
Stanzen als Schlüsseltechnologie in der Umformtechnik, ist weit verbreitet in Automobilen, Haushaltsgeräten, Luft- und Raumfahrt, Elektronik und anderen Bereichen. Es platziert eine Metallplatte zwischen den Formen und nutzt die Schneide der Form, um Druck auf die Platte auszuüben, wodurch sie sich plastisch verformt und schließlich auseinanderbricht, wodurch Teile in der gewünschten Form und Größe erhalten werden. DasDas LS-Teamführt Sie zu einer detaillierten Besprechung des Funktionsprinzips, des Verformungsprozesses, der Schlüsselelemente undAnwendung des Stanzensin der industriellen Produktion.
Was ist Stanzen in der Metallverarbeitung?
Das Stanzen ist ein HerstellungsverfahrenDas verwendet Matrizen, um flaches Metall in präzise Formen zu schneiden. Konkret wird beim Stanzen die Schneide der Matrize genutzt, um eine Scherverformung und Trennung des Blechmaterials entlang einer bestimmten Konturlinie zu bewirken, wodurch Teile oder Rohlinge in der erforderlichen Form und Größe erhalten werden. Während derStanzprozessMit Ausnahme des Metalls in der Nähe der Scherkonturlinie erfährt das Blechmaterial selbst keine plastische Verformung, so dass die Teile, die durch das Flachblechschneiden bearbeitet werden, immer noch eine planare Form behalten.
Wie funktioniert das Ausblenden?
DasFunktionsprinzip des Stanzensist ein Prozess, bei dem die Form des Materials verändert wird, indem ein großer Druck ausgeübt wird, der auf der Verformung, Elastizität und den plastischen Eigenschaften des Materials basiert. Hier sind die detaillierten Schritte, wie das Ausblenden funktioniert:
- Vorbereitung und Installation der Form:Entwerfen und fertigen Sie eine geeignete Stanzform entsprechend der Form und Größe der erforderlichen Schneidteile. Setzen Sie die Stanzform in die Presse ein, um sicherzustellen, dass die obere und untere Stanzform richtig ausgerichtet sind und der Abstand angemessen ist (normalerweise 10 bis 15 % der Blechdicke).
- Materialvorbereitung und -positionierung:Wählen Sie das passende Plattenmaterial ausals Schneidmaterial und stellen Sie sicher, dass seine Qualität den Anforderungen entspricht. Legen Sie die Platte auf die Bank der Presse und sichern Sie sie mit einer Positioniervorrichtung, um sicherzustellen, dass sie sich während des Schneidens nicht bewegt.
- Start der Presse und Schließen der Werkzeuge:Starten Sie die Presse so, dass sich die obere Matrize nach unten zu bewegen beginnt. Die obere und untere Matrize werden nach und nach geschlossen, um Druck auf die Platte auszuüben.
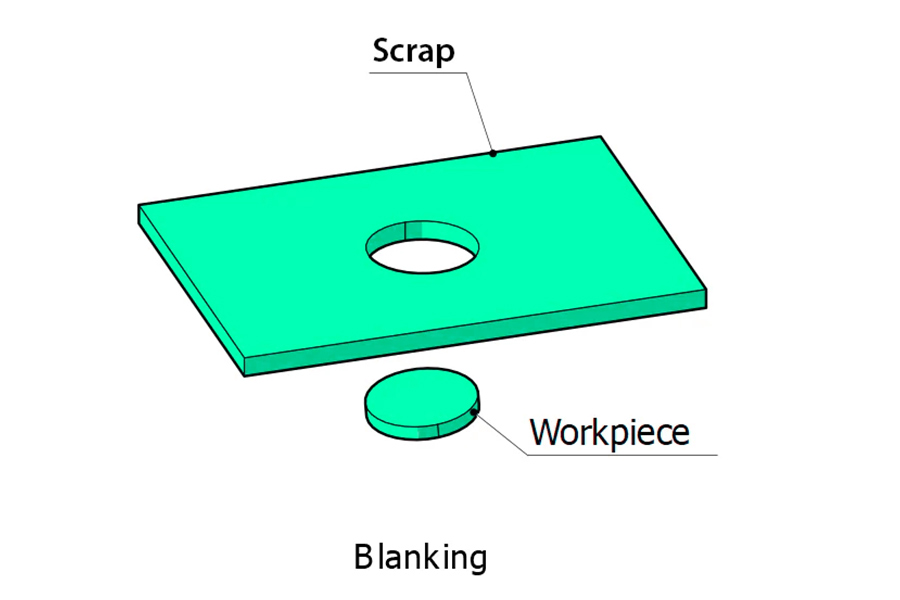
- Materialscherung und -trennung:Unter der Einwirkung des Formklingenmunds beginnt sich das Plattenmaterial zu verformen. Wenn sich die Form weiter schließt, dehnt sich die Scherverformung allmählich aus, bis das Plattenmaterial vollständig getrennt ist. Das getrennte Teil wird zum Stanzen, während das andere Teil zum Ausschuss wird.
- Schneiden und Abfallentleerung:Die Teile werden von der Platte getrennt und in den angegebenen Sammelbereich abgelegt. Das Abfallmaterial wird durch das Abfallloch der Form ausgetragen und im Abfalltank gesammelt.
- Öffnen der Form und Zurücksetzen drücken:Die Presse hört auf zu arbeiten und die Form öffnet sich allmählich. Bringen Sie den Rücken in die Ausgangsposition für den nächsten Schneidvorgang.
- Qualitätsprüfung von Schneidteilen:Heckenschnittteile für die Qualitätsprüfung, einschließlich Maßgenauigkeit, Formfehler, Schnittoberflächenqualität usw. Wenn Qualitätsprobleme festgestellt werden, sollten die Parameter des Werkzeugs oder der Presse rechtzeitig angepasst werden, um die Qualität der nachfolgenden Schneidteile zu gewährleisten.
- Wiederholen:Wenn mehrere Stempel erforderlich sind, wiederholen Sie den Vorgang, bis die Produktion der gewünschten Menge abgeschlossen ist.
Wie unterscheidet sich das Stanzen vom Einstechen und Stanzen?
1.Was ist ein Piercing?
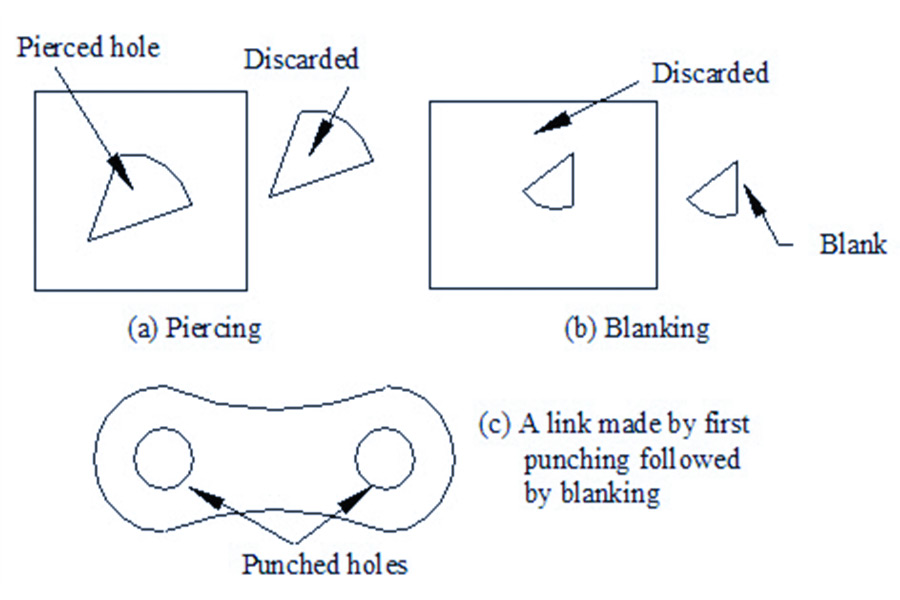
Das Piercing ist ein SchervorgangBei dem Rohmetall mit einem Bearbeitungswerkzeug durchbohrt wird, wodurch ein kreisförmiges oder anderes geformtes Loch entsteht. Wenn das Rohmetall durchstochen wird, gilt das Metall aus dem neu entstandenen Loch als Schrott. Die Lochstechmaschine zwingt ein Werkzeug, das sogenannte Stanzen
2.Was ist Stanzen?
Stanzen ist ein Bearbeitungsverfahren, bei dem Metallschrott von einem Rohmetallblech entfernt wird. Es erfordert den Einsatz einer Stanzpresse, um ein Werkzeug durch ein Rohblech zu komprimieren. Während das Stanzen in der Regel mit Blech durchgeführt wird, unterstützt es auch andere Materialien wie Papier, Kunststoff und verschiedene Fasern. Die Stanzpresse drückte sich durch das Blech, während sie gegen eine Matrize gelegt wurde. DeshalbStanzblech nimmt die gleiche Form anwie die Matrize verwendet.
3. Stanzen VS Lochen VS Stanzen
(1)Materialabtrag
Stanz- und Stanzvorgänge unterscheiden sich deutlich vom Einstechen. Durch das Einstechen wird kein Material vom Blech entfernt. Stattdessen verdrängt es nur Metall, wodurch eine Öffnung entsteht, die eine leichte Verformung am Rand des Lochs verursacht.
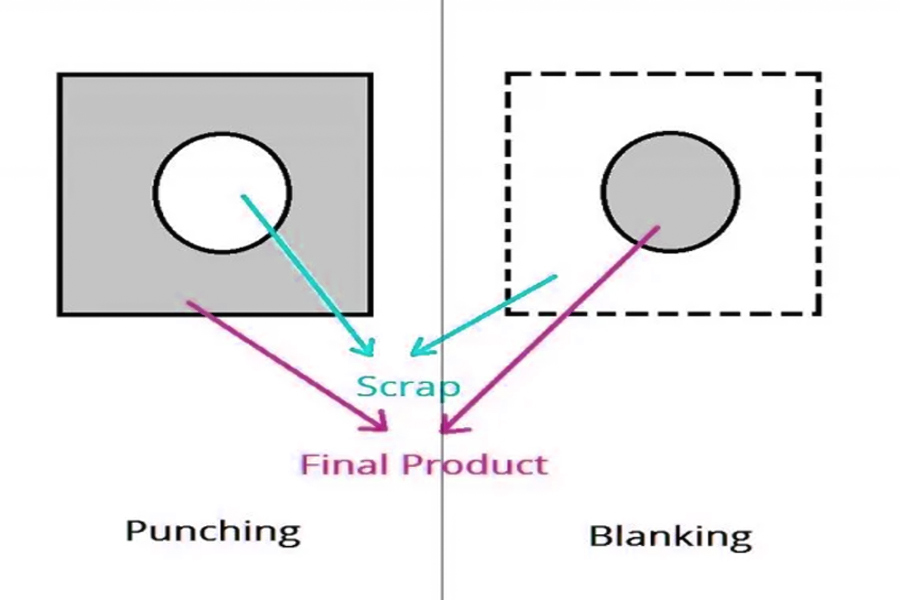
Sowohl beim Stanzen als auch beim Stanzen wird Material weggeschnitten. Beim Stanzen wird der Bereich um eine Kavität ausgeschnitten. Das bedeutet, dass das entfernte Stück als Schrott gilt. Das Loch, das zurückbleibt, ist das Produkt, das man haben möchte.
Das Stanzen hingegen ist das Gegenteil von Stanzen. In diesem Fall wird das entnommene Stück als gewünschtes Produkt genommen, während das verbleibende Blech entweder entsorgt oder recycelt wird.
(2)Lochform und -größe:
Beim Einstechen entstehen relativ kleine, einfache Löcher, die in der Regel rund sind und die gleiche Form oder eine beliebige einfache Form haben. Der Größenbereich ist im Vergleich zum Einstechen oder Stanzen begrenzt.
Der Stanzprozess ist in Form und Größe viel vielseitiger. Es gibt viele weitere Optionen für Formen, von Kreisen bis hin zu sehr komplexen Formen. Der Größenbereich ist möglicherweise größer als beim Einstechen, aber auch die Werkzeuggrenzen können ihn einschränken.
StanzvorgangKonzentriert sich auf das ausgeschnittene Stück und nicht auf das Loch. Es ist eine Anwendung, mit der sehr große Formen, oft ganze Teile, gestanzt werden können. Das "Loch", das zurückbleibt, ist das, was nicht erwünscht ist - der Negativraum des gewünschten Produkts.
(3)Auswahl von Werkzeugen und Matrizen
Beim Lochstechen wird ein einfacher Stempel ohne passender Stempel verwendet. Das Werkzeug bestimmt die Form der Bohrung. Dies ist eine sehr einfache Einrichtung, und Änderungen können schnell vorgenommen werden.
Für das Stanzen ist ein aufeinander abgestimmter Stempel- und Matrizensatz erforderlich. Der Stempel schiebt das Material durch eine Düsenöffnung. Dies kann zu einem extrem sauberen Schnitt führen, mit dem Aufwand für mehr Zeit für die Einrichtung.
Auch beim Stanzen kommt ein Stanz-Matrizen-System zum Einsatz. Die Öffnung der Stanzform ist jedoch vergleichsweise größer, um das fertige Produkt aufzunehmen. Der Abstand zwischen Stempel und Stanzwerkzeug muss groß sein, um saubere Kanten auf dem Rohling zu erzielen.
Hersteller von kundenspezifischen Blechenunterstützen die Industrie bei der Auswahl geeigneter Werkzeugöffnungen undStanzwerkzeuge.
(4)Kraftangriff:
Beim Piercing wird eine geballte Kraft auf eine kleine Fläche ausgeübt. Der Stempel übt Druck entlang des Lochwegs aus. Diese fokussierte Kraft kann Material in einem einzigen Arbeitsgang effektiv durchdringen.
Durch das Stanzen wird die Kraft auf eine größere Fläche verteilt. Es übt Druck auf den gesamten Umriss einer gewünschten Form aus und verteilt die Kraft für ein sauberes Schneiden komplexer Formen.
Der Stanzprozess erfordert eine hohe Scherkraft der drei Prozesse. Es muss die Widerstandskräfte des Materials über den gesamten Umfang des Rohmetallrohlings durchdringen, während die Kraft über die gesamte Dicke des Blechs scheren muss.
Das richtige Material wird auf der Grundlage der spezifischen Anforderungen des Projekts ausgewählt, einschließlich der gewünschtenFormblechdicke, -größe und -eigenschaften, unter Anleitung der besten Vertragshersteller in Indien.
(5)Geschwindigkeit und Präzision:
Das Lochstechen hat eine hervorragende Geschwindigkeit und eine zufriedenstellende Genauigkeit für kleine Durchmesser. Es findet optimalen Einsatz in der Massenproduktion, in der Teile mit kleinen Durchmessern oft mehrere einfache Löcher aufnehmen müssen.
Stanzen ist ein Vorgang, bei dem es sich um ein Gleichgewicht zwischen Geschwindigkeit und Präzision handelt. Komplexe Formen konnten schnell und mit wenigen Ungenauigkeiten geprägt werden.
Das Stanzen kann als Technik für große und komplexe Profile langsamer sein. Durch das Stanzen kann jedoch eine hervorragende Präzision des fertigen Teils erreicht werden.
(6)Materialstärke und Haltbarkeit Auswirkungen
Beim Lochstechen kann das Metall an den Seiten, die das Loch umgeben, aufgrund des Materials, das das Loch umgibt, etwas geschwächt werden. Es gibt auch eine Verschiebung des Metalls aus dem Loch, daher würde es Spannungspunkte geben. Bei dünnen Blechen ist dieser Effekt jedoch eher minimal.
Durch das Stanzen können einige Abschnitte der Kanten um das Loch herum verformt werden, was zu einer Schwächung der Materialfestigkeit in diesem Abschnitt führt.
Das Stanzen ist das Verfahren, das den geringsten Einfluss auf die Materialfestigkeit hat. Die strukturelle Integrität des Endprodukts bleibt intakt.
Welche Materialien werden beim Stanzen verwendet?
DasDas beste Material beim Stanzen hängt von einer Vielzahl von Faktoren ab, einschließlich der Form und Größe des Stanzteils, der Genauigkeitsanforderungen, des Produktionsumfangs und des Kostenbudgets. Hier sind einige Materialien, die häufig zum Stanzen verwendet werden:
1. Aluminium
- Funktionen:Aluminium ist ein Leichtmetall mit guter Plastizität und Zähigkeit, das sich leicht verarbeiten und formen lässt. GleichzeitigAluminium hat eine gute Korrosionsbeständigkeitund eignet sich für eine Vielzahl von Umgebungen.
- Anwendung:Im Stanzprozess wird Aluminium häufig zur Herstellung von Leichtbauteilen und Strukturteilen verwendet, wie z. B. Komponenten für die Luft- und Raumfahrt, Karosserieteile für Automobile, Gehäuse für elektronische Produkte usw.
2. Edelstahl
- Funktionen:Edelstahl hat eine hohe Härte. Beim Stanzen muss der Matrizenstempel eine hohe Härte und Verschleißfestigkeit aufweisen, wie z. B. ASP-23, ASP60 und andere Pulver-Schnellarbeitsstahlstempel. Gleichzeitig weist Edelstahl eine schlechte Plastizität auf und ist anfällig für Risse und Verformungen beim Stanzen. Eine vernünftige Auslegung der Formstruktur und des Stanzprozesses ist erforderlich.
- Anwendung:Edelstahl wird häufig beim Stanzen verwendetAufgrund seiner hervorragenden Korrosionsbeständigkeit und mechanischen Eigenschaften, insbesondere dort, wo eine hohe Korrosionsbeständigkeit und hohe Festigkeit erforderlich sind.
3. Kupfer
- Funktionen:Kupfer ist relativ weich und der Formverschleiß beim Stanzen gering, aber es muss darauf geachtet werden, Grate und Verformungen zu vermeiden.
- Anwendung:Kupfer und seine Legierungen sind auch häufig verwendete Materialien beim Stanzen und werden aufgrund ihrer guten elektrischen Leitfähigkeit, Wärmeleitfähigkeit und Korrosionsbeständigkeit häufig in den Bereichen Elektrik, Elektronik und Dekoration eingesetzt.
- Art:Zu den häufig verwendeten Kupferlegierungen gehören Messing (Kupfer-Zink-Legierung) und Bronze (Kupfer-Zinn-Legierung oder Kupfer-Aluminium-Silizium-Legierung usw.). Die Ziehleistung von Messing ist besser als die von einigen reinen Kupfermaterialien.
4. Kohlenstoffstahl
- Funktionen:Die Stanzleistung von Kohlenstoffstahl wird stark vom Kohlenstoffgehalt und dem Wärmebehandlungszustand beeinflusst. Kohlenstoffarmer Stahl ist leicht zu stanzen und nicht anfällig für Risse; Stahl mit hohem Kohlenstoffgehalt erfordert vor dem Stanzen eine angemessene Wärmebehandlung, um seine Plastizität zu verbessern und die Härte zu verringern.
- Anwendung:Kohlenstoffstahl ist einer der am häufigsten verwendeten Werkstoffe beim Stanzenund wird aufgrund seiner hohen Festigkeit und seines niedrigen Preises häufig bei der Herstellung verschiedener Strukturteile und Komponenten verwendet.
- Arten:Je nach Kohlenstoffgehalt kann Kohlenstoffstahl in kohlenstoffarmen Stahl, Stahl mit mittlerem Kohlenstoffgehalt und Stahl mit hohem Kohlenstoffgehalt unterteilt werden. Kohlenstoffarmer Stahl hat gute Plastizitäts- und Stanzeigenschaften und eignet sich zum Stanzen von Teilen mit komplexen Formen; Stahl mit hohem Kohlenstoffgehalt hat eine höhere Härte und eignet sich für Situationen, die eine höhere Festigkeit und Härte erfordern.
5. Verzinkter Stahl
- Funktionen:Die Stanzleistung von plattiertem Stahl wird durch das Grundmaterial beeinflusst undverzinkte Schicht. Die Festigkeit und Plastizität des Grundmaterials bestimmen die Form und Maßhaltigkeit der Stanzteile; Die verzinkte Schicht muss während des Stanzvorgangs intakt bleiben, um Korrosion zu vermeiden. Gleichzeitig müssen Stanzwerkzeuge aus verzinktem Stahl eine hohe Härte und Verschleißfestigkeit aufweisen, um dem Verschleiß der verzinkten Schicht gerecht zu werden.
- Anwendung:Verzinkter Stahl ist ein Material, das mit einer Zinkschicht auf der Oberfläche der Stahlplatte beschichtet ist, um ihre Korrosionsbeständigkeit zu verbessern. Beim Stanzen wird verzinkter Stahl häufig dort eingesetzt, wo eine hohe Korrosionsbeständigkeit erforderlich ist.
- Art:Nach verschiedenen Verzinkungsverfahren kann verzinkter Stahl in galvanisch verzinkte Stahlbleche (z. B. SECC) und feuerverzinkte Stahlbleche (z. B. SGCC) unterteilt werden. Galvanisch verzinkte Stahlbleche haben eine bessere Formbarkeit und Lackierbarkeit; Feuerverzinkte Stahlbleche haben eine höhere Korrosionsbeständigkeit.
Häufig gestellte Fragen
1.Wie läuft das Stanzen ab?
Das Stanzen ist ein Stanzverfahrenbei der eine Stanzmatrize verwendet wird, um Bleche unter der Einwirkung einer Presse zu trennen. Der Stanzprozess umfasst hauptsächlich die folgenden Phasen: (1) Elastische Verformungsphase: Wenn der Stempel zum ersten Mal mit dem Blechmaterial in Berührung kommt, erfährt das Material aufgrund des Drucks des Stempels auf das Material eine elastische Kompressions- und Biegeverformung. Zu diesem Zeitpunkt ist der Spalt zwischen dem Stempel und der Matrize etwas größer als die Dicke des Materials. (2) Plastische Verformungsphase: Wenn der Stempel weiter nach unten drückt, tritt das Material in die plastische Verformungsphase ein. Zu diesem Zeitpunkt wird das Material an der Schneide des Stempels und der Matrize einer starken Scherwirkung ausgesetzt und beginnt, eine plastische Scherverformung zu erzeugen. Mit fortschreitender Verformung ändert sich der innere Spannungszustand des Materials und es bilden sich allmählich Scherrisse.(3)Bruch- und Trennphase: Wenn sich der Scherriss bis zu einem gewissen Grad ausdehnt, bricht und trennt sich das Material an den Schneidkanten des Stempels und der Matrize. Zu diesem Zeitpunkt bildet sich ein klarer Querschnitt zwischen dem Stanzteil und dem Blech. (4) Stanz- und Druckstufe: Nachdem das Stanzen abgeschlossen ist, drückt der Stempel weiter nach unten, um das gestanzte Teil aus der Matrize zu drücken. Gleichzeitig wird auch das restliche Material (Abfall) aus der Matrize ausgetragen.
2.Was bewirkt das Ausblenden?
Das Stanzen ist in der industriellen Produktion weit verbreitet. Seine Hauptfunktion besteht darin, dass es fertige Teile mit bestimmten Formen und Größen wie Unterlegscheiben, Federn, Verbinder usw. direkt ausstanzen kann. Durch das Stanzen können die benötigten Rohlinge auch für andere Stanzverfahren (wie Biegen, Tiefziehen, Bördeln etc.) für die spätere Weiterverarbeitung vorbereitet werden. Durch eine vernünftige Layoutgestaltung und Abfallverwertung kann das Stanzen die Materialausnutzung maximieren und die Produktionskosten senken.
3.Wie funktioniert das Feinschneiden?
Das Feinschneiden ist ein spezielles Stanzverfahren, das auf einer speziellen Presse unter Verwendung eines speziellen Feinschneidwerkzeugs und geeigneter Feinschneidmaterialien durchgeführt wird. Die wichtigstenFunktionsprinzip des Feinschneidensist, dass bei Feinschneidwerkzeugen in der Regel ein Rohlingshalter mit einem Hohlrad und einer speziellen konvexen und konkaven Matrizenstruktur verwendet wird. Beim Feinschneiden werden in der Regel Materialien mit guter Plastizität und Zähigkeit ausgewählt, wie z. B. kohlenstoffarmer Stahl, Edelstahl usw. Während des Stanzvorgangs drückt sich der Stempel des Feinschneidwerkzeugs mit einer langsameren Geschwindigkeit in das Material, während die Kantenplatte einen entsprechenden Druck auf das Material ausübt. Da sich die plastische Verformung des Materials beim Feinschneiden voll entwickelt, ist die Querschnittsqualität der Stanzteile in der Regel höher. Der Querschnitt ist glatt, hochvertikal und weist keine offensichtlichen Grate oder durchhängenden Ecken auf.
4.Wie unterscheidet sich das Stanzen vom Stanzen?
Stanzen und Stanzen sind beides Materialumformungsverfahrenbei denen es um den präzisen Materialabtrag von einem Werkstück geht. Der Hauptunterschied zwischen den beiden Prozessen ist das hergestellte Endprodukt. Bei einem Stanzvorgang wird das fertige Teil oder Produkt aus dem größeren Blech entnommen oder "gestanzt" und das restliche Material wird als Ausschuss entsorgt. Beim Stanzen hingegen wird das abgetragene Material verworfen und das Endprodukt ist das restliche Material, das dann weiterverarbeitet wird. Ein weiterer Unterschied zwischen den beiden Verfahren besteht darin, wie der Hersteller mit dem Ausgangsbogen umgeht. Bei Stanzvorgängen tragen sie in der Regel nur minimales Material vom ursprünglichen Werkstück ab, um Materialverschwendung zu minimieren. Im Gegensatz dazu sind Stanzvorgänge am effizientesten, wenn die größte Menge an Material vom Werkstück abgetragen wird. Bei mittleren bis großen Serien sind Stanzen und Stanzen äußerst wirtschaftliche Fertigungsmethoden. Der während des Stanzprozesses ausgestanzte Schrott kann zwar nicht in nachfolgenden Arbeitsgängen verwendet werden, kann aber in vielen Fällen recycelt oder anderweitig wiederverwendet werden, was zu erheblichen Kosteneinsparungen führt.
Zusammenfassung
Als wichtige MetallverarbeitungstechnologieDas Stanzen spielt in der modernen Fertigung eine entscheidende Rolle. Durch kontinuierliche technologische Innovation und Modernisierung der Ausrüstung wird sich der Stanzprozess in Richtung höherer Präzision, höherer Effizienz und höherer Automatisierung entwickeln und die Transformation und Modernisierung der Fertigungsindustrie stark unterstützen.

Verzichtserklärung
Der Inhalt dieser Seite dient nur als Referenz.LSgibt keine ausdrückliche oder stillschweigende Zusicherung oder Gewährleistung hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen ab. Es sollten keine Leistungsparameter, geometrischen Toleranzen, spezifischen Designmerkmale, Materialqualität und -art oder Verarbeitung darauf abgeleitet werden, was ein Drittanbieter oder Hersteller über das Longsheng-Netzwerk liefern wird. Es liegt in der Verantwortung des KäufersSuche nach einem Angebot für Teileum die spezifischen Anforderungen für diese Teile zu ermitteln.Bittekontaktieren Sie unsfür mehrInfOrmation.
LS Team
LS ist ein branchenführendes UnternehmenSpezialisiert auf kundenspezifische Fertigungslösungen. Mit über 20 Jahren Erfahrung in der Betreuung von mehr als 5.000 Kunden konzentrieren wir uns auf hochpräziseCNC-Bearbeitung,Blechbearbeitung,3D-Druck,Spritzgießen,Stanzen von Metall,und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit mehr als 100 fortschrittlichen 5-Achsen-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Anpassung handelt, wir können Ihre Anforderungen mit einer Lieferung von nur 24 Stunden erfüllen. WählendLS-Technologiebedeutet, sich für Effizienz, Qualität und Professionalität zu entscheiden.
Um mehr zu erfahren, besuchen Sie bitte unsere Website:www.lsrpf.com


