

Как два широко используемых термопластичных материалав 3D-печати, PVA и HIPS имеют свои собственные преимущества из-за их различных свойств. 92% и сверхвысокая растворимость в воде, PVA стал золотым материалом поддержки дляметаллической 3D-печати, высокопроизводительного формования смол и многого другого. Он может поддерживать суспензию с микронной точностью и может быть растворен в растворе в водяной бане при последующей обработке для достижения неразрушающего удаления. Однако его высокая хрупкость и плохая термостойкость ограничивают его прямое использование в качестве функционального компонента. Ориентируясь на функциональное производство, 3D-печать HIPS идеально подходит длялитьевых форм,прототипов автомобильных компонентов илегких структурных компонентов с прочностью на сдвиг между слоями и ударопрочностью 15-20 МПа.
Хотя оба являютсярасходными материалами процесса FDM, они дополняют друг друга в растворимость, механические свойства и адаптивность цепи. Это различие подталкивает 3D-печать к новой эрегибридного производства из нескольких материалов.
Что такое PVA и HIPS в 3D-печати?
ПВА — водорастворимый полимер, полимеризованный из мономеров поливинилового спирта, широко используемый в качестве вспомогательного средства или адгезива в 3D-печати. Он гидрофильный, растворимый в воде, нетоксичен, плавится при высокой температуре (Tm) (около 230°C) и размягчается при нагревании до 60-80°C. ПВА имеет высокую прочность на разрыв (около 50-70 МПа), но является хрупким и имеет слабую ударопрочность. Почвенные микробы могут естественным образом разлагаться на воду и углекислый газ и возвращаться в природу без промышленной обработки (ускоренная деградация в условиях промышленного компоста).
2. HIPS (ударопрочный полистирол)
HIPS — это модифицированный полистирольный материал, который может улучшить ударопрочность за счет добавления упрочняющих агентов, таких как стирол-бутадиеновый каучук. Обычно он используется дляфункциональных компонентов или проверки прототипов в 3D-печати. УПП имеет ударопрочность 10-20 кДж/м2, что намного выше, чем у ПВС, и хорошую термостойкость (до 100 °C при длительном использовании).
Его необходимо растворить в растворителе лимонене (натуральное эфирное масло цитрусовых), а процесс требует контроля температуры (около 70 градусов по Цельсию). Растворитель летуч и требует работы вентиляции. Производство УПП зависит от нефтехимического сырья, которое трудно разлагается в естественной среде. Длительное накопление может загрязнять почву и водоемы итребует профессиональной химической регенерации.
Что растворяется быстрее: PVA или HIPS?
В области 3D-печати скорость растворения PVA значительно выше, чем у HIPS:
1.Сравнение скоростей растворения
| Индикатор | ПВА (поливиниловый спирт) | HIPS (ударопрочный полистирол) |
| Среда растворения | Вода (холодная вода 25 °C, полностью растворяется за 12 часов). | Растворитель лимонен (нагревается при 70 °C в течение нескольких часов для растворения). |
| Скорость растворения | Самая быстрая (не требует нагревания, может быстро набухать при комнатной температуре). | Медленная (зависит от испарение и диффузия растворителя, требующие условий высокой температуры). |
| Остаток | Нет (полностью растворим в воде). | Нет (Лимонен подлежит вторичной переработке, но стоимость растворителя относительно высока). |
2.Различия в механизмах растворения
ПВА (поливиниловый спирт):
- Молекулярная структура: содержит большое количество гидроксильных групп (-ОН), которые связываются с молекулами воды через водородные связи, не разрушая химические связи процесса растворения.
- Опора для 3D-печати: После печати растворите в холодной воде, размягчите в течение 5–10 минут и полностью удалите через 12 часов (например,стоматологическая опора).
- Быстрая очистка прототипа:не требуется механическая полировка, чтобы снизить риск повреждения модели.
HIPS (ударопрочный полистирол):
- Молекулярная структура: это термопластичный полимер, требующий растворения стирольных групп с помощью химических растворителей, таких как лимонен.
- Постобработка 3D-печати HIPS:Используется для удаления сложных внутренних поддержек или клеев (например, клеевых слоев при 3D-печати по металлу), компоненты необходимо замачивать в течение нескольких часов в лимонаде при температуре 70°C.
- Очистка промышленного класса: подходит для ситуаций, требующих точной очистки (например,производство микрофлюидных чипов).

Каковы различия в совместимости ПВА и УПС в технологии 3D-печати?
Ниже приведено сравнение ПВА и УПС с использованием разных технологий в 3D-печати:
| Тип процесса | ПВА (поливиниловый спирт) | HIPS (ударопрочный полистирол) |
| SLM | ✅ Материал металлической подложки (растворяется без остатка). | ❌ Неприменимо (низкая температура плавления,не поддерживает металл). |
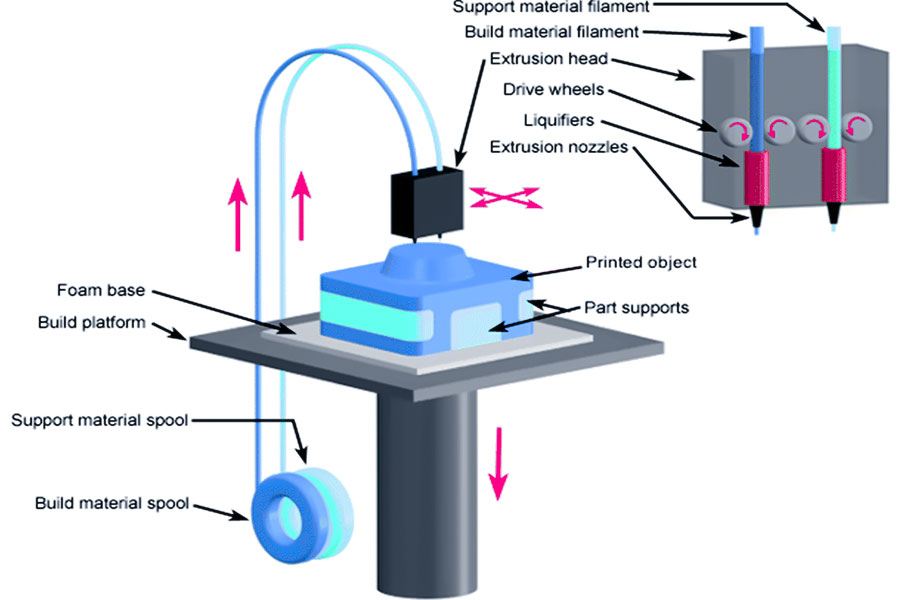
| FDM | Доступно, но требует систему с двумя соплами (в сочетании с HIPS). | ✅ Основной процесс (низкая стоимость, простота эксплуатации). |
| SLS |
✅ Поддержка не нужна,гладкая поверхность(требуется предотвращение окисления азота).
|
✅ Поддержка не нужна, предпочтительнее дляжестких деталей. |
Как выбрать между ПВА и HIPS для двойной экструзии?
1.Принцип и анализ адаптивностидвойной процесс экструзии
Матрица адаптации типа процесса
| Режим двойной экструзии | Применимость PVA | Применимость HIPS |
| Ламинированный композит | ★★★★☆ | ★★☆☆☆ |
| Коэкструзионная грануляция | ★★☆☆☆ | ★★★★★ |
| Градиентная коэкструзия | ★★★☆☆ | ★★★★☆ |
Термическая совместимость
- Непостоянная температура стеклования (Tg): разница всего в 8°C между PVA (87°C) и HIPS (95°C),требующий контроля процесса для достижения вложенности температурного окна.
- Вязкость расплава: PVA составляет 1000 сП при 60 °C, 50 сП при 200 °C, 5000 сП при 180 °C и 1200 сП при 220 °C для HIPS.
2.Сравнение и оптимизация ключевых параметров процесса
Стратегия контроля температуры
| Параметр | Окно процесса PVA | Окно процесса HIPS | Схема совместного управления двойной экструзией |
| Температура | 50-70℃ | 80-100℃ | Использование сегментированной формы контроля температуры (трехзонный независимый ПИД). |
| Температура загрузочного отверстия | 65±2℃ | 190±5℃ | Градиентная система нагрева (секция предварительного нагрева/секция дозирования/секция смешивания). |
Скорость винта Соответствие модели
Оптимальное сочетание скоростей было получено с помощью моделирования Moldflow:
- Боковые винты PVA: 40-60 об/мин (низкий сдвиг для предотвращения деградации).
- Боковой винт HIPS: 80–120 об/мин (требуется высокая скорость заполнения).
- Управление ошибкой синхронизации: ±0,5 об/мин (управляется замкнутым контуром серводвигателя).
3.Объяснение основы принятия решений
- Приоритет биодеградации:ПВС имеет скорость разложения более 92% в почвенной среде через 180 дней (стандарт ASTM D6400), подходит для использования в пищевой упаковке и сельскохозяйственных пленках и т. д.
- Порог удара:высокопрочный полистирол с ударной вязкостью без надреза>60 кДж/м 2 (GB/T 1040.2) для соответствия таким рабочим условиям, какавтомобильные бамперы икорпуса бытовой техники.
- Необходимость гибридной модификации:Когда материал не соответствует ни барьерным свойствам (преимущество ПВС), ни механической прочности (преимущество УПС), необходимо добиться синергии посредством проектирования интерфейса или модификации третьего компонента.
Как хранить нити ПВС и УПС Правильно?
Специальный план хранения нити ПВА
1.Упаковочная инженерия
Многослойная композитная упаковка:
- Внешний слой: барьерная пленка PET/EVOH (проницаемость кислорода ≤5 см³/(м²· 24ч· 0,1МПа)).
- Промежуточный слой: пакет из алюминиевой фольги (влагобарьер<0,1 г/м²/24 ч).
- Внутренний слой: крафт-бумага с покрытием ПВА (степень влагопоглощения <3%).
Конфигурация влагостойкого агента:
- Поместите силиконовый осушитель (25% ± 5% поглощения влаги при 25°C RH 60%).
- Каждая упаковка весом 50 кг содержит 20 г молекулярного сита (тип 4A).
2.Технологии контроля окружающей среды
Система постоянного увлажнения:
- С осушителем (температура точки росы ≤ -10°C).
- Вентиляция новых воздушных систем ≥ 10 раз в час.
Стратегия контроля температуры:
- Система напольного отопления с контролем температуры перегородок (точность + 1°C).
- Пороговое значение тревоги высокой температуры установлено на 32°C (запускается связанный вытяжной вентилятор).
План специального хранения нити HIPS
1.Система упаковки антиоксидантов
- Вакуумная упаковка: остаточный кислород <2% (вытеснение азотом).
- Антиокислительное покрытие:
- Распылите 0,5 μм пигмент фталоцианиновой меди (≥ 500 мг/г поглощения кислорода) на подложку из полипропилена.
- Внешний слой композитной пены EVA (теплопроводность 0,035 Вт/(м. К)).
2.Конструкция физической защиты
- Антистатические меры: Если сопротивление заземления стеллажа для хранения меньше 4 Ом,накройте его полиэтиленовой пленкой с поверхностным сопротивлением 1×10^6 -1×10^8 Ом.
- Механическая конструкция защиты: Модульные полки (межслойное расстояние ≥ 30 см, чтобы избежать деформации сжатия) с 3-точечными опорными рамами на рулон (равномерность распределения давления ≥ 90%).
Насколько безопасны HIPS и PVA?
1.Анализ безопасности HIPS
Токсикологические данные: Критерии FDA для материалов, подвергающихся воздействию пищевых продуктов (21 CFR § 177.1640), Острая пероральная токсичность LD50 > 5000 мг/кг (мыши).
Безопасность процесса: В промышленной печати компании LS вязкость расплава HIPS стабильна (эффективность преобразования энергии 10-3-10 4 Па/с), засорение сопла составляет менее 0,1%, а выбросы летучих органических соединений незначительны (см. стандарт ISO 10993-10).
Утилизация отходов: поддерживает механическую переработку, может быть повторно использован более 5 раз, когда переработанные частицы измельчаются, механическая деградация ≤15%.
2.Анализ безопасности ПВС
Биосовместимость: цитотоксичность 0 (ISO 10993-5), измеренная по уровню 6 Фармакопеи США, применимая к медицинскому прототипированию.
Экологически безопасный: полный гидролиз с образованием безвредной уксусной кислоты и газообразного водорода с циклом разложения ≤7 дней (дистиллированная вода комнатной температуры).
Совместимость с процессами: прочность на сдвиг между слоями ≥15 МПа при использовании с PLA/ABS и другими материалами Система двойного сопла компании LS.
Каковы технические трудности 3D-печати HIPS при работе с большими и сложными конструкциями?
В области 3D-печати HIPS компания LS Основные технологические решения компании направлены на решение часто встречающихся проблем в крупномасштабном сложном структурном производстве:
1.Характеристики материала HIPS Nature Противоречия с массовой печатью
- Конфликт между скоростью термической усадки и размерными точность
Скорость линейной усадки материала HIPS при отверждении составляет 0,8%-1,2%, что значительно выше, чем у ПВА. Когда размер отпечатка превышает 500 мм, накопленное тепловое напряжение может легко вызвать деформацию коробления, особенно в подвесных конструкциях и тонкостенных областях.
- Конфликт между прочностью расплава и межслойной связью
Индекс текучести расплава HIPS (MI=5-15 г/10 мин) подходит для высокоскоростной печати, но его температура стеклования (Tg ≤90 °C) низкая, а охлаждение между слоями происходит быстро, что приводит к снижению межфазного сдвига прочность.Результаты показывают, что сила отрыва между слоями на 40%-60% ниже теоретического значения при неоптимизированных условиях печати.
2.Прорыв в основных технологиях компании LS
- Технология контроля термодеформации:
Компания LS использует замкнутую систему управления температурой в сочетании с двухзонной конструкцией нагревательной камеры для управления разницей температур между слоями до ±3 °C, эффективно препятствуя накоплению теплового напряжения вдоль оси Z.Эта технология снижает деформацию коробления 1-метровых компонентов HIPS до менее чем 0,5 мм, что удовлетворяет требованиям к точности сборки прецизионных компонентов аэрокосмической промышленности.
- Прогрессивное лазерное сканирование:
Глубина ванны расплава точно контролируется (±0,02 мм) с помощью S-образного пути сканирования в сочетании с динамической регулировкой мощности.
- Автоматизация после обработки:
Быстрая гомогенизация в неоднородном температурном поле со снятием остаточного напряжения 82%, достигаемая с помощью микроволнового облучения 2,45 ГГц на частоте 2,45 ГГц.

Какая система безопасности у компании LS?
1.Проектирование безопасности оборудования
Точность регулирования температуры: ±1°C замкнутый контур управления для предотвращения перегрева и разложения материалов (Td > 300 °C (температура разложения HIPS).
Фильтрация выхлопных газов: стандартный HEPA+фильтрующий элемент из композитного активированного угля, эффективность фильтрации ЛОС>99,9%.
База данных совместимости материалов: Основанная на облачной платформе LS, параметры материалов обновляются в режиме реального времени для автоматического соответствия безопасным интервалам печати.
2.Контроль качества процедуры
- Входящая проверка: отчет о проверке третьей стороной для каждой поставки (SGS/RoHS/REACH).
- Мониторинг процесса: машина оснащена встроенными датчиками для мониторинга ключевых показателей, таких как давление расплава и содержание кислорода.
- Сертификация готовой продукции: сложные детали должны пройти 12 испытаний на надежность, таких как удар падающим молотом и коррозия в соляном тумане.
Краткое содержание
В области 3D-печати PVA и HIPS являются двумя часто используемыми расходными материалами для различных сценариев применения с уникальными Преимущества производительности. ПВА широко используется из-за его высокой прозрачности и превосходной растворимости. Он поддерживает суспензию в сложной металлической 3D-печати и может быть легко удален за счет растворимости в воде после печати. С другой стороны, 3D-печать HIPS больше ориентирована на выпуск функциональных готовых изделий с хорошей ударопрочностью и гладкостью поверхности, подходящих для быстрого прототипирования деталей-прототипов, учебных моделей и даже недорогих литьевых форм.
Кроме того, высокий HIPS требует контроля температуры во время печати и использования специальных сопел для обеспечения стабильности состояния расплава. Эти два материала резко отличаются по способности к разложению и механической прочности: PVA экологичен, но хрупок, а HIPS долговечен, но с трудом поддается биологическому разложению.
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.Серия LSНе дается никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или действительности информации. Не следует делать вывод, что параметры производительности,геометрические допуски, особые конструктивные особенности, качество материала и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это ответственность покупателяЗапросите расценки на детали, чтобы определить конкретные требования к этим деталям.пожалуйстаСвяжитесь с намиУзнать большеEFormation.
Команда LS
LS — ведущая в отрасли компания, сосредоточенная на индивидуальных производственных решениях. Имея более чем 20-летний опыт обслуживания более 5000 клиентов, мы специализируемся на высокоточнойобработке с ЧПУ,изготовлении листового металла,3D-печати,литье под давлением,штамповке металла и других комплексных производственных услугах.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах по всему миру. Будь то мелкосерийное производство или массовая кастомизация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберитеLS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш веб-сайт:www.lsrpf.com
Часто задаваемые вопросы
1.Можно ли использовать PVA и HIPS вместе?
Смешивание строго запрещено.Если используется технология водорастворимой подложки, PVA перекрестно затвердевает при контакте с лимоненом (обычно используется в HIPS переработка), что приводит к нерастворимым опорным структурам и даже повреждению поверхности HIPS.
2. Является ли HIPS экологически чистым?
HIPS содержит структуру бензольного кольца, и традиционная переработка требует пиролиза или химического разложения.С помощью оборудования для молекулярной дистилляции можно перерабатывать более 95% растворителей, что снижает выбросы ЛОС.Для домашних пользователей самостоятельное решение этой проблемы сопряжено с риском.
3. Совместимость PVA и PLA?
Совместимость PVA с PLA ограничена различиями в термических коэффициенты расширения (PVA: 5,3 ×10^-5°C, PLA: 4,7 ×10^-5°C).При печати подвесной конструкции, если пролет превышает 50 мм, разница в расширении из-за температуры может привести к нарушению межслойной адгезии.
4.Почему 3D-печать HIPS подходит для изготовления литьевых форм?
HIPS умеренно твердый (твердость по Моосу 5-6), термостабильный (температура стеклования около 95 °C), а поверхность может быть обработана до зеркального эффекта. Специализированный процесс печати HIPS, разработанный LS, в сочетании с технологией обработки многоосевого соединения позволяет точно воспроизводить сложную поверхность штампа.
Ресурсы
Опасности для здоровья и безопасности при 3D-печати

