

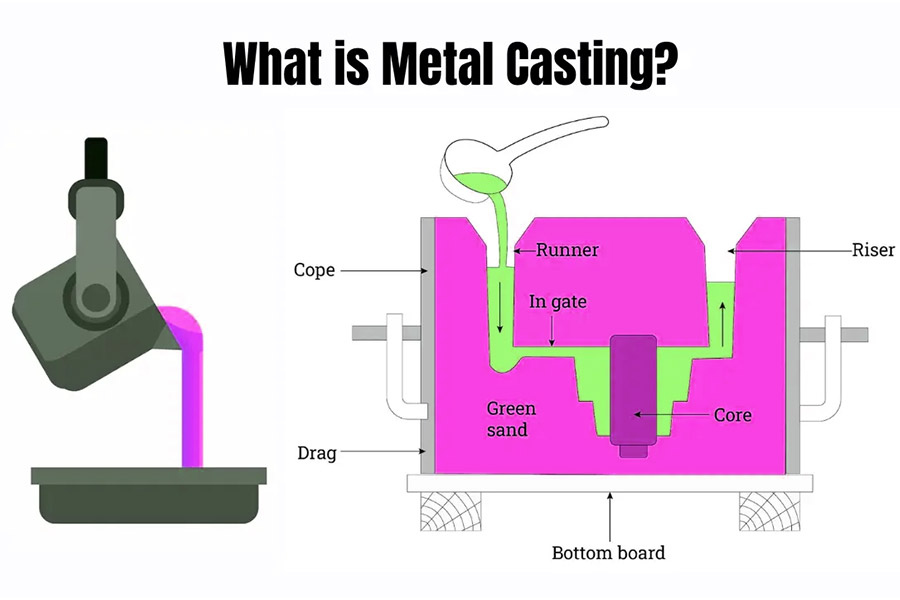
术语”砂型铸造“可用于描述最终产品及其制造过程。这是在 “铸造厂 ”中完成的金属铸造工艺。它仍然是最古老的工艺品之一。在这种金属铸造技术中,沙子用作模具材料。砂型铸造是一种广泛使用的金属铸造工艺这涉及用沙子和粘土等粘合剂的混合物制作模具。该技术用于生产各种尺寸和形状的复杂金属部件。我们在日常生活中看到的金属铸件中有 60% 以上是用砂型铸造工艺.在本文中,我们将了解砂型铸造的工作原理。我们还将了解该过程的优缺点、类型、应用等,所以让我们今天开始吧!
什么是砂型铸造?
砂型铸造是一种经济实惠的铸造方法可以制造各种金属铸件,从小型、复杂的零件到大型、设计最少的组件。由于模具的制造成本相对较低,因此该工艺对许多制造商很有吸引力。
从根本上说,砂型铸造由于其简单性和效率,是制造各种金属零件的理想选择。该过程从创建砂模开始,以准确复制所需的产品轮廓。然后将熔融金属倒入模具中,冷却凝固后,得到最终产品。尽管这个过程看起来很简单,但每个步骤都涉及许多需要仔细考虑和控制的关键因素。
砂型铸造是如何工作的?
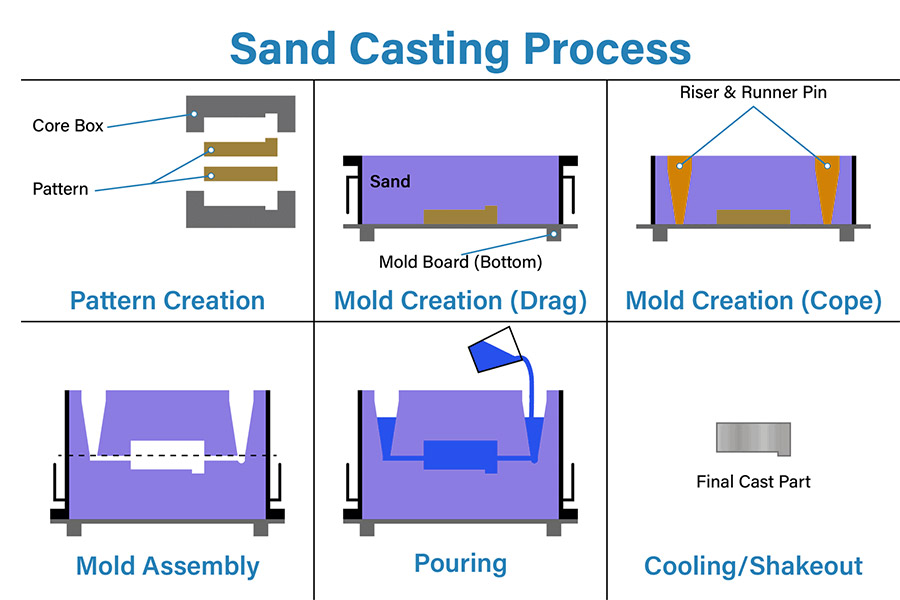
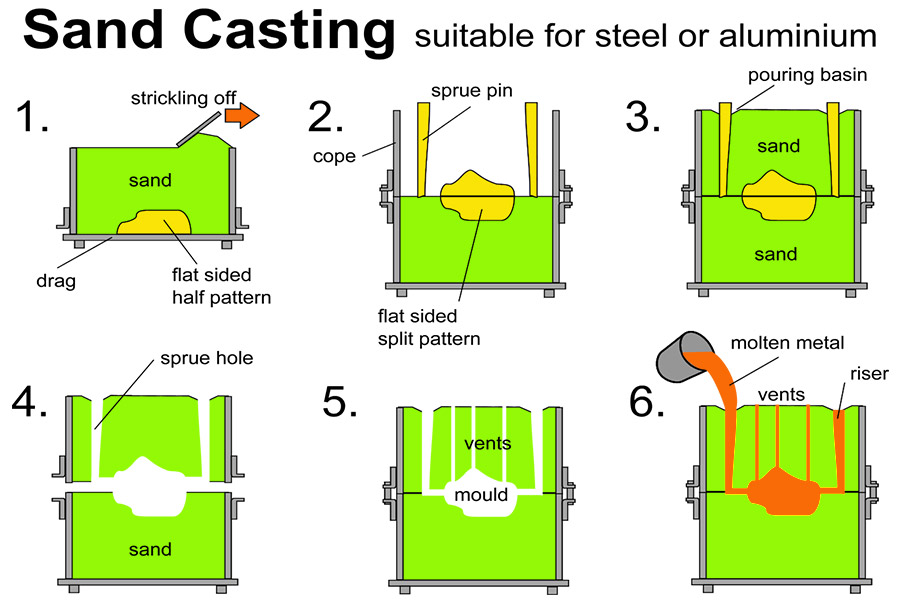
这砂型铸造的工作原理是利用砂型的柔软性和易成型性,通过铸模准备、浇注、凝固和冷却等步骤,最终获得所需的铸件。这种铸造方法不仅成本低、生产周期短,而且应用范围广泛。特别适用于生产各种尺寸和复杂形状的铸件,特别是大型铸件。以下是详细的砂型铸造的工艺流程:
1.模具制作
砂型铸造的第一步是根据铸件的图纸要求制作模具.对于单件生产,通常使用木制模具;对于批量生产,选择塑料模具或金属模具;对于大批量铸件,使用模板来提高效率。模具的精度和质量直接影响最终铸件的质量。
2.混合沙子
根据铸造类型和砂型要求,配制合格的型砂和芯砂。在混砂过程中,一般使用混砂机来混合旧砂、新沙子和粘土均匀。型砂的性能对铸件的表面质量和内部缺陷有很大影响。
3.制版和建模
模具制造是指制作模具和基于零件图纸的型芯盒。成型是将型砂填充模具以形成铸件的型腔,而制芯是形成铸件的内部形状。配模是将准备好的砂芯放入模腔中,然后关闭砂箱。这个阶段要求砂型具有较高的强度和密封性,以防止浇注过程中熔融金属的泄漏。
4.冶炼
根据铸件所需的金属成分,合金材料在熔炼炉中制备和冶炼以形成液态金属满足要求。冶炼过程中需要严格控制金属成分和温度,以保证铸件的性能和质量。
5.浇注
将熔融金属注入模制的砂箱中。这个阶段更危险,需要特别注意安全。浇注速度和浇注温度对铸件质量影响很大,需要严格控制。
6.凝固冷却
熔融金属在砂型中冷却并凝固,形成铸件。在凝固过程,金属会收缩,在模具设计中需要考虑拔模角和零件壁厚等因素,以防止铸造中出现缺陷。
7.清理
熔融金属完全凝固后,去除型砂,敲掉浇口和其他附属部件,形成铸件。在清洁过程中,必须注意保护铸件的表面质量,避免划痕和撞击。
砂型铸造使用哪些类型的沙子?
砂型铸造主要使用以下类型的砂子:
这树脂砂铸造用造型材料是石英砂和树脂砂的混合物。当树脂砂混合和加热时,它会硬化成固体、光滑的模具。实心模具产生的缺陷铸件较少,但成本更高,生产率更慢。树脂砂模具的制作时间更长,因为每个模具都必须单独混合和燃烧。
砂型铸造的优缺点是什么?
这砂型铸造的优缺点如下:
优势:
- 适应:砂型铸造可以铸造几乎任何形状和尺寸的铸件,从简单的几何形状到复杂的机械组件。
- 低成本:与其他铸造方法相比,砂型铸造设备和模具的成本相对较低,并且原材料容易获得,使整体生产成本较低。
- 灵活的流程:砂型铸造的工艺比较简单,容易调整和改进。同时,它允许在铸造过程中进行某些修改和调整,以适应不同的铸造需求。
- 高材料利用率:通过合理的工艺设计和操作,砂型铸造可充分利用铸造材料,减少浪费,提高材料利用率。
- 可回收:虽然每次铸造后都需要丢弃砂型,但砂本身可以加工和再利用,有助于减少资源浪费。
弊
- 生产效率低:砂型铸造的模具制作和浇注过程相对繁琐,需要一定的时间和人力,导致生产效率相对较低。
- 铸造精度和表面质量有限:由于砂型的紧密度和均匀性难以完全控制,因此铸件的尺寸精度和表面质量可能会受到一定程度的影响。
- 环境污染:在砂型铸造过程中可能会产生粉尘、废气和废水等污染物,对环境造成一定的污染。虽然可以通过环保措施进行管理,但仍需关注其环境影响。
- 高能耗:砂型铸造需要大量的能量来加热金属并保持金属的温度铸造车间,这会增加生产成本和能源消耗。
- 劳动强度和安全隐患:砂型铸造是高度劳动密集型的,需要操作员进行繁重的体力劳动。同时,铸造过程中存在高温、粉尘、噪音等安全隐患,需要采取有效的防护措施,确保操作人员的安全。

砂型铸造有哪些应用?
作为历史悠久的制造工艺,砂型铸造在现代制造业中仍然发挥着重要作用.它在许多领域都有广泛的应用,包括:
汽车行业
在汽车制造领域,砂型铸造是生产具有复杂设计的汽车零件的重要手段.例如,发动机缸体和变速箱壳体等关键部件通常使用砂型铸造技术制造。
航空航天工业
砂型铸造在航空航天工业中也很受欢迎.它通常用于制造需要极高强度和精度的飞机发动机部件和结构部件。具体来说,涡轮叶片、机壳、支架和各种附件可以通过砂型铸造技术精确制造。
构建应用程序
在建筑行业,砂型铸造技术常用于生产管件、井盖等关键产品.砂型铸造工艺赋予这些产品卓越的耐用性和坚固性,确保它们在建筑应用中的长寿命。
管道系统组件
在管道系统领域,砂型铸造技术展现独特优势.它广泛用于制造阀体、管道连接器和接头等核心部件,这些部件在管道系统中起着至关重要的作用。
金属制品的广泛制造
在全球范围内,砂型铸造工艺在金属制品制造中占有重要地位.从剑等冰冷武器到罐子和大锅等日常用品,砂型铸造起着关键作用。尽管随着技术的发展,其他制造方法逐渐受到重视,但砂型铸造由于其高成本效益和适合大规模生产而保持了其不可替代的地位。
砂型铸造与熔模铸造相比如何?
砂型铸造和熔模铸造在许多方面都有很大的不同.下表详细总结了两者之间的主要区别:
| 特点/方法 | 砂型铸造 | 铸 |
|---|---|---|
| 过程 | 制作模型(木材、塑料等→)、建模→建模→浇注→除砂→清洁检查 | 制作蜡模→将浆料多次浸入水中形成壳→脱蜡→烘烤壳→倒入→冷却→清洁检查 |
| 完成 | 通常,Ra 约为 6.3μm,受多种因素影响 | 较高,因为模具精度高,壳体表面质量好 |
| 适用材料 | 各种金属材料,如铁、钢、铝合金等 | 适用于精度高、表面要求高的金属,如不锈钢、钛合金等 |
| 成本 | 对于大型和重型零件,成本相对较低 | 成本可能会更高,尤其是对于复杂和精致的设计 |
| 屈服 | 适用于大批量生产,也适用于小批量生产 | 它可以适应不同的生产量,但通常更适合精度要求高的批量生产 |
| 灵活性 | 模具制作相对简单,设计修改相对容易 | 模具制作复杂,设计修改困难,但模具精度高 |
| 应用领域 | 汽车工业、机械制造、建筑等领域 | 航空航天、医疗器械、艺术等领域 |
砂型铸造面临哪些挑战?
作为传统的铸造工艺,砂型铸造确实面临一系列挑战面对现代制造业的转型升级和市场竞争。以下是砂型铸造面临的主要挑战的详细总结:
- 表面粗糙度问题:砂型铸造件的表面通常很粗糙,需要额外的后处理步骤来改进,这会增加生产成本和时间。
- 尺寸精度限制:与其他铸造方法相比,砂型铸造在尺寸精度方面可能存在一定的缺点,这限制了其在制造要求高精度的铸件中的应用。
- 环保及废物处理:铸造过程中产生的废砂需要妥善处理,以避免对环境产生负面影响。同时,铸造过程中可能产生的废气和废水也需要得到有效管理。
- 市场竞争和技术更新:随着制造业的发展,其他先进的铸造方法和制造技术不断涌现,砂型铸造面临来自市场竞争和技术更新的挑战。为了保持竞争力,砂型铸造公司需要不断投资于研发和创新。
- 原材料和人工成本:原材料价格波动和劳动力成本上升对砂型铸造公司的成本控制构成了挑战。企业需要找到降低成本的方法,同时保持产品质量和生产效率。
常见问题
1、砂型铸造的主要工艺流程是什么?
砂型铸造的主要工艺流程为:(1)砂型制备:准备造型用型砂和芯砂。(2)模具制作:根据零件图纸制作模具和芯盒。您可以使用木模、塑料模具或金属模具等。(3)成型和制芯:使用型砂形成铸件的型腔,制成内部形状(型芯)。(4)冶炼:根据所需的金属成分分配化学成分,选择合适的熔炼炉熔化合金材料,形成液态金属。(5)浇注:将液态金属注入砂型中,注意控制浇注速度,确保液态金属充满整个模腔。(6)凝固冷却:金属在砂型中凝固后,冷却。(7)脱模和清洗:去除浇口、砂子和其他杂质,对铸件进行喷砂和抛光。(8)检验:对铸件进行质量检验,确保其符合设计要求。
2、砂型铸造铸件的表面粗糙度是多少?
砂型铸造件的表面粗糙度因工艺条件和材料而异,一般可达Ra12.5~6.3μm。这主要取决于砂型的质量、浇注温度、合金成分和冷却速度等因素。为了提高表面粗糙度,可能需要采取后处理措施,例如机械加工、化学处理等。
3. 砂型铸造与其他铸造方法相比有哪些优势?
砂型铸造因其工艺简单、成本低、灵活性强等优点,在工业生产中得到广泛应用。与熔模铸造和压力铸造等其他铸造方法相比,砂型铸造在制造大型和重型零件时更具成本效益。同时,砂型铸造模具制作相对简单,设计易于修改,能适应不同形状和尺寸的铸件的生产需要。
4. 砂型铸造的尺寸精度是多少?
砂型铸造的尺寸精度通常在IT14-IT18之间,这意味着铸件的尺寸与理论值之间存在一定的偏差。这主要是由于砂型材料的特性和铸造工艺的复杂性。为了提高尺寸精度,必须严格控制砂型制造精度、浇注温度、合金类型和铸造工艺参数。
总结
砂型铸造作为一种传统而重要的金属成型工艺,在现代工业制造中仍然发挥着不可替代的作用。通过不断改进和优化工艺流程,提高铸造质量和生产效率,砂型铸造将继续为工业发展做出贡献。同时,加强环保意识和技术创新也是砂型铸造企业未来发展的重要方向。

免責聲明
本页面内容仅供参考。LS 系列不对信息的准确性、完整性或有效性做出任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过隆盛网络提供的性能参数、几何公差、特定设计特征、材料质量和类型或工艺。这是买方的责任寻求零件报价以确定这些零件的具体要求。请联系我们了解更多英孚Ormation.
LS 团队
LS 是一家行业领先的公司专注于定制制造解决方案。凭借 20 多年为 5,000 多家客户提供服务的经验,我们专注于高精度CNC 加工,钣金加工,3D 打印,注塑,金属冲压 /和其他一站式制造服务。
我们的工厂配备了 100 多台先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球 150 多个国家/地区的客户提供快速、高效和高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能满足您的需求,最快 24 小时交货。选择LS 技术意味着选择效率、质量和专业。
要了解更多信息,请访问我们的网站:www.lsrpf.com

