


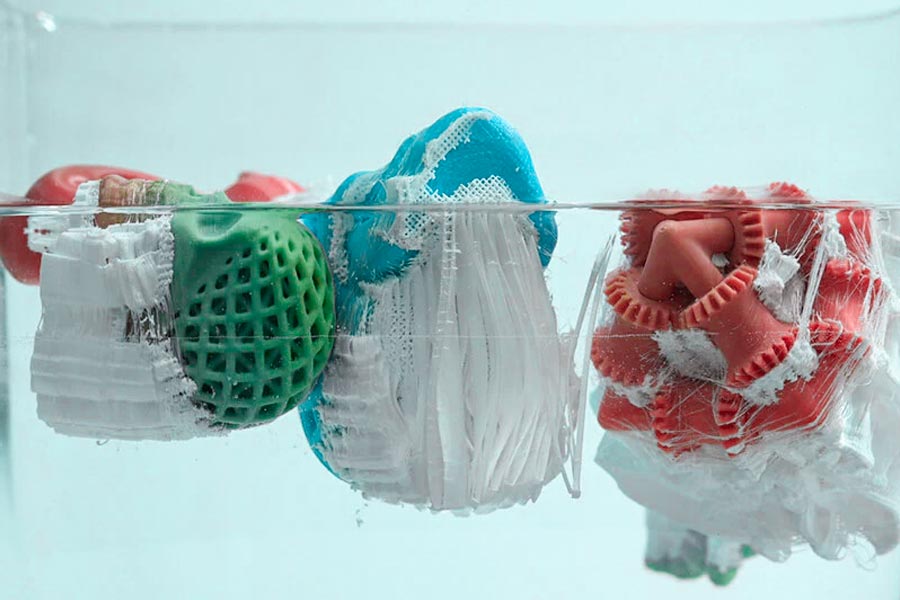
Was ist wasserlösliches Filament?
wasserlösliches Filament ist ein 3D-Druckmaterial, das in Wasser schmelzen kann. personen verwenden sie, um die Unterstützungsstruktur des Modells zu drucken . Wenn Sie die spiralförmige Hohlstruktur drucken, wird das gesamte Modell in 40 ℃ Wasser eingeweicht. Diejenigen, die so präzise sind wie Spinnennetze, werden innerhalb von 6 Stunden automatisch verschwinden, und die Oberflächenfinish wird im Vergleich zur manuellen Verarbeitung um 300% verbessert!
Gegenwärtig sind die wässrigen Wasserlösungsfilamente PVA, BVOH und Hüften. PVA muss mehrere Stunden lang in warmem Wasser getränkt werden, um zu schmelzen, ist jedoch für die Verwendung mit gemeinsamen PLA -Materialien geeignet. BVOH schmilzt schneller in kaltem Wasser und kann in zwei Stunden gereinigt werden, aber der Preis ist teurer als PVA. Beide Materialien haben Angst vor Feuchtigkeit und sollten zu normalen Zeiten in versiegelten Beuteln gelagert werden. Hüftmaterial kann nicht direkt mit Wasser geschmolzen werden und erfordert spezielle chemische Lösungsmittel.
Was sind gängige Wasserlösungs -Filamenttypen?
1.PVA -Material
pVA-Material ist eine repräsentative Art von Wasserlösungsmaterial . Es kann bei Raumtemperatur in Wasser gelöst werden, muss jedoch 4-8 Stunden lang eingeweicht werden. Die Düsentemperatur muss während des Drucks zwischen 190 und 220 ℃ stabil sein. Es ist empfindlich gegenüber Luftfeuchtigkeit und ist leicht feucht und verschlechtert, wenn die Luftfeuchtigkeit 30%überschreitet. Es muss von langfristiger Lagerung in einer feuchten Umgebung vermieden werden. PVA -Material eignet sich zum Herstellen von Stützstrukturen für komplexe Modelle mit PLA -Material.
2.bvoh Material
bvoh ist langlebiger als PVA. Es kann nicht mehr als 2 Stunden in kaltem Wasser bei 20 ° C gelöst werden, und sein Feuchtigkeitsbeständigkeit ist mehr als 50% höher als die von PVA. Die Drucktemperatur ist höher (210-230 ℃), was für Modelle geeignet ist, die gegen hohe Temperaturen resistent sein müssen. Gleichzeitig sollte die Drucktemperatur nicht niedriger als 210 ℃ sein, was die Düse leicht blockieren kann.
3.HIPS MATERIALIEN
Hüftmaterial gehört zu Lösungsmittelbasis -Stützmaterialien. Wenn Sie Wasserlösungsmaterial zum Drucken von ABS verwenden möchten, ist dies die beste Wahl und muss mit D-Limonen gelöst werden. Wir einweichen das Modell in Lösungsmittel für 30-60 Minuten, warten, bis die Stützstruktur vollständig erweichen kann, und entfernen und reinigen sie dann.
Dieses Material erfordert eine hohe Drucktemperatur, und die Düse muss eine Arbeitstemperatur von 240 ℃ -260 ℃ aufrechterhalten. geeignet, um große Modelle oder Strukturen zu erstellen, für die hochdurchschnittliche Unterstützung erforderlich ist . Tragen Sie während des Betriebs Schutzhandschuhe und behandeln Sie Lösungsmittel in einer gut belüfteten Umgebung.
Technische Parameter Vergleichstabelle
| charakteristisch | PVA | bvoh | Hüften |
| Auflösender Medium | Normale Temperatur Wasser | Kaltes Wasser | D-Limonen |
| Auflösungszeit | 4-8H | ≤2H | 0,5-1h |
| Drucktemperatur | 190-220 ℃ | 210-230 ℃ | 240-260 ℃ |
| Anwendbare Hauptmaterialien | PLA-Klasse | Allgemeine Verwendung | ABS |
Sicherheits -Tipps:
Wenn Sie Hüften (ein wasserlösliches Material) verwenden, ist D-Limonen-Lösungsmittel flüchtig und die Luftzirkulation muss in der Betriebsumgebung sichergestellt werden. Es wird empfohlen, eine Gasmaske und korrosionsresistente Handschuhe auszurüsten. Abfallflüssigkeit sollte nach chemischen Behandlungsstandards recycelt werden, und es ist verboten, direkt in das Abwassersystem entlassen zu werden.

Warum in komplexen 3D-Drucken wasserlösliche Stützen verwenden?
1.Geometrische Anpassungsfähigkeit
Wasserlösliche Gerüst erstellen automatisch Baum wie Stützstrukturen über Software -Plugins wie Cura und Fillamentum. Diese Struktur kann sich an die Oberfläche komplexer Modelle festhalten.
- Besprechen Sie das Problem des extremen Überhangs: Für Teile mit Überhangwinkeln von weniger als 15 Grad (wie Turbine Blattoberfläche s), Klassen können materielle Schlägen oder Bruch oder Bruch oder Bruch oder Bruch oder Bruch oder Trennung verhindern.
- Intelligente Lückenfüllung: Auf dem Zahnradbiss oder Zweig des Gefäßmodells füllt die Klammer automatisch die kleinen Lücken, die traditionelle Unterstützung nicht erreichen kann. .
- Fallanwendung: LS erreichte erfolgreich eine 0,2-mm-Präzisionsnetzkühlkanalstruktur mit einer wasserlöslichen Klammer beim Prototypendruck einer bestimmten Luft- und Raumfahrtkomponente.
2. Oberfläche Verfeinerungsverbesserung
Der Rauheitswert der Kontaktfläche zwischen der wasserlöslichen Klammer und dem Modell kann innerhalb von 3,2 Mikrometern gesteuert werden, was mehr als doppelt so hoch ist wie herkömmliche Stützen.
- Kontaktoberflächenoptimierung: Nachdem sich die Klammer aufgelöst hat, bleiben nur leichte Spuren auf der Oberfläche des Modells. Wischen Sie mit einem feuchten Tuch ab, um eine Glätte zu erreichen, die direkt gestrichen werden kann.
- Durchbruch im medizinischen Bereich: In einem bestimmten künstlichen Ohrdruckprojekt Die Knorpelstrukturoberfläche, die von einem Wasserlösungs-Scott unterstützt wird, kann direkt für Silicon-Flipping verwendet werden.
Datenvergleich:
Nachdem die traditionelle Unterstützung entfernt wurde, befinden sich Burrs auf der Oberfläche (Rauheit ≥ 6,3 μm).
3. Umfassendes Effizienz -Upgrade
Nach der Einführung einer wasserlöslichen Unterstützung können Benutzer die Nachbearbeitungszeit um mehr als 70%verkürzen. Dies ist besonders für Modelle mit internen Strukturen deutlich.
Zeitkostenvergleich:
| Produktionsprozesse | Traditionelle Unterstützung braucht Zeit | Wasserlösliches Stent zeitaufwändig |
| Unterstützung entfernen | 45 Minuten/Stück | 5 Minuten lang einweichen |
| Oberflächenbehandlung | 30 Minuten Polieren | 2 Minuten wischen |
spezielle strukturelle Anwendungen:
- Kfz -Kreislaufmodell: Nach dem Auflösen der Halterung ist das gebogene Rohr mit einem Innendurchmesser von 0,8 mm vollständig zurückgehalten.
- Prototyp der mechanischen Uhr: 32 verschachtelte Zahnradsätze können gleichzeitig vollständig entfernt werden.
- Arbeitskostenreduzierung: Laut LS ' Batch-Produktionsprojekt Daten hat die Verwendung von Wasserlöslichen Klammern die Einstiegskosten von 8,7 USD auf 2,1 USD gesenkt.
Spezifische Verbesserungsmethoden für den LS -Betriebsprozess
Prototypenproduktionsprozess von Drohnenpropeller:
- Traditioneller Weg:
Die Unterstützung führte manuell ab dem Abbau der Unterstützung zu einer Verformung von drei Propellerblättern.
Die Reparatur der Oberfläche dauert 2 Stunden.
Die endgültige Schrottrate beträgt 25%. - Wasserlösliches Unterstützungsschema:
Einweichen Sie 90 Minuten lang in 60 ℃ warmem Wasser und trennen sich automatisch.
Vorsichtsmaßnahmen:
Wassertemperaturkontrolle: Es wird empfohlen, einen Wassertank mit konstanter Temperatur zu verwenden (mit einem Fehler von ± 2 ℃).
Auflösungszeit: 15 Minuten pro Millimeter Stent Dicke einweichen.

Wie kann man die Feuchtigkeitsabsorption der Filament während des Drucks verhindern?
1. Vollgedehntes Fütterungssystem
Es wird empfohlen, ein Fütterungssystem mit einer versiegelten Trocknungsbox (wie Prusa MMU3) zu verwenden. Dieses System speichert das Filament in einer geschlossenen Umgebung mit einer Luftfeuchtigkeit unter 15%.
Arbeitsprinzip:
Farbveränderte Kieselgel-Desrocknung wird in die Materialbox platziert (ersetzen Sie, wenn Blau rot wird).
Effektvergleich: Der Feuchtigkeitsgehalt von PVA-Wasserlösungsmittel Die Abstand. 7 Tage.
2.Intelligent Feuchtigkeitsüberwachungssystem
Gerätekonfiguration: Im Drucker wird ein hochpräziser Luftfeuchtigkeitsdetektor installiert. Die Sonde erkennt alle 5 Minuten Umgebungsdaten, und der Messfehler überschreitet ± 3% des Feuchtigkeitswerts nicht.
Auslöser Alarm:
Wenn die Luftfeuchtigkeit der Speicherumgebung von PVA -Material 35% überschreitet und das von BVOH -Material 45% überschreitet, wird das Steuerungssystem die Ausrüstungswarnlicht beleuchtet, dann eine Push -Benachrichtigung an das Mobiltelefon des Bedieners senden und schließlich den Druckauftrag automatisch aussetzen. Dieser frühe Warnmechanismus kann verhindern, dass hygroskopische Materialien in die Hochtemperaturdüse eintreten, um Blasen und Ausbrüchen zu erzeugen, und Mondkrater-ähnliche Defekte auf der Oberfläche der gedruckten Teile vermeiden .
Verknüpfungsfunktion: Einige Geräte für Industriequalität können automatisch die Materialdastenheizung starten (40 ℃ warme Luftzirkulation).
Betriebsfall: Die gemessenen Daten eines Herstellungsraums zeigten, dass die Druckfehlerrate aufgrund der Feuchtigkeit nach der Installation des Überwachungssystems von 27% auf 6% reduziert wurde.
3. Trocknungsmethode
PVA -Filament: Wir sollten das pVA -Wasser -lösliche Filament in einen 60 ° C -Temperaturofen legen, flach auf das Metallnetz legen (überlappend ist verboten) und 4 Stunden weitertrocknen. Wenn das Gewicht nicht mehr abnimmt, kann es gestoppt werden.
BVOH -Filament: Verwenden Sie eine 50 ℃ Heißluftpistole, um sie in einem Zyklus zu blasen oder 2 Stunden in einen Nahrungsmitteltrockner zu stecken. Wenn die Oberfläche nicht klebrig ist, beweist sie, dass das BVOH -Filament wieder normal ist.
Vorsichtsmaßnahmen:
Verwenden Sie keine Mikrowellenheizung (sie verursacht lokale Karbonisierung).
Nach dem Trocknen muss es vor der Verwendung auf Raumtemperatur abgekühlt werden.
Jede Filamentrolle kann bis zu dreimal wiederholt getrocknet werden.
5.auxiliary feuchtigkeitsdichte Techniken
tägliche Lagerung: Es wird empfohlen, ungeöffnete Filamente (5-10 ℃) zu kühlen, und für geöffnete Filamente sollten sie in selbstversiegelenden Beuteln gepackt und 2 Packungen von Austrocknen hinzugefügt werden.
Methoden für die Regenzeit: Legen Sie einen Entfeuchtungsrichter um den Drucker und steuern Sie die Zeitwechselzeit innerhalb von 3 Minuten jedes Mal
Schnell-Selbst-Test-Methode: Geben Sie zuerst 20 cm wasserlösliches Filament in einen versiegelten Beutel ein, schütteln Sie es kräftig und beobachten Sie, ob der Beutel aufgeregt ist. Wenn es verspätet ist, bedeutet dies, dass der Feuchtigkeitsgehalt den sicheren Wert überschreitet.
Welche Druckermodifikationen sind erforderlich?
1. Diese Lösung der nozzle-System-System-Lösung
Haupt- und Hilfsdüse -Matching:
Die Hauptdüse verwendet eine 0,4-mm-Standarddüse und ist verantwortlich für das Drucken des Hauptmaterials des Modells (z. B. PLA oder ABS). Die Hilfsdüse verwendet eine 0,6-mm-Düse mit breitem Mund, die dem extrudierenden wasserlöslichen Filament (wie PVA/BVOH) gewidmet ist. Der Abstand zwischen den beiden Düsen muss innerhalb von 1,5 mm eingestellt werden, um Kollision während der Bewegung zu verhindern.
präzise Temperaturregelung:
Die Hauptdüse und Hilfsdüse erfordern unabhängige Heizmodule. Zum Beispiel wird beim Drucken von PLA die Hauptdüse auf 210 ° C erhitzt, während die Hilfsdüse PVA bei 200-220 ° C druckt (die Temperaturdifferenz überschreitet ± 10 ° C nicht). Es wird empfohlen, der Hilfsdüse einen Kupferkühlkörper hinzuzufügen, um zu verhindern, dass hohe Temperatur die Stabilität von wasserlöslichen Materialien beeinflusst.
Materialtransportisolation:
Der Pfad vom Feeder zur Düse muss vollständig getrennt sein. Verwenden Sie ein Führungsrohr aus Teflon, um zu verhindern, dass PLA mit wasserlöslichen Filamenten und absorbierender Feuchtigkeit in Verbindung steht. Test erforderlich nach der Änderung: Drucken Sie 8 Stunden lang kontinuierlich und überprüfen Sie, ob Wassertröpfchen im Führungsrohr kondensiert.
2.Anti-Pollution-Modifikationsmessungen
Hochtemperatur-Isolationsabdeckung Installation:
Einen U-förmigen Schalldämpfer aus Silikonmaterial zwischen den beiden Düsen installieren. Die Schale muss einer hohen Temperatur von 300 ° C standhalten, automatisch schrumpfen, wenn die Düse funktioniert, und expandieren, um im Leerlauf zu isolieren. Testmethode: Erhitzen Sie die beiden Materialien gleichzeitig auf 230 ℃ und beobachten Sie, ob es innerhalb von 30 Minuten Drahtzeichnung und Haftung gibt.
Automatische Reinigungsfunktion:
Eine Rotationsreinigungsbürste ist auf der Hilfsdüse installiert. Nach jeder Stützstruktur wird der Pinsel automatisch von den in der Düse verbleibenden wasserlöslichen Filamentabfällen abgeschafft. Es wird empfohlen, den Bürstenkopf jede Woche manuell mit Alkohol -Baumwollpolstern zu reinigen, um zu verhindern
feuchtigkeitsdichtes Fütterungssystem: Eine kleine Trocknungsbox ist auf dem Fütterungsweg des wasserlöslichen Filaments installiert, und im Inneren befindet sich farbveränderter Kieselgel. Wenn sich das Kieselgel von Blau zu Pink wechselt, bedeutet dies, dass die Luftfeuchtigkeit 20% übersteigt und sofort ersetzt werden muss. Tatsächliche gemessene Daten: Die Bruchrate der PVA -Filamente wird nach der Installation um 85% reduziert. 3. Printing -Plattform -Optimierungsdetails Verbundbasis -Plattendesign: Die untere Schicht der Grundplatte behält die PEI-Beschichtung (geeignet für gewöhnliche Materialbefestigung), und ein reißbares blaues Klebeband wird an der Oberfläche eingefügt. Die Klebebanddicke wird bei 0,1 mm gesteuert. Zu dick ist der Kalibrierungsfehler der Düsehöhe. Tests zeigen, dass dieses Design die Stützstruktur erleichtert, und die Entfernungszeit wird um 50%verkürzt. Temperatureinstellung in Zonen: Beim Drucken wasserlöslicher Stützen wird die Plattformtemperatur von den herkömmlichen 60 ℃ auf 50 ° C reduziert. Die lokale Kühlung kann erreicht werden, indem Aluminiumfolie unter das Klebeband eingefügt werden, um zu verhindern, dass das Stützmaterial zu fest bleibt. Fallbeweis: Nach dem Abkühlen wird der Unterstützungsrest um 70%reduziert. Tipps zur Vorbehandlung von Oberflächen: Verdünnter fester Kleber (Konzentration 5%) auf der Oberfläche des blauen Klebebandes. Dadurch kann der Modellkörper fester kleben, während die wasserlösliche Unterstützung immer noch leicht abzuziehen ist. Beachten Sie, dass es alle 3 Drucke neu geprägt werden muss . Zu viel Sprühen führt dazu, dass sich die Unterstützung länger auflöst. PVA Dicke Unterstützung Effizienter Auflösungsanleitung 1. Ausgleichungspunkte Wir verwenden eine 40 -kHz -Ultraschallreinigungsmaschine als Hauptausrüstung, und die Wassertemperatur muss im Bereich von 40 ℃ ± 2 ℃ stabil sein. Es wird empfohlen, einen Reinigungstank mit einer Kapazität von nicht mehr als 10 Litern zu wählen, so dass die Ultraschallenergie konzentrierter ist. Beim Betrieb sollte das Modell in einen hochtemperaturbeständigen Netzkorb platziert werden und darf die Vibrationsplatte am Boden des Tanks nicht direkt kontaktieren. 2.step-für-Schritt-Betriebsprozess Der erste Schritt ist die Vorbehandlung. Wir müssen eine Injektionsnadel verwenden, um alle 5 mm auf der Stützfläche 2 mm tiefe Luftlöcher zu stechen. Die formale Auflösung ist in zwei Stufen unterteilt: Verwenden Sie zunächst 3 Stunden lang Ultraschallvibrationen, um 8-10 mm der Stützschicht aufzulösen. Schalten Sie dann die Ultraschallwelle aus, aber halten Sie den Wasserzirkulation 2 Stunden lang, um den inneren Rückstand gründlich auszuspülen. 3.Key -Kontrollindikatoren Besonders auf die Wassertemperatur achten, die 50 ° C nicht überschreiten darf, die Temperatur überschritt den Standard um 2 Grad, als ich ihn das letzte Mal getestet habe, und das PLA-Modell zeigte offensichtliche Deformation. Maximal 3 kg Modelle können jedes Mal verarbeitet werden, und übermäßige Mengen führen dazu, dass die Reinigungseffizienz um mehr als 30%sinkt. Der Schwingungskopf muss jede Woche mit Zitronensäurelösung gereinigt werden, da die Skala die Ultraschallintensität um etwa 40%verringert. Es wird empfohlen, ein Thermometer für die Echtzeitüberwachung in den Tank zu legen, was besonders wichtig ist! Beschleunigter Auflösungsschema für BVOH-Material 1. Acid -Lösung Verbesserungsprogramm Wir werden 5% Zitronensäure zum Wasser hinzufügen und den pH -Wert zwischen 2,8 und 3,2 einstellen. Bei dieser Konzentration kann die Auflösungsrate von BVOH von 0,33 mm pro Stunde auf 0,55 mm erhöht werden. Denken Sie daran, den pH -Wert alle zwei Stunden mit einem Testpapier zu testen. Ich empfehle, Präzisionstestpapier zu verwenden. Das normale Testpapier hat zu viel Fehler! 2.Prezise Temperaturkontrolle Wir halten die Wassertemperatur zwischen 25 und 30 Grad. Wenn die Temperatur zu hoch ist, scheitert die Zitronensäure vorzeitig. Wenn Sie im Winter eine Heizstange verwenden müssen, sollten Sie das Thermometer im Auge behalten! Nachdem ich einen Kunden traf, der ihn nicht gut kontrollierte und die Wassertemperatur auf 37 Grad stieg, die Stützauflösungsgeschwindigkeit war jedoch 40% langsamer. Es muss dreimal nach der Auflösung mit sauberem Wasser gespült werden, was besonders wichtig ist! 3.Trei-Schritt-Disashing-Prozess Erstens eine halbe Stunde Einweichen. In der Zwischenzeit hat der große Unterstützer gelockert, und wir können etwa 60% der Stützstruktur von Hand entfernen. Schalten Sie dann die Luftpumpe ein, um Blasen zu liefern, und fügen Sie alle zwei Stunden 1% Zitronensäure hinzu. Vergessen Sie nicht, Blasen mit einem dünnen Röhrchen zu blasen, da große Blasen den Auflösungseffekt ruinieren würden. Schließlich Entfernen Sie mit einer weichen Zahnbürste die Gewindelöcher aus . Mir wurde klar, dass es unmöglich ist, eine hartnäckige Verwendung zu verwenden, weil es die Oberfläche des Modells kratzen kann. Schlüsseldatenemo: Zitronensäurekonzentration: 5% (Ph2,8-3,2). Diese Lösung kann die anfängliche 8-Stunden-Auflösungszeit auf 4,5 Stunden verkürzen, aber auf die Behandlung von Abfallflüssigkeit achten! Unser Labor spart nun Abfallflüssigkeit zur Neutralisationsbehandlung und gieße sie niemals direkt in den Abwasserkanal. Wir haben festgestellt, dass wasserlösliches Filament in der Produktionsindustrie zu unsichtbaren Zauberern wird. Diese Kunststofffäden, die nach dem Kontakt mit Wasser schmelzen, haben vollständig Die Art und Weise, wie wir komplexe Teile umgehen, . Im vergangenen Jahr hat unser Team PVA -Filament verwendet, um Titanlegierblätter mit einer Dicke von nur 0,1 Millimetern zu machen. Die stützende Struktur verschwand nach zwei Stunden in warmem Wasser, was sechsmal schneller ist als der herkömmliche Wahlprozess. Diese Materialien durchbrechen die Grenzen unserer Vorstellungskraft. Wenn Sie immer noch mit komplexen Problemen mit struktureller Unterstützung zu kämpfen haben, ist es an der Zeit, diesen „verschwindenden Kunststoffassistenten“ eine Chance zu geben! Sie eröffnen neue Möglichkeiten für die Produktionsindustrie. 📞 Telefon: +86 185 6675 9667 Der Inhalt dieser Seite dient nur zu Informationszwecken. Es sollte nicht geschlossen werden, dass die Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, materielle Qualität und Art oder Verarbeitung, die der Drittanbieter oder Hersteller über das Longsheng-Netzwerk zur Verfügung stellt, zur Verfügung stellt. Dies liegt in der Verantwortung des Käufers ls ist ein branchenführendes Unternehmen Konzentrieren Sie sich auf benutzerdefinierte Fertigungslösungen. Mit über 20 Jahren Erfahrung in mehr als 5.000 Kunden konzentrieren wir uns auf eine hohe Präzision cnc maschinen , Fertigung , 
Wie optimieren Sie die Auflösungszeit für dicke Stützen?
Auflösungsrate: 0,55 mm/h (1,8-mal schneller als sauberes Wasser).
Zusammenfassung

📧 E -Mail: info@longsengmfg.com
🌐 Website: https://lsrpf.com/ Haftungsausschluss
FAQs
1.Was ist ein wasserlösliches Harz?
wasserlösliches Harz ist ein Polymermaterial, das sich in Wasser löst, wie PVA und BVOH. Es wird häufig in 3D -Druckunterstützungsstrukturen oder abbaubaren medizinischen Produkten verwendet. Es ist umweltfreundlich und ungiftig, und nach der Auflösung gibt es keine Rückstände.
2.Welche Faser absorbiert Wasser?
PVA- und BVOH-wasserlösliche Fasern löst sich in Wasser auf und eignen sich zur Herstellung entfernbarer Stützstrukturen. Einige modifizierte Cellulosefasern können auch Wasser absorbieren und werden zur Herstellung von speziellen funktionellen Komponenten verwendet.
3.Was bedeutet Wet Filament?
Wet Filament bezieht sich auf 3D -Druckdraht, das während der Lagerung Wasser absorbiert. Diese Art von Material wird brüchig, wenn es feucht ist, und es ist leicht, die Düse zu verstopfen oder beim Drucken Blasen zu produzieren.
4.Was ist der Unterschied zwischen PLA und PVA?
pla ist ein Druckmaterial aus Maisstärke, mit dem der Modellkörper hergestellt wird. Es ist stark und umweltfreundlich. PVA ist ein Stützmaterial, das sich in Wasser auflöst. Es wird speziell verwendet, um den Druck komplexer Strukturen zu unterstützen. Es ist leicht, feucht zu werden und muss versiegelt werden. Die beiden werden normalerweise zusammen verwendet.
Ressourcen
B. B.

