

Литье под давлением и литье из уретана, каждая со своими достоинствами, как две звезды на производственной сцене, со своей собственной уникальностью, вместе строят богатый и красочный производственный мир.
Литье под давлением, как мощное средство крупносерийного производства изделий из пластмасс, занимает важное положение в обрабатывающей промышленности благодаря своей удивительной высокой точности и сверхвысокой эффективности производства, и может быть охарактеризована как лидер в отрасли. Уретановое литье, с другой стороны, известно своей высокой степенью гибкости и идеальной пригодностью для мелкосерийного производства, в отличие от литья под давлением.
Далее в этой статье мы углубимся в тайны этих двоихСпособы формовки, тщательно анализируя различия между ними, и показывая преимущества каждого из них, а также широкий спектр применения. Благодаря всестороннему сравнению и анализу мы осветим для вас направление на выбранном пути в обрабатывающей промышленности и поможем вам найти технический путь, который наилучшим образом соответствует вашим производственным потребностям.
Что такое уретановое литье?
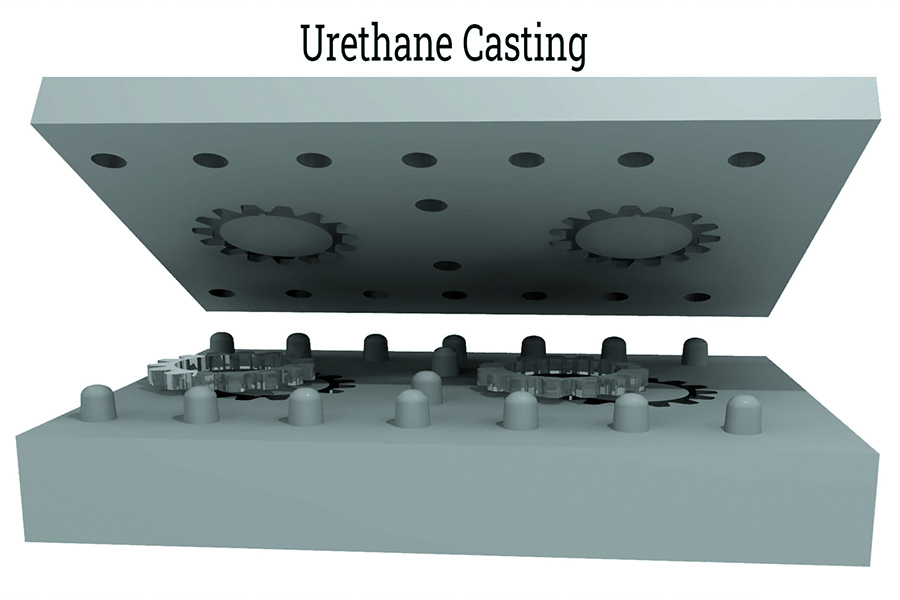
Литье из уретана, также известное как вакуумное литьеявляется чрезвычайно практичным производственным процессом. Проще говоря, жидкий полиуретан аккуратно заливается в форму, а затем жидкий уретан постепенно застывает до нужной формы детали.
Этот подход особенно эффективен при создании прототипов, мелкосерийном производстве и изготовлении деталей, требующих высочайшего уровня детализации.Уретановое литье популярно тем, что позволяет быстро производить высококачественные, красиво детализированные детали по относительно низкой стоимости без высокой стоимости оснастки.
Что такое литье под давлением?
Литье под давлением является распространенным производственным процессомкоторая использует термопластичные или термореактивные материалы для производства различных изделий с помощью термопластавтоматов. Процесс примерно выглядит следующим образом: материал нагревается до расплавленного состояния, а затем расплавленный материал быстро впрыскивается в заранее подготовленную форму, которая имеет желаемую нами форму. После того как материал остынет, откройте форму, и формованное изделие будет автоматически выброшено.
Литье под давлением известно своей высокой точностью и эффективностью, и имеет отличные характеристики при производстве различных продуктов, таких как обычные пластиковые игрушки, прецизионное медицинское оборудование, автомобильные детали и т. Д., Может быть завершен методом литья под давлением.
Сравнение: литье из уретана и литье под давлением
Хотя оба способа заполняют полость формы пластиком,Существуют некоторые различия между литьем из уретана и литьем под давлением. Давайте проверим их.
| Функции | Литье из уретана | Литье под давлением |
| Формовочная оснастка | Используются формы из силиконового каучука | Используйте формы из закаленной стали или алюминия |
| Выбор материала | Обычно используются термореактивные полиуретаны | Подходит для термопластов, таких как ABS, полипропилен, ТПУ и т. Д |
| Производительность | Лучше всего подходит для небольших партий | Лучше всего подходит для больших партий |
| Толерантность | Средний допуск составляет около 0,01 дюйма | Достижение жестких допусков (до 0,005 дюйма) |
| Толщина стенки | Допустимая толщина стенки составляет от 1 мм до 5 мм | Обеспечивает постоянную толщину стенок (от 0,5 мм до 4 мм) |
| Вырезка | Легче адаптироваться к подрезам | Сложная конструкция штампа с подрезом |
| Применять | Подходит для небольших объемов деталей и быстрого прототипирования | Идеально подходит для крупносерийного производства |
| Сроки доставки | Более короткие сроки выполнения заказов способствуют быстрому прототипированию | Более длительные сроки выполнения заказов, особенно для сложных конструкций |
| Стоить | Низкая стоимость оснастки, подходит для мелкого и среднесерийного производства | Стоимость оснастки высока, а крупносерийное производство экономически эффективно |
Пример: Малому предприятию необходимо производить детали интерьера автомобиля
Допустим, небольшой производитель автомобильных запчастей планирует выпускать новый тип деталей интерьера автомобиля. К этой внутренней части предъявляются особые требования, требующие мягкости на ощупь, хорошей стойкости к истиранию и царапинам. Производителям на выбор представлено два производственных процесса: литье из уретана и литье под давлением. Ниже мы подробнее рассмотрим начальные затраты на эти два процесса.
Анатомия начальных затрат на литье из уретана
- Стоимость пресс-формы:Данный производительРешили использовать силиконовые формы для литья из уретана. После некоторых маркетинговых исследований и общения с поставщиками, стоимость изготовления такого набора силиконовых форм составляет около 1000 долларов. По сравнению с некоторыми другими сложными пресс-формами, такая цена относительно приемлема для малого бизнеса.
- Подготовка производства:Один из основныхПреимущества силиконовых форм– это короткий производственный цикл. Производителям не нужно тратить много времени на подготовку к дополнительным условиям производства, таким как строительство чистого помещения. Вскоре, после того, как форма изготовлена, ее можно запускать непосредственно в производство, что значительно сокращает время подготовки.
- Общая оценка начальных затрат:В сочетании с затратами на оснастку и незначительными затратами на подготовку производства общая начальная стоимость полиуретанового литья находится на относительно низком уровне. Это привлекательный вариант для малого бизнеса с ограниченными средствами.
Анализ начальных затрат на литье под давлением
- Затраты на оснастку:Если производитель выбираетПроцесс литья под давлением, должна быть разработана стальная форма. Стоимость разработки стальной пресс-формы для производства деталей салона автомобиля недешевая, около 30 000 долларов. Это существенная разница по сравнению со стоимостью силиконовых форм, используемых при литье полиуретанов.
- Требования к масштабам производства:Процесс литья под давлением имеет особенность, только когда количество продукции достигает более 5000 штук, стоимость пресс-формы может быть эффективно амортизирована, так что стоимость одного продукта может быть снижена до разумного диапазона. Но для небольшого производителя первоначальный объем заказов был далек от таких масштабов. Это означает, что на ранних этапах производственного процесса стоимость оснастки будет оказывать огромное ценовое давление на каждый продукт.
- Соображения по скрытым затратам:В дополнение к высоким затратам на оснастку, есть еще и упущенный из видуСкрытые затраты на литье под давлением: необходимость строительства чистой комнаты класса 8 ISO. После расчетов строительство такой беспыльной мастерской обойдется примерно в 160 000 долларов. Это, безусловно, тяжелое бремя для малого бизнеса.
- Общая оценка начальных затрат:Общие начальные затраты на литье под давлением намного выше, чем при литье под давлением, с учетом таких факторов, как стоимость пресс-формы, давление на затраты, вызванное несоответствием ожиданий масштаба производства, и стоимость строительства беспыльного цеха.
Из этого случая понятно, что стартовыйСтоимость литья из уретаназначительно ниже, чем при литье под давлением. Для этого небольшого производителя автозапчастей выбор полиуретанового литья может не только эффективно снизить эксплуатационные расходы и облегчить финансовое давление, но и быстрее начать производство и своевременно удовлетворить рыночный спрос благодаря короткому времени подготовки.
Чем отличаются варианты материалов?
Выбор материала является решающим фактором при обсуждении литья из уретанапо сравнению с литьем под давлением. Вот основные различия между двумя формовочными процессами с точки зрения выбора материала:
| Проект | Литье из уретана | Литье под давлением |
|---|---|---|
| Ограничения по материалам | Нельзя использовать только смолу для отверждения при комнатной температуре, прочность на разрыв ≤ 80 МПа, конструкционные пластики | Очевидных ограничений нет, поддерживаются высокопрочные материалы, такие как нейлон, армированный стекловолокном, а также могут использоваться материалы, сертифицированные FDA для пищевых продуктов |
| Преимущества материала | Хороший тактильный и текстурный эффект, подходит для мелкосерийного производства | Широкий спектр вариантов материалов поддерживает высокопрочные материалы и может использоваться непосредственно с материалами, одобренными FDA для пищевых продуктов |
С точки зрения выбора материала,Литье из уретана и литье под давлением имеют свои преимущества. Литье из уретана подходит для тех производственных проектов, которые предъявляют особые требования к тактильным ощущениям и текстуре продукта, а выход не большой. Благодаря широкому выбору материалов, особенно для высокопрочных материалов и материалов, одобренных FDA для пищевых продуктов, литье под давлением обладает уникальными возможностями для создания продуктов, подверженных высоким нагрузкам или контактирующих с пищевыми продуктами. Поэтому, выбирая процесс формования, производители должны в полной мере учитывать фактические потребности изделия и характеристики различных материалов, чтобы принять наиболее подходящее решение.

Чехол: Компании, производящей электронику, необходимо настроить защитный чехол для мобильного телефона
Предположим, производитель электроники намерен изготовить серию чехлов для телефонов на заказ в производственных количествах до 100 штук. Для того, чтобы удовлетворить рыночный спрос, производитель принял решение распределить заказы на свою продукцию между разными поставщиками для обработки. В связи с насущными потребностями рынка, заказчик призвал нас доставить товар как можно скорее. Производитель решил пойти по пути производства литых сердечников из уретана. У производителей есть два основных варианта производства: литье из уретана и процесс литья под давлением.
Сравните время доставки
Для литья используется уретан
Процесс изготовления силиконовой формы:В соответствии с общепринятой практикой отрасли, производство силиконовой формы включает в себя несколько этапов, таких как вакуумная деаэрация и отверждение, а весь процесс занимает около 48 часов.
Время, необходимое для изготовления отдельной детали из полиуретанового литья, включает заливку, отверждение и ручную постобработку, а весь процесс занимает около 20 минут на одну деталь.
Всего существует 100 продуктов, а их производственный цикл составляет: 20 минут/штука× 100 штук = 2000 минут = 33,33 часа, что занимает около 1,4 дня.
Общее время выполнения заказа выглядит следующим образом: время изготовления силиконовой формы плюс время изготовления одной детали равно 48 часам плюс 1,4 дня, что составляет около 3,8 дней.
Сроки изготовления для литья под давлением
1. Цикл производства стальных форм:
Ключевой частью литья под давлением является изготовление стальных форм. Вы знаете, стальные формы – это не то, что можно сделать случайно, это нужно сделать с помощьюТехнология обработки с ЧПУ. Процесс может занять от 4 до 8 недель, в зависимости от сложности формы. Например, если внутренняя структура формы особенно сложная, с различными тонкими линиями и особыми формами, на ее вырезание потребуется больше времени; Или размер пресс-формы очень большой, и сложность операции увеличивается при обработке, а затраты времени соответственно будут больше. Здесь предположим, что время обработки составляет 6 недель, что соответствует 42 дням. В течение этих 42 дней мастера станков будут тщательно эксплуатироватьОборудование с ЧПУ, шлифовка и вырезание стали в форму, отвечающую требованиям, понемногу, и в каждом процессе нет места для небрежности.
2. Время изготовления одной детали
После изготовления формы последующее производство цельного изделия становится чрезвычайно эффективным. Литье под давлением полностью автоматизировано в режиме производства, и весь процесс похож на прецизионно работающую сборочную линию. Как правило, на изготовление продукта уходит около 30 секунд. Представьте себе, что пластиковое сырье быстро впрыскивается в стальную форму под высокой температурой и давлением, и после непродолжительного охлаждения и формовки продукт только что запечен. Если есть заказ на 100 изделий, давайте рассчитаем общее время производства, умножим 30 секунд на 100 штук, получим 3000 секунд, а затем переведем это время в часы, что составляет 0,83 часа. По сравнению с 42 днями, которые потребовались для изготовления стальной формы, эти 0,83 часа просто ничтожно малы.
Общее время выполнения заказа
Как правило, общее время выполнения заказа на литье под давлением в основном определяется временем обработки стальной формы на станке с ЧПУ. Поскольку время изготовления одной детали настолько короткое, влияние на общее время поставки незначительно. Таким образом, общее время выполнения заказа для литья под давлением — это время обработки пресс-формы на станке с ЧПУ плюс ничтожно малое время производства каждой детали, которое составляет 42 дня
| Процесс формовки | Время изготовления пресс-формы | Время изготовления штучных изделий | Общее время доставки |
|---|---|---|---|
| Полиуретановое литье | 48 часов | 20 минут/шт | Около 3,8 дней |
| Литье под давлением | 4-8 недель (при условии 6 недель) | 30 секунд/шт | 42 дня |
Что такое прецизионные зазоры?
КогдаОбсуждение разницы в точности между литьем из уретана и литьем под давлением, мы можем провести подробный анализ с двух аспектов: сравнение допусков и качество поверхности.
Сравнение допусков
| Процесс формовки | Диапазон допусков | Влияющие факторы |
|---|---|---|
| Полиуретановое литье | ±0,3 мм | Влияет на деформацию силиконовой формы |
| Литье под давлением | ±0,05 мм | Соответствие стандарту ISO 2768-m |
Поверхность
| Процесс формовки | Поверхность | Последующая обработка |
|---|---|---|
| Полиуретановое литье | Требуется ручная полировка | Добавьте $8 за штуку |
| Литье под давлением | Может напрямую достигать Ra 1,6 мкм | Дополнительная обработка не требуется |
Комплексный анализ
Между литьем из уретана и литьем под давлением существуют существенные различия с точки зрения точности и качества поверхности. Точность литья из уретана относительно низкая, диапазон допусков большой, акачество поверхности нужно полировать вручную;Литье под давлением имеет высокую точность, небольшой диапазон допусков, а качество поверхности может достигать Ra 1,6 мкм.
Предложение:
- Высокие требования к точности и качеству поверхности:Рекомендуется выбирать процесс литья под давлением, чтобы удовлетворить высокие требования к точности и качеству поверхности продукта.
- Низкие требования к точности и качеству поверхности:Литье из уретана может быть жизнеспособным вариантомКогда объем производства невелик и время выполнения заказа является срочным, но необходимо соблюдать осторожность, чтобы контролировать влияние деформации формы на точность и учитывать повышенную стоимость ручной полировки.
В практическом применении производители должны всесторонне продумывать выбор подходящего процесса формования в соответствии с конкретными потребностями продукта, условиями производства и экономикой.

Как выбрать исходя из объема?
Объем производства является важным фактором при выборе между литьем из уретана и литьем под давлением. Ниже приведен анализ того, как выбрать подходящий процесс формования в зависимости от объема производства:
Сравнение литья из уретана и литья под давлением в количестве производства
| Процесс формовки | Время и стоимость изготовления пресс-форм | Сроки изготовления и стоимость одной штуки | Подходящие объемы производства |
|---|---|---|---|
| Литье из уретана | Время изготовления формы короткое (около 48 часов) и относительно низкая стоимость | Время изготовления одной детали велико (около 20 минут/шт.), а стоимость увеличивается с увеличением количества | Он подходит для мелкосерийного производства, а количество продукции варьируется от нескольких до нескольких сотен |
| Литье под давлением | Срок изготовления пресс-формы длительный (4-8 недель), а стоимость высока | Время изготовления одной штуки чрезвычайно короткое (около 30 секунд на штуку), а стоимость значительно снижается по мере увеличения количества | Он подходит для крупносерийного производства, а объем производства обычно достигает более тысячи штук |
Рекомендации по выбору процесса формовки в зависимости от объема производства
Мелкосерийное производство (например, от десятков до сотен):
Выбор уретанового литья:
- Преимущества: Время изготовления пресс-формы короткое, стоимость относительно низкая, и она может быстро реагировать на рыночный спрос.
- Меры предосторожности: Поскольку силиконовая форма легко деформируется, что может повлиять на точность размеров и качество поверхности, форму необходимо регулярно проверять и заменять.
Литье под давлением не рекомендуется:
Причина: Изготовление формы занимает много времени, стоимость высока, и она не является экономически эффективной для мелкосерийного производства.
Крупносерийное производство (например, более тысячи штук):
Выбор литья под давлением:
- Преимущества: Несмотря на то, что время изготовления пресс-формы велико, а стоимость высока, время изготовления одной детали чрезвычайно короткое, а стоимость значительно снижается с увеличением количества, которое подходит для массового производства.
- Меры предосторожности: Необходимо обеспечить точность и стабильность пресс-формы для обеспечения точности размеров и качества поверхности продукта.
Литье из уретана не рекомендуется:
Причина: Срок изготовления одной детали длительный, а стоимость увеличивается с увеличением количества, которое не подходит для массового производства.
Сводка
Существуют существенные различия между литьем из уретана и литьем под давлением с точки зрения свойств материала,принципы формования, процесс, характеристики продукта и области применения. При выборе способа обработки необходимо всесторонне учитывать такие факторы, как специфические требования к продукту, масштабы производства и экономические затраты. С постоянным развитием технологий и непрерывной оптимизацией процессов считается, что литье из уретана и литье под давлением продемонстрируют свои уникальные преимущества и ценность применения в большем количестве областей.

Отказ
Содержание этой страницы носит исключительно информационный характер.Серия LSНе делается никаких заявлений или гарантий любого рода, явных или подразумеваемых, в отношении точности, полноты или действительности информации. Не следует делать вывод о том, что эксплуатационные параметры, геометрические допуски, специфические конструктивные особенности, качество и тип материала или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это ответственность покупателяЗапросить коммерческое предложение на запчастидля определения конкретных требований к этим деталям.пожалуйстасвяжитесь с намиУзнать большеEFOrmation.
Команда LS
LS — ведущая компания в отраслиСосредоточьтесь на индивидуальных производственных решениях. Обладая более чем 20-летним опытом обслуживания более 5 000 клиентов, мы уделяем особое внимание высокой точностиОбработка с ЧПУ,Изготовление листового металла,3D-печать,Литье под давлением,Штамповкии другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или массовая кастомизация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьТехнология LSЭто означает выбор оперативности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
1. В чем разница между литьем и литьем под давлением?
Разница между литьем и литьем под давлением заключается в следующем: литье заключается в заливке жидких или полутвердых материалов в форму для охлаждения и отверждения, что подходит для различных материалов, но процесс сложен, а эффективность производства низкая, а точность продукта и качество поверхности могут быть не такими хорошими, как при литье под давлением; Литье под давлением заключается в впрыске расплавленного пластика в форму под высоким давлением для охлаждения и затвердевания формы, в основном подходит для пластмасс, с высокой эффективностью процесса, автоматическим производством, точным размером продукта, хорошим качеством поверхности, подходит для крупномасштабного, стандартизированного производства продукции.
2. Каковы недостатки уретанового литья?
К недостаткам уретанового литья в основном можно отнести: высокую стоимость формы и ограниченный срок службы, что не подходит для массового производства; Силиконовая форма легко деформируется, что приводит к нестабильной точности размеров изделия; Качество поверхности изделия может быть не таким хорошим, как при литье под давлением и требует дополнительной обработки; В то же время эксплуатационные характеристики уретановых материалов могут быть снижены в высокотемпературных или сильных полярных растворителях, сильных кислотных и щелочных средах, а сценарии использования ограничены.
3. Можно ли впрыскивать полиуретановые формы?
Да, возможно литье полиуретановых форм. Полиуретан (ТПУ) является широко используемым материалом для литья под давлением, обладающим хорошей стойкостью к истиранию, маслостойкостью, устойчивостью к низким температурам и эластичностью. Полиуретановые формы для литья под давлением могут реализовать автоматизированное производство, повысить эффективность производства, а также обеспечить точность размеров и качество поверхности изделий. Однако следует отметить, что полиуретановые формы для литья под давлением требуют использования специализированных термопластавтоматов и пресс-форм, а стоимость изготовления пресс-форм высока.
4. Что такое полиуретановое формование?
Литье полиуретана — это процесс формования, в ходе которого полиуретановым материалам придается желаемая форма и размер. Процесс литья полиуретана включает в себя различные методы, такие как литье под давлением, литье под давлением, реакционное литье под давлением (RIMPU) и т. Д. Среди них одним из наиболее часто используемых методов является литье под давлением, которое предполагает впрыскивание расплавленного полиуретанового материала в форму, охлаждение и отверждение, а затем извлечение из формы для получения готового изделия. Полиуретановые формованные изделия широко используются в автомобилях, электронике, медицине, спортивном инвентаре и других областях благодаря своим хорошим физическим свойствам и технологическим свойствам.
Ресурс


