

液压成型,也称为液体成型或内部高压成型,是一种先进的金属成型技术。它使用液体作为传力介质,代替传统的刚性冲头或模具,对材料施加压力,使塑性变形,从而达到所需的形状。这项技术广泛应用于航空航天、汽车制造和家用电器,尤其擅长实现结构轻量化。
本文将探讨具体的液压成型工艺,包括其分类、工艺步骤、优缺点以及实际应用中的优点和挑战。让我们开始今天的学习之旅吧!
什么是液压成型?
液压成型是一种经济高效且专业的模具成型金属制造和成型工艺,它使用高压液压油将钢、不锈钢、碳、铜、铝和黄铜等金属成型为轻质、坚固且结构完好的零件。几乎所有可以冷成型的金属都可以进行液压成型。液压成型可以形成复杂的形状具有标准一体式模具冲压难以实现的凹面。
最大的液压成形的应用在汽车行业,需要更轻、更强、更强的复杂形状。该工艺也常用于形成自行车车架的铝管。通过液压成型制造的零件的其他优点包括无缝粘合和提高零件强度。它们还保持了高质量和较少的颗粒表面,以便于金属表面处理。
液压成型工艺有哪些步骤?
这液压成型工艺是一种先进的金属成型技术,广泛应用于汽车、航空航天、家电等众多领域。以下是主要的液压成形工艺的步骤:
- 材料准备:选择合适的板材或管材作为原材料,并进行必要的预处理,如切割和清洁,以确保材料适用于液压成型.
- 模具安装调试:将设计好的模具安装在液压成型机上并进行调试,以保证模具的准确性和稳定性,以及模具与液压成型机之间的良好配合液压成型机.
- 材料放置和定位:将预处理过的材料放入模具中并准确定位,以确保材料在成型过程中能受力均匀并与模具贴合。
- 液压加压成型:将液体注入模具中,逐渐增加液体的压力,使材料在模具中发生塑性变形,直到达到所需的形状和尺寸。
- 泄压和脱模:成型完成后,逐渐降低液体的压力,并将成型部分从模具中取出。
- 后续处理:对成型零件进行必要的后续加工,如修整、去毛刺、表面处理等,以满足最终产品的要求。
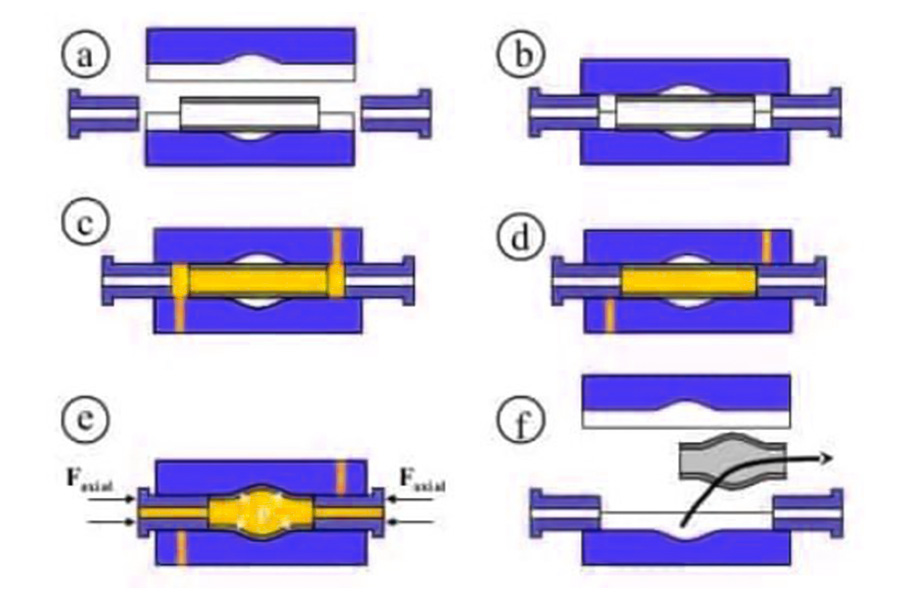
管材液压成形是如何工作的?
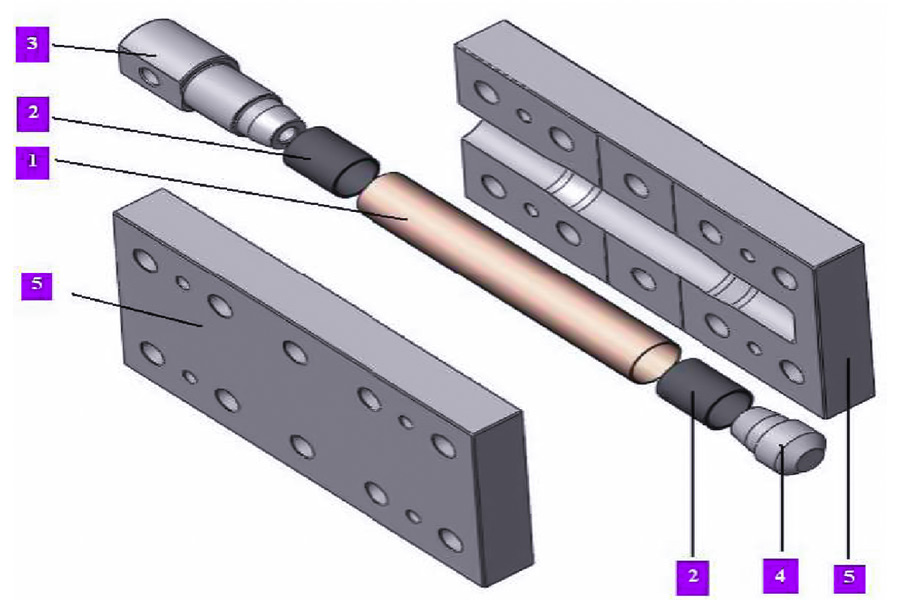
这管材液压成型技术以金属管为原料。采用专用液压设备,将高压液体注入密封管坯中。同时,利用轴向冲头施加向内推力,使管材在模腔内发生塑性变形,最终获得所需形状和尺寸的中空部分。步骤管材液压成型工艺主要包括以下几个阶段:
- 材料准备和放置:选择合适的金属管材作为原材料,确保其表面清洁、无锈、无油污,并根据产品要求切割成合适的长度。将管材放入下模中,并定位于确保管材的一端或两端与模具的密封装置紧密连接。
- 模具安装调试:将设计好的上下模安装在液压成型机上并进行调试,以确保模具的准确性、稳定性和密封性。这模具的设计需要根据形状、产品的大小和性能要求。
- 液体注入和密封:通过专用设备向管内注入适量的高压液体(如水、液压油等),并确保管子与模具密封良好,防止液体泄漏。
- 加压成型:启动液压成型机,逐渐增加管内的液体压力,使管子在模具中发生塑性变形。同时,可能需要通过管子两端的轴向冲头向内施加推力,以补充材料,以确保管子能够完全贴合模具的内表面。随着压力逐渐增加,管壁逐渐接近模具并变形,直到达到所需的形状和尺寸。
- 减压脱模:成型完成后,管内的液体压力逐渐降低,然后将成型零件从模具中取出。此时,成型零件具有所需的形状和尺寸,并且表面质量良好。
- 后续加工和检查:取出的成型件经过必要的后续加工,如修整、去毛刺、清洁和表面处理,以满足最终产品的要求。同时,对成型件进行质量检查,以确保它们符合设计要求和相关标准。
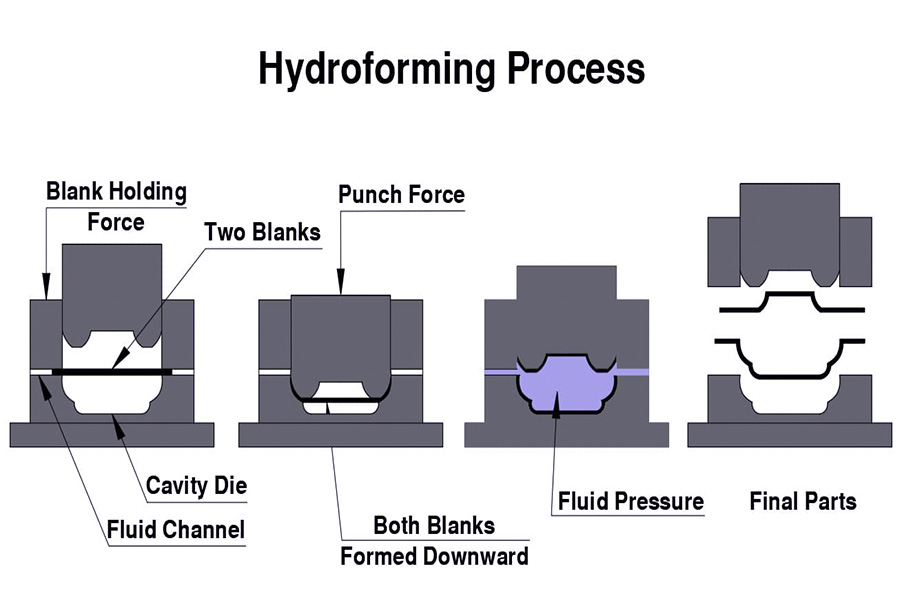
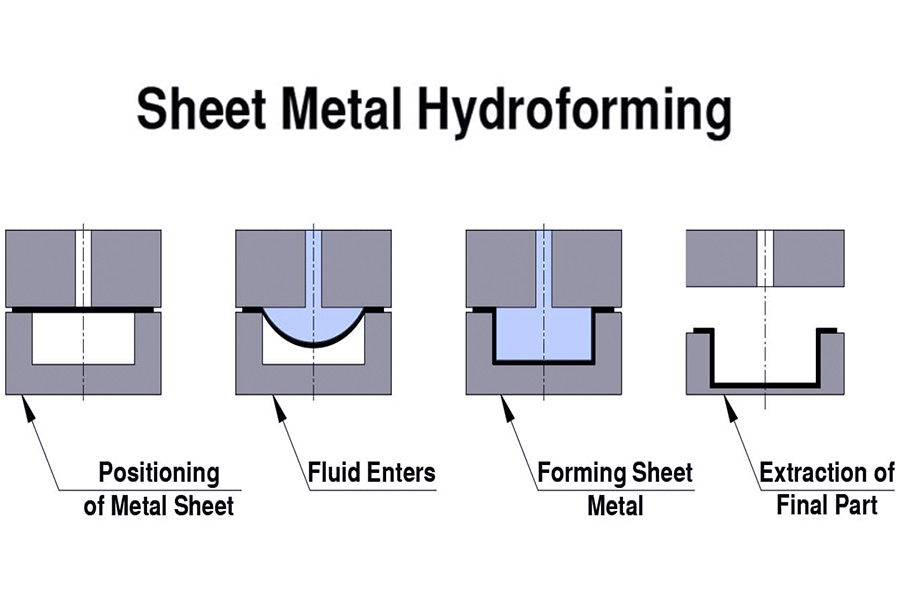
板材液压成形是如何工作的?
钣金液压成型使用液体(如水、液压油等)作为传力介质,代替刚性冲头或模具来传递负载。在成型过程中,将液体注入模具型腔并建立一定的压力。随着压力逐渐增加,钣金件在液体压力的作用下逐渐粘附在模具型腔表面,直到达到所需的形状和尺寸。步骤板材液压成型工艺主要包括以下几个阶段:
- 准备和定位阶段:将板材正确放置在模具上并定位,以确保成型精度。
液体填充和密封阶段:填充模具中的液体介质,并确保模具与片材之间具有良好的密封性。 - 粘合剂和初始成型阶段:使用粘合剂装置对板材施加压力以固定它,然后启动冲头进行初始成型。
- 液体加压和完全成型阶段:逐渐增加液体压力,使片材在液体压力的作用下完全贴合模具形状,实现完全成型。
- 保压和冷却阶段:保持一定的液体压力以保持和成型,并等待成型品冷却至室温或指定温度。
- 去除和后续处理阶段:提起冲头,从模具中取出成型件,并进行必要的后续处理,如清洁、去毛刺等。
液压成形有哪些应用?
液压成形技术广泛应用于许多领域由于其独特的优势。以下是液压成型应用领域的具体总结:
1. 航空航天
液压成形技术主要应用于航空航天领域制造各种复杂形状的零件和结构件,如波纹管、整流罩、飞机舱门、翼肋等。这些部件通常需要高强度和刚度,同时需要减轻重量,以满足航空航天飞行器的轻量化和高性能需求。液压成形技术可以很好地满足这些要求,因此在航空航天领域得到了广泛的应用。
2. 汽车
在汽车制造领域,液压成形技术主要用于制造车身结构件、底盘零件、发动机支架等。这些部件通常形状复杂,需要高强度和刚度,同时减轻重量以提高燃油经济性和车辆性能。液压成形技术可以高效生产这些零件,满足轻量化、高强度和高刚性的要求,因此在汽车制造中得到了广泛的应用。
3. 家居
在家用电器领域,液压成形技术主要用于制造形状复杂的各种零部件,例如洗衣机的内桶、冰箱的架子和空调的风扇叶片。这些零件通常需要良好的成型精度和表面质量,同时需要减轻重量以降低生产成本并提高性能。液压成型技术可以满足这些要求,因此被广泛应用于家用电器领域。
液压成形的优势是什么?
这液压成形的优势种类繁多,已广泛应用于工业领域,尤其是汽车、航空航天等行业。以下是液压成型优势的详细总结:
| 优势 | 液压成型 |
|---|---|
| 节省质量和材料 | 液压成型件通常比传统冲压件轻 20%~40%,节省材料 |
| 模具数量和成本 | 液压成型零件通常只需要一套模具,这减少了模具数量和成本 |
| 后处理和组装 | 可以减少后续加工和组装所需的焊接量,提高生产效率 |
| 强度和刚度 | 提高成型件的强度和刚度,尤其是疲劳强度 |
| 生产成本 | 液压成型件的生产成本比冲压件平均降低 15%~20% |
| 灵活性 | 适用于各种复杂形状和尺寸要求的工件,工艺高度灵活 |
| 模具寿命 | 模具制造简单,生产周期短,模具寿命长 |
| 适用范围 | 可加工形状复杂的产品零件,如波纹管、火箭发动机零件等 |
液压成形面临哪些挑战?
作为一种先进的制造工艺,液压成形具有许多优点,但也面临一些挑战.以下是对液压成形的挑战:
1.能耗高,能量转换效率低:
液压成型设备通常具有公称压力高、功率密度高的特点,但这也带来了重量大、运行时能耗高、能量转换效率低等问题。驱动系统的装机功率与负载所需功率的不匹配,以及重力势能的严重浪费,都是造成高能耗的原因。
2.技术复杂程度和工艺难度:
这液压成型工艺涉及模具设计、液压控制、选材等多个技术环节,这些环节具有很高的技术复杂度。同时,在液压成型过程中容易出现壁厚不均匀、开裂等缺陷,这对过程控制提出了很高的要求。
3.初期设置成本高:
液压成型设备、模具和辅助设备的购置和安装成本高,导致初期设置成本高。此外,设备的维护和保养也需要一定的成本投入。
4.材料厚度限制:
液压成型对材料的厚度有一定的要求.材料太厚或太薄都可能影响成型效果和零件质量。材料的机械性能和成型性能也是影响液压成型效果的重要因素。
5.精密工具要求:
液压成型需要高精度模具以及确保零件成型精度和表面质量的夹具。模具的设计与制造需要专业的技术和设备支持,这增加了工艺成本和时间成本。
应对这些挑战的解决方案是什么?
针对高初始设置成本、材料厚度限制和精密工具要求的解决方案:
1.降低初始设置成本:
通过优化设备配置和工艺流程,降低设备采购和安装成本。推广使用标准化、模块化的设备及模具,提高设备的通用性和互换性,降低维护成本。
2.突破材料厚度限制:
研究和开发新材料,以提高材料的机械性能和成型性能。优化液体压力、成型速度等液压成型工艺参数,以适应不同厚度的材料。
3.提高精密工具制造水平:
加强模具设计与制造技术的研发,提高模具的精度和耐久性。推广使用先进的制造技术和设备,例如CNC 加工,激光切割 /等,以提高模具的制造精度和效率。
4.优化过程控制和监控:
引入先进的过程控制和监控系统,实时监控液压成型过程中的关键参数,如液体压力、温度、成型速度等。通过数据分析和反馈控制,优化工艺参数,提高成型效果和零件质量。
5.推动技术创新和产业升级:
加强产学研合作,推动液压成形技术的创新和发展。鼓励企业加大研发投入,引进和培养专业人才,提高企业的技术水平和创新能力。
常见问题
1.液压成型的工艺流程是怎样的?
液压成形的工艺流程根据成型对象的不同而有所不同,但大致可分为以下几个步骤:(1)准备阶段:确定工艺参数,如初始屈服压力、定型压力、轴向进给力、夹紧力等,并根据成形对象选择合适的传力介质(如水、油等)。(2)材料准备:根据设计要求对待成型的材料(如管材、片材等)进行切割和预处理。(3)模具安装调试:将模具安装在液压成型机上并进行调试,确保模具密闭无间隙,能按设定的工艺参数工作。(4)填充和加压:用传力介质填充模具型腔,然后通过加压系统对介质施加压力,使材料在压力下发生塑性变形。(5)成型和保压:当材料达到预期的变形程度时,进行成型过程,以确保成型零件的尺寸精度和表面质量。同时,在一段时间内保持一定的压力,以保证成型零件的稳定性和可靠性。(6)泄压和卸压:除压后,打开模具,取出成型件。
2.液压成型的原理是什么?
液压成型的原理是用液体作为传力介质,代替刚性的冲头或模具来传递载荷。在液压成型过程中,液体在压力下被压缩并产生高压,使材料紧紧地贴合模具的冲头或模具,从而实现材料的塑性变形和成型。由于液体具有均匀传递压力的特性,因此液压成型可以实现复杂形状零件的高精度成型。
3.液压成形深冲的工艺是怎样的?
液压拉深是液压成型的重要应用,其工艺流程如下:注液:用液体(如水、油等)填充模具,并放置待成型的板材。压边封口:用压边环压紧片材,在模腔内形成密封状态。冲头下降和拉拔:冲头开始下降到模腔中,并启动液压泵以将液体保持在一定的压力。随着冲头下降,板材在液体的压力下逐渐与冲头贴合并发生塑性变形。成型和保压:当板材达到预期的变形程度时,对其进行成型以确保成型零件的尺寸精度和表面质量。同时,在一段时间内保持一定的压力,以保证成型零件的稳定性和可靠性。泄压和去除:泄压后,打开模具以去除成型零件。
4.爆炸式液压成型是如何工作的?
爆炸式液压成型是一种特殊的液压成型方法。其工作原理是利用爆炸物在爆炸瞬间释放的巨大化学能驱动液体介质并产生高压,使材料在高压作用下发生塑性变形和成型。这种方法通常用于形成一些传统方法难以加工的复杂形状的零件。但由于爆炸式液压成型涉及使用爆炸性材料,对其安全性和可控性要求较高,需要专业的设备和操作人员进行操作。
总结
液压成形作为一种先进的金属成型技术,已广泛应用于航空航天、汽车制造等领域。它利用液体的压力传递特性,使材料在模具中发生塑性变形,从而获得所需的产品形状。尽管液压成形技术存在一些挑战和局限性,但随着该技术的不断发展和改进,它将在未来继续发挥重要作用,并为制造业的发展做出更大的贡献。
免責聲明
本页面内容仅供参考。LS 系列不对信息的准确性、完整性或有效性做出任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过隆盛网络提供的性能参数、几何公差、特定设计特征、材料质量和类型或工艺。这是买方的责任寻求零件报价以确定这些零件的具体要求。请联系我们了解更多英孚Ormation.
LS 团队
LS 是一家行业领先的公司专注于定制制造解决方案。凭借 20 多年为 5,000 多家客户提供服务的经验,我们专注于高精度CNC 加工,钣金加工,3D 打印,注塑,金属冲压 /和其他一站式制造服务。
我们的工厂配备了 100 多台先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球 150 多个国家/地区的客户提供快速、高效和高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能满足您的需求,最快 24 小时交货。选择LS 技术意味着选择效率、质量和专业。
要了解更多信息,请访问我们的网站:www.lsrpf.com


