

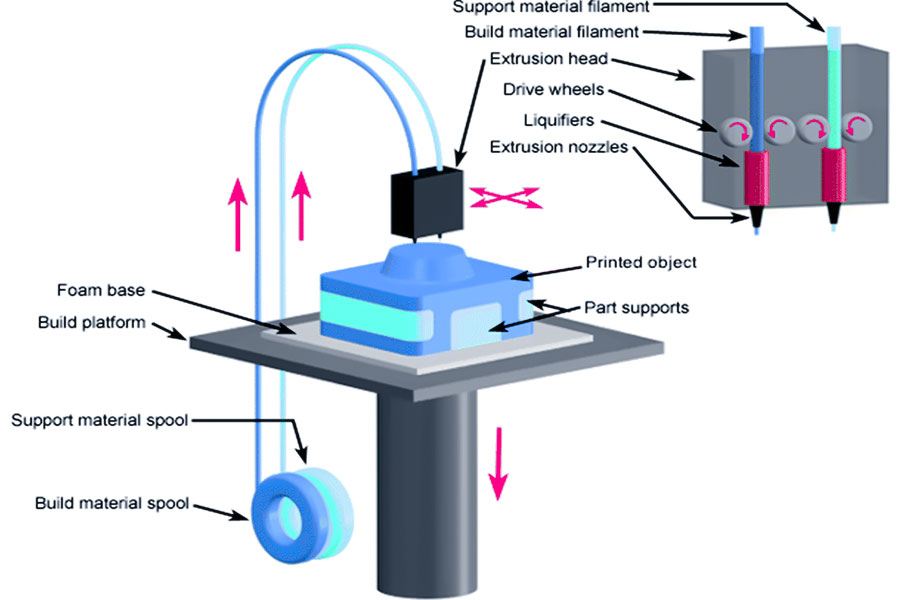
PVA und HIPS sind zwei häufig verwendete thermoplastische Materialienim 3D-Druck und bieten aufgrund ihrer unterschiedlichen Eigenschaften jeweils eigene Vorteile. Dank seiner Wasserlöslichkeit von 92 % und seiner extrem hohen Wasserlöslichkeit hat sich PVA zu einem unverzichtbaren Trägermaterial für den Metall-3D-Druck, Hochleistungs-Harzguss und mehr entwickelt. Es kann Suspensionen mikrometergenau stützen und bei der nachfolgenden Verarbeitung im Wasserbad zerstörungsfrei abgelöst werden. Seine hohe Sprödigkeit und geringe Temperaturbeständigkeit schränken jedoch seine direkte Verwendung als Funktionskomponente ein. Der HIPS-3D-Druck konzentriert sich auf die funktionale Fertigung und eignet sich ideal für Spritzgussformen, Prototypen von Automobilkomponenten und leichte Strukturkomponenten mit einer Scherfestigkeit zwischen den Schichten und einer Schlagzähigkeit von 15–20 MPa.
Obwohl es sich bei beiden um FDM-Prozessverbrauchsmaterialien handelt, ergänzen sie sich hinsichtlich Löslichkeit, mechanischer Eigenschaften und Kettenanpassungsfähigkeit. Dieser Unterschied führt den 3D-Druck in eine neue Ära der Multimaterial-Hybridfertigung
Was sind PVA und HIPS im 3D-Druck?
PVA ist ein wasserlösliches Polymer, das aus Polyvinylalkohol-Monomeren polymerisiert und häufig als Hilfsmittel oder Klebstoff im 3D-Druck verwendet wird. Es ist hydrophil, wasserlöslich, ungiftig, schmilzt bei hohen Temperaturen (Tm) (ca. 230 °C) und erweicht bei 60–80 °C. PVA hat eine hohe Zugfestigkeit (ca. 50–70 MPa), ist jedoch spröde und weist eine geringe Schlagzähigkeit auf. Bodenmikroben können sich auf natürliche Weise zu Wasser und Kohlendioxid zersetzen und ohne industrielle Behandlung in die Natur zurückkehren (beschleunigter Abbau unter industriellen Kompostbedingungen).
2. HIPS (Hochschlagfestes Polystyrol)
HIPS ist ein modifiziertes Polystyrolmaterial, dessen Schlagfestigkeit durch die Zugabe von Härtemitteln wie Styrol-Butadien-Kautschuk verbessert werden kann. Es wird üblicherweise für Funktionskomponenten oder die Prototypenvalidierung im 3D-Druck verwendet. HIPS weist eine Stoßfestigkeit von 10–20 kJ/m² auf, die deutlich höher ist als die von PVA, und ist zudem thermisch stabil (bis zu 100 °C im Langzeiteinsatz).
Es muss in einem Limonen-Lösungsmittel (natürliches ätherisches Zitrusöl) gelöst werden. Der Prozess erfordert eine Temperaturkontrolle (ca. 70 °C). Das Lösungsmittel ist flüchtig und erfordert eine Belüftung. Die Herstellung von HIPS basiert auf petrochemischen Rohstoffen, die in der Natur nur schwer abbaubar sind. Eine langfristige Anreicherung kann Böden und Gewässer verunreinigen und erfordert eine professionelle Chemikalienrückgewinnung.
Was löst sich schneller auf: PVA oder HIPS?
Im 3D-Druck ist die Auflösungsrate von PVA deutlich höher als die von HIPS:
1. Vergleich der Auflösungsraten
| Indikator | PVA (Polyvinylalkohol) | HIPS (Hochschlagfestes Polystyrol) |
| Lösungsmittel | Wasser (25 °C kaltes Wasser, vollständige Auflösung innerhalb von 12 Stunden). | Limonenlösungsmittel (mehrere Stunden bei 70 °C erhitzt, um sich aufzulösen). |
| Auflösungsgeschwindigkeit | Schnellste (kein Erhitzen erforderlich, kann bei Raumtemperatur schnell quellen). | Langsam (abhängig von der Lösungsmittelverdunstung und Diffusion, erfordert hohe Temperaturen). |
| Rückstände | Keine (vollständig wasserlöslich). | Keine (Limonen ist recycelbar, aber die Lösungsmittelkosten sind relativ hoch). |
2.Unterschiede in den Auflösungsmechanismen
PVA (Polyvinylalkohol):
- Molekülstruktur: Enthält große Mengen an Hydroxylgruppen (-OH), die über Wasserstoffbrücken an Wassermoleküle binden, ohne chemische Bindungen im Lösungsprozess aufzubrechen.
- 3D-Druckunterlage: Nach dem Drucken in kaltem Wasser auflösen, in 5–10 Minuten einweichen und nach 12 Stunden vollständig entfernen (z. B. Zahnmedizinische Unterlage).
- Rapid-Prototyping-Reinigung:Kein mechanisches Polieren erforderlich, um das Risiko einer Modellbeschädigung zu reduzieren.
HIPS (Hochschlagfestes Polystyrol):
- Molekülstruktur: Es handelt sich um ein thermoplastisches Polymer, dessen Styrolgruppen durch chemische Lösungsmittel wie Limonen aufgelöst werden müssen.
- Nachbearbeitung beim HIPS-3D-Druck:Zum Entfernen komplexer interner Stützen oder Klebstoffe (wie z. B. Klebeschichten beim 3D-Druck von Metall) müssen Komponenten stundenlang in 70 °C heißer Limonade eingeweicht werden.
- Industrielle Reinigung: Geeignet für Anwendungen, die eine präzise Reinigung erfordern (z. B. Herstellung von Mikrofluidchips).

Welche Unterschiede gibt es in der Kompatibilität zwischen PVA und HIPS im 3D-Druck?
Nachfolgend finden Sie einen Vergleich von PVA und HIPS bei verschiedenen 3D-Druckverfahren:
| Verfahrensart | PVA (Polyvinylalkohol) | HIPS (Hochschlagfestes Polystyrol) |
| SLM | ✅ Metallisches Trägermaterial (rückstandsfrei aufgelöst). | ❌ Nicht anwendbar (niedriger Schmelzpunkt,Metall nicht tragfähig). |
| FDM | Verfügbar, erfordert jedoch ein Doppeldüsensystem (in Verbindung mit HIPS). | ✅ Mainstream-Verfahren (kostengünstig, einfache Bedienung). |
| SLS |
✅ Keine Stützstruktur erforderlich, glatte Oberfläche (erfordert Schutz vor Stickstoffoxidation).
|
✅ Keine Stützstruktur erforderlich, bevorzugt für harte Teile. |
Die Wahl zwischen PVA und HIPS für Dual-Printing Extrusion?
1.Prinzip- und Anpassungsanalyse der Doppelextrusion Prozess
Prozesstyp-Anpassungsmatrix
| Doppelextrusionsmodus | Anwendbarkeit von PVA | Anwendbarkeit von HIPS |
| Laminierter Verbundwerkstoff | ★★★★☆ | ★★☆☆☆ |
| Co-Extrusionsgranulierung | ★★☆☆☆ | ★★★★★ |
| Farbverlauf-Co-Extrusion | ★★★☆☆ | ★★★★☆ |
Thermische Kompatibilität
- Inkonsistente Glasübergangstemperatur (Tg): Nur 8 °C Unterschied zwischen PVA (87 °C) und HIPS (95 °C),erfordert Prozesskontrolle, um die Verschachtelung des Temperaturfensters zu erreichen.
- Schmelzviskosität: PVA beträgt 1000 cP bei 60 °C, 50 cP bei 200 °C, 5000 cP bei 180 °C und 1200 cP bei 220 °C für HIPS.
2.Vergleich und Optimierung wichtiger Prozessparameter
Temperaturregelungsstrategie
| Parameter | PVA-Prozessfenster | HIPS-Prozessfenster | Kooperatives Steuerungsschema für duale Extrusion |
| Temperatur | 50–70 °C | 80–100 °C | Einsatz einer segmentierten Temperierform (drei unabhängige PID-Zonen). |
| Zufuhrtemperatur | 65±2 °C | 190±5 °C | Gradientenheizsystem (Vorwärmbereich/Dosierbereich/Mischbereich). |
Modell zur Anpassung der Schneckendrehzahl
Die optimale Geschwindigkeitskombination wurde durch Moldflow-Simulation ermittelt:
- PVA-Seitenschnecken: 40–60 U/min (geringe Scherkraft zur Vermeidung von Zersetzung).
- HIPS-Seitenschnecke: 80–120 U/min (hohe Füllrate erforderlich).
- Synchronisationsfehlerregelung: ± 0,5 U/min (gesteuert durch Servomotor-Regelkreis).
3.Erläuterung der Entscheidungsgrundlagen
- Priorität des biologischen Abbaus:PVA weist nach 180 Tagen eine Abbaurate von über 92 % im Boden auf (ASTM D6400 Standard), geeignet für den Einsatz in Lebensmittelverpackungen und Agrarfolien usw.
- Schlagschwelle: Hochschlagfestes Polystyrol mit Kerbschlagzähigkeit >60 kJ/m² (GB/T 1040.2) für Arbeitsbedingungen wie Autostoßstangen und Gehäuse von Haushaltsgeräten.
- Notwendigkeit einer Hybridmodifizierung: Wenn ein Material nicht sowohl Barriereeigenschaften (PVA-Vorteil) als auch mechanische Festigkeit (HIPS-Vorteil) bietet, müssen Synergien durch Interface Engineering oder die Modifizierung von Drittkomponenten erzielt werden.
Wie lagert man PVA- und HIPS-Filamente richtig?
PVA-Filament-Sonderlagerplan
1.Verpackungstechnik
Mehrschichtige Verbundverpackungen:
- Außenschicht: PET/EVOH-Barrierefolie (Sauerstoffdurchlässigkeit ≤ 5 cm³/(m² · 24 h · 0,1 MPa)).
- Zwischenschicht: Aluminiumfolienbeutel (Feuchtigkeitsbarriere <0,1 g/m²/24 h).
- Innenschicht: PVA-beschichtetes Kraftpapier (Feuchtigkeitsaufnahmerate <3 %).
Konfiguration des Feuchtigkeitsschutzmittels:
- Silikontrockner (25 % ± 5 % Feuchtigkeitsaufnahme bei 25 °C, 60 % relative Luftfeuchtigkeit) einsetzen.
- Jede 50-kg-Packung enthält 20 g Molekularsieb (Typ 4A).
2.Technologien zur Umweltkontrolle
Konstantfeuchtsystem:
- Mit Luftentfeuchter (Taupunkttemperatur < -10 °C).
- Belüftung neuer Luftsysteme ≥ 10-mal pro Stunde.
Temperaturregelungsstrategie:
- Fußbodenheizungssystem mit Temperaturregelung für Trennwände (Genauigkeit: 1 °C).
- Alarmschwelle für hohe Temperatur auf 32 °C eingestellt (verbundener Abluftventilator startet).
Sonderlagerplan für HIPS-Filamente
1.Antioxidantien-Verpackungssystem
- Vakuumverpackung: Restsauerstoff <2 % (Stickstoffverdrängung).
- Antioxidationsbeschichtung:
- 0,5 µm dickes Phthalocyanin-Kupferpigment (> 500 mg/g Sauerstoffabsorption) auf das PP-Substrat sprühen.
- Äußere Schicht aus EVA-Verbundschaum (Wärmeleitfähigkeit 0,035 W/m). K)).
2.Physikalisches Schutzdesign
- Antistatische Maßnahmen: Wenn der Erdungswiderstand des Lagerregals weniger als 4 Ω beträgt,Bedecken Sie es mit einer PE-Folie mit einem Oberflächenwiderstand von 1 × 10^6 – 1 × 10^8 Omega.
- Mechanische Schutzstruktur: Modulare Regale (Lagenabstand ≥ 30 cm zur Vermeidung von Druckverformungen) mit 3-Punkt-Stützrahmen pro Rolle (Gleichmäßigkeit der Druckverteilung ≥ 90 %).
Wie sicher sind HIPS und PVA?
1.HIPS-Sicherheitsanalyse
Toxikologische Daten: FDA Food Exposure Material Criteria (21 CFR §) 177.1640), Akute orale Toxizität LD50 > 5000 mg/kg (Mäuse).
Prozesssicherheit: Beim industriellen Druck der Firma LSist die Viskosität der HIPS-Schmelze stabil (Energieumwandlungseffizienz 10-3-10 4 Pa/s), die Düsenverstopfungsrate liegt unter 0,1 % und es treten keine nennenswerten VOC-Emissionen auf (siehe Norm ISO 10993-10).
Abfallentsorgung: Unterstützt mechanisches Recycling und kann mehr als fünfmal wiederverwendet werden, wenn die zurückgewonnenen Partikel zerkleinert werden. Die mechanische Zersetzung liegt bei ≤ 15 %.
2.PVA-Sicherheitsanalyse
Biokompatibilität: Zytotoxizität von 0 (ISO 10993-5), gemessen nach USP Level 6, anwendbar auf medizinisches Prototyping.
Umweltfreundlich: Vollständige Hydrolyse zur Herstellung von unschädlicher Essigsäure und Wasserstoffgas mit einem Abbauzyklus von <7 Tagen (destilliertes Wasser bei Raumtemperatur).
Prozesskompatibilität: Scherfestigkeit zwischen den Schichten ≥15 MPa bei Verwendung mit PLA/ABS und anderen Materialien der Doppeldüse der Firma LS System.
Welche technischen Schwierigkeiten bringt der HIPS-3D-Druck bei großen und komplexen Strukturen mit sich?
Im Bereich des HIPS-3D-Drucks adressieren die Kerntechnologielösungen von LS die häufig auftretenden Herausforderungen. in der großformatigen Fertigung komplexer Strukturen:
1.Widersprüche zwischen den natürlichen HIPS-Materialeigenschaften und dem Massendruck
- Konflikt zwischen thermischer Schrumpfrate und Maßgenauigkeit
Die lineare Schrumpfungsrate des HIPS-Materials während der Aushärtung beträgt 0,8–1,2 % und ist damit viel höher als die von PVA. Wenn die Druckgröße 500 mm überschreitet, kann die angesammelte thermische Spannung leicht zu Verformungen führen, insbesondere bei hängenden Strukturen und dünnwandigen Bereichen.
- Konflikt zwischen Schmelzfestigkeit und Zwischenschichthaftung
Der HIPS-Schmelzflussindex (MI=5-15g/10min) eignet sich für Hochgeschwindigkeitsdruck, aber seine Glasübergangstemperatur (Tg ≤90 °C) ist niedrig und die Abkühlung zwischen den Schichten erfolgt schnell, was zu einer Abnahme der Grenzflächenscherfestigkeit führt.Die Ergebnisse zeigen, dass die Abziehkraft zwischen den Schichten unter nicht optimierten Druckbedingungen 40–60 % niedriger ist als der theoretische Wert.
2.Der Durchbruch der Kerntechnologie des Unternehmens LS
- Technologie zur Kontrolle thermischer Verformungen:
Die Firma LS verwendet ein geschlossenes Temperaturkontrollsystem in Kombination mit einem Zweizonen-Heizkammerdesign, um den Temperaturunterschied zwischen den Schichten auf ±3 °C zu regeln und so die Ansammlung von thermischer Spannung entlang der Z-Achse effektiv zu verhindern.Die Technologie reduziert die Verzugsverformung von 1-Meter-HIPS-Komponenten auf weniger als 0,5 mm und erfüllt so die Anforderungen an die Montagegenauigkeit von Präzisionskomponenten für die Luft- und Raumfahrt.
- Progressives Laserscanning:
Die Schmelzbadtiefe wird durch einen S-förmigen Scanpfad in Kombination mit dynamischer Leistungsanpassung präzise gesteuert (± 0,02 mm).
- Automatisierung der Nachbehandlung:
Schnelle Homogenisierung des ungleichmäßigen Temperaturfelds mit einer Restspannungsfreisetzung von 82 % durch 2,45 GHz Mikrowellenbestrahlung.

Welches Sicherheitssystem verfügt die Firma LS?
1.Gerätesicherheitsdesign
Genauigkeit der Temperaturregelung: ±1 °C Regelung zur Vermeidung von Überhitzung und Zersetzung von Materialien (Td > 300 °C (HIPS-Zersetzungstemperatur).
Abluftfilterung: Standard-HEPA-Filterelement mit Aktivkohle, Filtereffizienz für flüchtige organische Verbindungen (VOCs) > 99,9 %.
Datenbank zur Materialkompatibilität: Basierend auf der LS-Cloud-Plattform werden die Materialparameter in Echtzeit aktualisiert, um sichere Druckintervalle automatisch anzupassen.
2.Qualitätskontrolle Verfahren
- Eingangsprüfung: Prüfbericht durch Dritte für jede Lieferung (SGS/RoHS/REACH).
- Prozessüberwachung: Die Maschine ist mit integrierten Sensoren zur Überwachung wichtiger Indikatoren wie Schmelzdruck und Sauerstoffgehalt ausgestattet.
- Zertifizierung des fertigen Produkts: Komplexe Teile müssen 12 Zuverlässigkeitstests bestehen, wie z. B. Fallhammerschlag und Salznebelkorrosion.
Zusammenfassung
Im 3D-Druck sind PVA und HIPS zwei häufig verwendete Verbrauchsmaterialien für unterschiedliche Anwendungsszenarien mit einzigartigen Leistungsvorteilen. PVA wird aufgrund seiner hohen Transparenz und hervorragenden Löslichkeit häufig verwendet. Es unterstützt die Suspension im komplexen Metall-3D-Druck und lässt sich nach dem Drucken aufgrund seiner Wasserlöslichkeit leicht entfernen. HIPS-3D-Druck hingegen konzentriert sich eher auf die Herstellung funktionaler Endprodukte mit guter Schlagfestigkeit und Oberflächenglätte, die sich für die schnelle Prototypenfertigung von Prototypenteilen, Lehrmodellen und sogar kostengünstigen Spritzgussformen eignen.
HIPS erfordert zudem eine Temperaturkontrolle während des Drucks und den Einsatz spezieller Düsen, um die Stabilität des Schmelzzustands zu gewährleisten. Die beiden Materialien unterscheiden sich deutlich in ihrer Abbaubarkeit und mechanischen Festigkeit: PVA ist umweltfreundlich, aber zerbrechlich, während HIPS zwar haltbar, aber schwer biologisch abbaubar ist.
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-SerieEs wird keine ausdrückliche oder stillschweigende Zusicherung oder Gewährleistung hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen übernommen. Es kann nicht gefolgert werden, dass die Leistungsparameter,Geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art sowie Verarbeitung, die der Drittanbieter oder Hersteller über das Longsheng-Netzwerk bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Angebot für Teile an, um die spezifischen Anforderungen für diese Teile zu ermitteln. Kontaktieren Sie uns. Weitere Informationen erhalten Sie unter: LS-Team. Mit über 20 Jahren Erfahrung und über 5.000 Kunden konzentrieren wir uns auf hochpräzise CNC-Bearbeitung, Blechbearbeitung, 3D-Druck, Spritzguss, Metallstanzen und weitere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten Kunden in über 150 Ländern weltweit schnelle, effiziente und hochwertige Fertigungslösungen. Ob Kleinserienfertigung oder kundenspezifische Massenproduktion – wir erfüllen Ihre Anforderungen mit schnellster Lieferung innerhalb von 24 Stunden. Entscheiden Sie sich für LS Technology. Das bedeutet Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.lsrpf.com
FAQs
1.Können PVA und HIPS zusammen verwendet werden?
Das Mischen ist strengstens verboten.Bei Verwendung wasserlöslicher Stützstrukturen härtet PVA bei Kontakt mit Limonen (üblicherweise bei der HIPS-Wiederaufbereitung verwendet) aus, wodurch unlösliche Stützstrukturen entstehen. und sogar die HIPS-Oberfläche beschädigen.
2. Ist HIPS umweltfreundlich?
HIPS enthält eine Benzolringstruktur und herkömmliches Recycling erfordert Pyrolyse oder chemische Zersetzung.Mithilfe von Molekulardestillationsanlagen können mehr als 95 % der Lösungsmittel recycelt werden, wodurch die VOC-Emissionen reduziert werden.Für Privatanwender ist die eigenständige Beseitigung des Problems riskant.
3. Kompatibilität zwischen PVA und PLA?
Die Kompatibilität von PVA mit PLA wird durch Unterschiede in den Wärmeausdehnungskoeffizienten begrenzt (PVA: 5,3 × 10^-5 °C, PLA: 4,7 × 10^-5 °C).Beim Drucken einer Hängestruktur kann die Spannweite 50 mm überschreiten. Die temperaturbedingte Ausdehnungsdifferenz kann dazu führen, dass die Zwischenschichthaftung versagt.
4.Warum eignet sich HIPS-3D-Druck für die Herstellung von Spritzgussformen?
HIPS ist mäßig hart (Mohshärte 5-6), thermostabil (Glasübergangstemperatur liegt bei ca. 95 °C) und die Oberfläche kann mit einem Spiegeleffekt behandelt werden.Das von LS entwickelte HIPS-Spezialdruckverfahren kann in Kombination mit der Mehrachsen-Kopplungsverarbeitungstechnologie präzise Die komplexe Oberfläche des Stempels nachbilden.
Ressourcen
Gesundheits- und Sicherheitsrisiken des 3D-Drucks


