilla única.
Nuestra fábrica está equipada con más de 100 centros de mecanizado avanzados de 5 ejes y cuenta con la certificación ISO 9001:2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países de todo el mundo. Ya sea que se trate de producción de bajo volumen o personalización a gran escala, podemos satisfacer sus necesidades con entregas en tan solo 24 horas. ElegirTecnología LSsignifica elegir eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:www.lsrpf.com


