

Шестерня, как основная частьмеханической трансмиссии, широко используетсяв автомобиле ипромышленное оборудование посредством точного зацепления зубьев для передачи мощности и движения.Метод изготовления напрямую влияет на долговечность, шумоподавление и эффективность передачи продукта.Точное литье подходит длякрупномасштабного недорогого производства, в то время как обработка на станках с ЧПУ позволяет добиться сложной формы и высокого точность.С достижениями в области 3D-печати границы проектирования легких и индивидуальных зубчатых передач переопределяются.
Для создания зубчатых колес требуется сочетание характеристик материалов, бюджетов затрат и сценариев применения.Компания LS предоставляет комплексное решение для всего: отонлайн-точной обработки с ЧПУ до3D-печати из металла/пластика и быстрой проверки прототипа.Мы можем подобрать наиболее оптимальный процесс в соответствии с вашими конкретными потребностями.Будь то стандартизированные продукты или инновационный дизайн, команда профессионалов LS помогает сократить циклы разработки продукта и улучшить продукт конкурентоспособность.
Что такое Gears?
1.Основные функции и технические значения
Точная передача мощности и движения шестерен посредством зацепления зубчатых поверхностей имеет следующие незаменимые технические ценности:
- Высокая плотность мощности: шестерни диаметром всего 50 мм может обеспечить крутящий момент более 200 кВт в двигателях самолетов.
- Точное управление движением: в часовой промышленности используется комбинация спусковых механизмов и шестерен для достижения точности синхронизации с ежедневной погрешностью менее ±0,5 секунды.
- Мощная системная интеграция: планетарные редукторы на 99% быстрее и более чем на 70% быстрее обычных редукторов.
- Преимущество в стоимости полного жизненного цикла: усталостная долговечностьавтомобильных трансмиссионных шестерен может достигать 10⁸ циклов, комплексные затраты на техническое обслуживание составляют всего 1/5 от стоимости гидравлической трансмиссии.
2.Ключевой параметр: как строить шестерни
Шестерни должны быть спроектированы и изготовлены в строгом соответствии с международной системой стандартов ISO 1328,основные параметры которых составляют многомерную систему оценки производительности:
- Модуль (м): стандарты ISO определяют общий диапазон 2,5–30 мм.Чем больше модуль, тем прочнее шестерни, но больше вес и шум.Например, турбинные редукторы ind обычно проектируются с большими модулями более 35 мм, чтобы выдерживать экстремальные нагрузки.
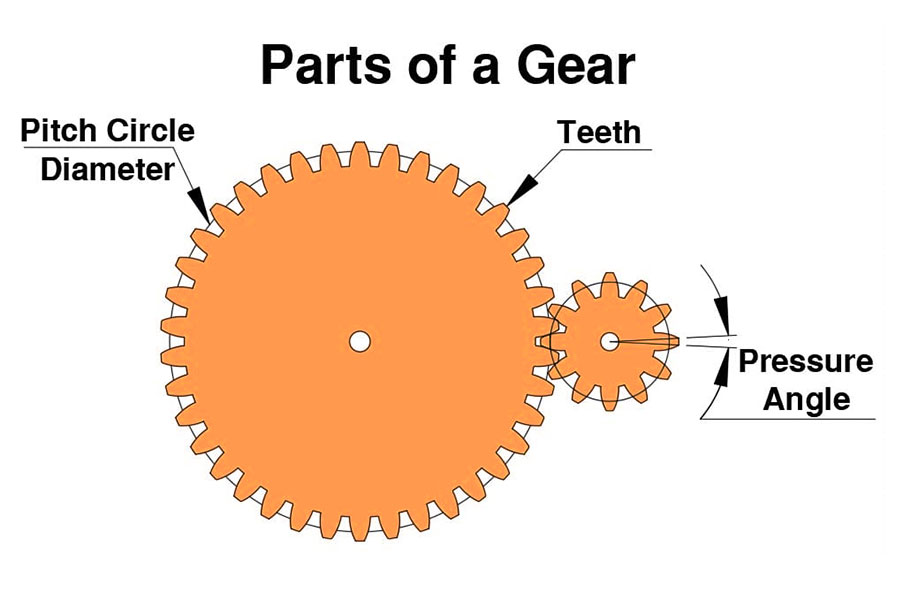
- Угол давления(a): ключевой параметр, который влияет на прочность контакта и эффективность передачи поверхностей зубьев, из которых угол давления 20 ° является наиболее широко используемым параметром в автомобильной отрасли.Под высоким давлением,можно выбрать угол давления 25 ° для улучшения сопротивления изгибу корня зуба.
- Фактор высоты коронки (га): Стандартные значения составляют 1,0-1,2, а коэффициенты усиления корня зуба, обычно используемые в аэрокосмической отрасли, 1,6–1,8.
- Угол наклона спирали (β): основные параметры конструкции косозубых передач составляют 8–15 ° угол наклона спирали, что снижает вибрационный шум более чем на 80%. Использование оптимизации спиральной топологии, например платформы проектирования на основе искусственного интеллекта компании LS, может значительно улучшить плавность взаимодействия.
3.Конструирование основного типа и сценариев применения
Различные типы зубчатых передач соответствуют разным методам изготовления и сценариям применения. Как изготавливать шестерни требует сочетания требований к производительности:
| Тип передачи | Процесс строительства | Типичные применения | Производительность преимущества |
| Цилиндрическая зубчатая передача | Литье в песчаные формы/ЧПУ зубофрезерование | Транспортеры, сельскохозяйственные редукторы машин. | Низкая стоимость и простота массового производства. |
| винтовая передача | Прецизионная зубофрезерная обработка/порошковая металлургиялитье под давлением | Автомобильная 8-ступенчатая автоматическая коробка передач, промышленные роботы. | Плавное зацепление, повышенная грузоподъемность на 30%. |
| Червяк gear | Электролитическая полировка/композитные материалы на основе керамики | Система торможения лифта, глубоководная буровая установка. | Функция самоблокировки, устойчивость к высокотемпературной коррозии. |
Конструкция передач должна вращаться вокруг решения треугольника производительности и осуществимости затрат - прямозубые шестерни стремятся к экономии за счет масштаба, Винтовые передачи ориентированы на динамические характеристики, а червячные передачи — на адаптацию к экстремальным условиям работы.Компания LS может быстро подобрать оптимальное решение с помощью базы данных процессов (включая более 2000 рабочих параметров), помогая вам достичь точной конструкции от проектирования до массового производства.

Почему методы производства шестерен влияют на ваш бизнес?
1. Игра между стоимостью и качеством
| Тип процесса | Стоимость единицы | Жизненный цикл | Процент дефектов | Дополнительные расходы на проверку качества |
| Шестерни для литья в песчаные формы | $5-8 | 3-5 лет | 3%-5% | $8-15 за штуку |
| Прецизионная обработка шестерен с ЧПУ | $100-200 | 8-10 лет | <0.1% | $0.5-2 за штуку |
| 3D-печать шестерни | $300-500 | 2-3 года | <0.05% | $1-3 за штуку |
Основные выводы:
- Для автомобильных компаний стоимость шестерни с ЧПУ в 20 раз выше, но стоимость ее жизненного цикла снизилась на 40% из-за пятилетнего продления срока службы.
- 3D-печать может показаться дорогой для медицинских приборов, около 500 долларов за штуку, но это позволяет избежать 200 тысяч затрат на разработку пресс-формы традиционных процессов и подходит для небольших партий кастомизации.
- Процент брака при литье составляет 3% в центов, что означает дополнительные 12 000–22 500 расходов на проверку на каждые 10 000 произведенных изделий, с процентом возврата до 15 процентов.
2.Опыт отрасли и примеры
История успеха: 30% главных секретов японского производителя роботов
- Инновации в процессе: снижение шума передачи с 72 дБ до 58 дБ с помощью цементированных шлифовальных зубьев и поверхности с ионной имплантацией укрепление.
- ДОХОДНОСТЬ РЫНКА: Потребители на 30% более склонны покупать бесшумных роботов.Получив сертификат по стандарту ISO 1328-1, компания успешно вышла на рынок промышленных роботов высокого класса с валовой прибылью 45% (средний показатель по отрасли 35%).
Неудачи: кризис отзыва медицинского оборудования
- УРОК НЕУДАЧИ: Предприятие, которое использовало дешевое оборудование для литья под давлением для сокращения расходов, было вынуждено отозвать 100 000 устройств из-за усталости материала и неисправной системы передачи данных КТ-сканера, что привело к убыткам в размере 120 миллионов долларов.
- Решение поставщика: компания LS предлагает шестерни, напечатанные на 3D-принтере из титанового сплава (с усталостной долговечностью 10⁹циклов) по цене всего 20 долларов за штуку, но избегает смертельных рисков.
3.Структура принятия стратегических решений
Предприятию необходимо построить матрицу решений процесса, которая оценивается по нескольким аспектам:
| Измерение решения | Индикаторы оценки | Вес | Поддержка инструментов компании LS |
| Размер партии | Годовой объем производства (100 против 100 тысяч штук) | 30% | Онлайн-симулятор затрат: автоматически рекомендует процессы на основе входных данных. |
| Условия нагрузки | Статический крутящий момент/динамический удар/температурная среда | 35% | Платформа моделирования FEA: прогнозирование усталостной долговечности различных процессов. |
| Отраслевая сертификация | IATF16949/ ISO 1328/ NADCAP | 35% | Пакет соответствия сертификации: документы предварительного утверждения + отчет о сравнительном анализе процесса. |
- Примеры решений:
Автомобильные компании (100 тыс. шт./год, динамический крутящий момент 500 Н/м, сертификация IATF 16949): рекомендуется комбинированный процесс обработки зубчатых передач с ЧПУ + цементация с закалкой. LS снижает затраты на 18% по сравнению с традиционными процессами за счет проектирования оптимизации топологии ИИ, обеспечивая при этом 6σ стандарт качества.
Медицинские предприятия (500 шт. в год, требования стерильной среды, сертификация ISO 13485): полный риск загрязнения смазочно-охлаждающей жидкости металлической 3D-печатью + технология электролитической полировки и быстрое одобрение FDA.

Какой метод изготовления шестерен вам подходит?
Числовое управление резкой (предпочтительно высокая точность)
1.Пример: швейцарская компания по производству медицинского оборудования Дентальное колесо для имплантации из титанового сплава (модуль 1,5, диаметр 8 мм).
2.Болевые точки процесса:
- Титановые сплавы обладают высокой твердостью (HV 1500-2000), плохой теплопроводностью (16 Вт/м.К) и склонны к износу инструмента и термической деформации во время традиционной обработки.
- Имплантационное колесо должно соответствовать стандарту биосовместимости ISO 10993 с шероховатостью поверхностиRa<0,4 μm, чтобы избежать риска адгезии клеток.
3.Решение компании LS:
- Пятиосевой станок с ЧПУ(точность повторяемости рабочего стола ± 1,5 μm) в сочетании с покрытыми PCD режущими инструментами (10-кратное увеличение срока службы за 10 лет).
- Термическая деформация контролировалась системой резки с постоянной температурой (25 ±0,5 ℃) и обработкой с помощью ультразвуковой вибрации (амплитуда 5 μm, частота 20 кГц), уменьшить силу резания на 30%.
- Микротекстурирование поверхности:использование лазерной микронанотехнологии, 0.На поверхности зуба создаются микробороздки диаметром 2 μm для содействия интеграции кости.
4.Эксплуатационные характеристики:
- Сертификация FDA 510(k): через систему цифрового отслеживания полного процесса (стандарт ISO 13485 соответствует).
- Данные о массовом производстве: 500 заказов с сокращенным сроком выполнения 4 недели (по сравнению с 8 неделями, необходимыми для традиционных процессов) и увеличением производства с 85% до 99,2%.
- Премиум-класс: цена за единицу выросла на 25% из-за сверхтихой конструкции премиального стоматологического бренда (с уровнем шума менее 45 дБ).
Точное литье (недорогое массовое производство)
1.Исследование случая: китайский поставщик автомобильных шестерен коробки передач (500 тыс. шт. в год, 3 модуля, общий вес 2,1 кг).
2.Болевые точки процесса:
- Микротрещины (усталостная долговечность менее 10⁷циклов) возникают в литых под давлением зубчатых колесах из алюминиевого сплава при высокоскоростном ударе.
- Тонкостенные конструкции (толщина стенки 0,8 мм) подвержены деформации из-за разной скорости затвердевания и усадки при затвердевании.
3.План оптимизации компании LS:
- Вакуумное литье под высоким давлением (давление 0,3 МПа, содержание кислорода <50 ppm) снизило дефекты пористости и увеличило процент пригодности для рентгеновского контроля с 92% до 99,6%.
- Локальная термообработка: азотирование зубчатых колес (глубина 0,2 мм, твердость 62HRC) + сердечник, обработанный на твердый раствор T6, с пределом прочности на растяжение 310 МПа (на 40% выше, чем при традиционном процессе).
- Оптимизация анализа потока пресс-формы: скорость усадки была снижена с 1,2% до 0,3% путем корректировки положения литника с помощью моделирования Moldflow.
4.Экономический преимущества:
- Стоимость единицы: 3,2 (вместо 5,2), что приводит к годовой экономии средств в размере 10,4 млн долларов.
- Качественный возврат: усталостная долговечность составляет 10⁸ циклов (по сравнению с международным стандартом ISO 6336), и у нас есть 10-летнее гарантийное соглашение с заводом-изготовителем.
- Возможность поставки: Параллельное производство 16 машин для литья под давлением с ежемесячной производительностью 62 тыс. шт., общая эффективность 89%.
Порошковая металлургия (эксперт по микрошестерням)
1.Исследование случая: шестерня из нержавеющей стали для немецкой инсулиновой помпы (модуль 0,3, общий размер сборки Φ 12 мм).
2.Технические проблемы:
- Микромасштабное зацепление: модуль 0,3 составляет всего 0,6 мм ширины зуба, а традиционные методы зубофрезерования не гарантируют профиль зуба.
- Требования к материалу: Медицинская нержавеющая сталь 316L должна обеспечивать баланс биосовместимости (коррозионная стойкость, концентрация Cl<100ppm) и стойкость к истиранию (коэффициент трения<0,1).
3.Прорывная технология компании LS:
- Литье металла под давлением: Размер порошка 80-150 мкм, температура впрыска 1450 °C, плотность 7,4 г/см3³ (близко к теоретическому значению).
- Горячее изостатическое прессование: устранение внутренних дефектов при 1100 °C/100 МПа аргона с пределом прочности на разрыв 820 МПа (стандарт ISO 683).
- Поверхностная лазерная закалка: 3D контурная сканирующая лазерная закалка (мощность 2 кВт, скорость сканирования 50 мм/с), твердость поверхности HRC 60, толщина износостойкого слоя 0,1 мм.
4.Клиническая проверка:
- Испытание на срок службы: 8000 часов непрерывного износа в условиях, имитирующих колебания уровня глюкозы в крови (крутящий момент 2 Н/м, 500 об/мин).
- Соответствие: сертифицировано по ISO 13485 система управления качеством медицинских устройств сертифицирована и признана знаком CE.
- Преимущества в стоимости: снижение затрат на пресс-форму на 90% по сравнению с точной обработкой, при этом цена единицы продукции массового производства составляет 1.8 (из 6.5).
3D-печать по металлу(инновационный прорыв в дизайне)
1.Пример: спутниковое оборудование NASA Inconel 718 (общий вес 4,7 кг, модуль 2,5).
2.Проблемы космической среды:
- Экстремальная температура: необходимо циклически переключаться между жидким азотом при -196 °C и прямым солнечным светом при +150 °C.
- Радиационная коррозия: риск охрупчивания материала, вызванный галактическими космическими лучами.
- Требование к легкому весу: вес запуска спутника ограничен 500 кг, а требования к весу снижены на 30%.
3.Технический путь компании LS:
- Проектирование оптимизации топологии: параметрическое моделирование ANSYS сгенерировало пустотелые корневые + сотовые сэндвич-структуры с плотностью до 4,2 г/см3³ (снижение веса на 35%).
- Селективная лазерная плавка: мощность лазера 300 Вт, скорость сканирования 600 мм/с, толщина 20 мкм, плотность>99,95%.
- Инновация в последующей обработке: поверхностное осаждение паров покрытия TiN с пониженным коэффициентом трения до 0,08 и термостойкостью до 1000 °C (ASTM E112 стандарт).
4.Достижения миссии:
- Успешный запуск: более 2000 часов на низкой околоземной орбите с ракетой-носителем SpaceX Transporter Launch Vehicle 3 без каких-либо проблем.
- Характеристики: Крутящий момент менее 10⁴ Н.м, прочность контакта зубьев шестерен с модулем 2,5 составляет 920 МПа (на 300% выше, чем при обычном литье), вес системы на 35% меньше, а экономия затрат на запуск составляет 2 млн долл. США/кг.
- Макет патента: Было подано пять международных патентов PCT на технологию передачи градиентной функции.

Как реализовать оптимальную стратегию?
1.Инструмент диагностики требований
Цифровая платформа принятия решений компании LS
- Введите три основных параметра: крутящий момент (Н·м), скорость (об/мин) и размер партии (деталей), а также алгоритм ИИ автоматически подбирает лучший процесс (ЧПУ/литье/порошковая металлургия/3D-печать).
- Поддержка прямой загрузки модели САПР и моделирования в реальном времени зацепление шестерен производительность.
- Отраслевые случаи:
Клиенты автомобилей: входной крутящий момент 500 Нм, 1000 об/мин, массово произведено пятьдесят тысяч штук. точное литье+рекомендуется цементационный закалочный раствор, который может снизить стоимость на 32% по сравнению с традиционным процессом.
2. Географическая стратегия глобальной цепочки поставок
| Тип требования | Рекомендуемые регионы | Преимущество по соотношению цена/производительность |
| Высокие требования к точности | Германия/Япония | Контроль допуска ≤0,005 мм, шероховатость поверхности Ra ≤ 0,4 μm. |
| Тип, чувствительный к стоимости | Китай/Индия | Эффект масштаба снижает затраты более чем на 30% и сокращает циклы поставки на 40%. |
| Инновационные требования к дизайну | США/Швейцария | Поддержка оптимизации топологии и интегрированная печать, снижение веса на 35%-50%. |
3. Контрольный список контроля качества: обязательные пункты проверки и услуги сертификации LS
| Элементы тестирования | Метод тестирования | Стандарт компании LS | Отраслевой бенчмаркинг |
| Ошибка профиля | Двойной сетчатый инструмент (± 0,008 мм). | ISO 3487-1:2020 | Автомобильная промышленность ≤0,01 мм |
| Градиент твердости | Твердомер Micro Vickers (5-300 мкм). | ASTM E1444 стандарт | Аэрокосмическая промышленность HRC 58-62 |
| Микроструктура | Электронный микроскоп (размер зерна ≥ 5). | GB/T 6394-2015 | Чугун ≥ Grade 4, легированная сталь ≥ Класс 3 |
| Шероховатость поверхности | Контурометр (Ra 0,8–0,05 мкм). | ISO 4287-1996 | Медицинское устройство Ra & le; 0.4 μm |
4.Методы оптимизации затрат: выделенный план сокращения затрат LS
Оптимизация Процесс литья
- Модульная конструкция пресс-формы: изменение традиционного испытания первой формы из 20 деталей на комплексное испытание пресс-формы из 40 деталей, снижение стоимости открытия пресс-формы на 30%.
- Пример: после модификации формы для зубчатых колес редуктора китайского заказчика себестоимость выросла с 3,2 долл. США за штуку до 2,2 долл. США за штуку при годовом объеме производства 500 тыс. штук, что позволило сэкономить 4 млн. долл. США.
- Контроль уровня отходов: с использованием термостатического (HIP) процесса плотность увеличилась до 99,5%, а уровень использования материала увеличился с 65% до 92%.
- Мультиплексное лазерное параллельное производство: повышение эффективности на 300% в оборудовании EOS M300-4 и скорость печати 200 мм/мин.
- Пример: закажите 200 шестеренок USPS и сократите время выполнения заказа с 14 недель до 7 дней, сэкономив 180 тысяч долларов.
- Технология повторного использования материалов: Поддерживает восстановление металлического порошка (извлекаемость ≥95%) и снижает материальные затраты на 40%.
5.Вариант единовременной выплаты обеспечивает решение
- Закупки из двух источников: ЧПУ+литье, проверка двухдорожечных путей, ключевые компоненты с использованием двух одновременных производственных процессов для обеспечения непрерывности поставок.
- Управляемый поставщиком запас: создание безопасного запаса на объектах клиентов (например, Склад в Мюнхене, Германия), сокращая время реагирования до 24 часов.
- Страхование технической итерации: предоставляет бесплатное техническое обучение новым технологиям (например, порошковая металлургия → миграция литья под давлением металла) для снижения риска технологического устаревания.
Каковы четыре основные компетенции LS?
1.Полный охват производственных мощностей: Мы являемся глобальным поставщиком с ЧПУ-резка (пятикоординатное соединение), точное литье (вакуумное высокое давление), порошковая металлургия (MIM+HIP) и 3D-печать (SLM/DMLS)
2. Цифровые возможности:Платформа проектирования процессов искусственного интеллекта, 10-минутное решение по оптимизации вывода, снижение дефектов проектирования на 60%. Сервис цифровых двойников. Создан виртуальный прототип коробки передач с точностью прогнозирования срока ее службы 92%.
3. Локализованная сеть обслуживания: 6 глобальных производственных баз+20 региональных сервисных центров для поддержки 48-часового реагирования на чрезвычайные ситуации.
4. Поддержка полного жизненного цикла: модель Gears as a service, обеспечивает комплексное решение от проектирования до переработки лома, снижая общие затраты клиента на владение на 30%.

Краткое описание
Шестерня — это вид механического компонента, который может осуществлять передачу мощности и управление движением путем точной резки или формирования зубчатых структур. Выбор шестерни напрямую определяет точность, прочность и экономическую эффективность продукта. Компания LS является профессиональным поставщиком услуг онлайн-обработки на станках с ЧПУ, проектирования деталей по индивидуальному заказу и услуг 3D-печати, предоставляя гибкие решения по изготовлению индивидуальных зубчатых передач для различных вариантов применения, чтобы помочь предприятиям повысить конкурентоспособность продукции.Если вам нужна дополнительная информация о решениях для производства шестерен, смело обращайтесь в компанию LS. Мы предоставляем профессиональную онлайн-обработку с ЧПУ, изготовление деталей на заказ, 3D-печать и услуги по производству прототипов.
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.Серия LSНе дается никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или действительности информации. Не следует предполагать, что параметры производительности, геометрические допуски, особые конструктивные особенности, качество материала и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это ответственность покупателяЗапросите расценки на детали, чтобы определить конкретные требования к этим части.пожалуйстаСвяжитесь с намиУзнайте большеEFOrmation.
Команда LS
LS — ведущая в отрасли компания, специализирующаяся на индивидуальных производственных решениях. Имея более чем 20-летний опыт обслуживания более 5000 клиентов, мы фокусируемся на высокоточнойобработке с ЧПУ,изготовлении листового металла,3D-печать,литье под давлением,штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то мелкосерийное производство или массовая кастомизация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбирайтеLS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш веб-сайт:www.lsrpf.com
Часто задаваемые вопросы
1. Почему машины не могут обойтись без шестерен?
Шестерни — это механические детали с зубчатыми профилями, которые передают мощность и движение посредством зацепления, как и механические зубья. Автомобильные двигатели и заводские станки используют шестерни для своих вращающихся частей. Без шестерен машины не могут точно контролировать скорость, крутящий момент или направление.
2. Как метод изготовления шестерен влияет на их срок службы?
Литейные шестерни недорогие, но подвержены дефектам пористости, короткому сроку службы. Поверхность шестерен с ЧПУ гладкая, высокая точность, усталостная долговечность до 10 недель. Оптимизированная внутренняя структура шестерни, изготовленной на 3D-принтере, высокая термостойкость, коррозионная стойкость, подходит для экстремальных условий.
3. Как определить, какой тип оборудования нужен компании?
Высокоскоростная передача выбирает косозубую передачу, самоблокировка требует выбора червячных передач. Выбирайте из 3D-печатных до 500 деталей и литых до 100000 деталей.Авиационные механизмы должны быть термостойкими (выбирайте титановый сплав + термообработка), а механизмы бытовых приборов должны быть бесшумными (выбирайте нейлон + поверхностное покрытие). Обратитесь в компанию LS для получения наилучшего решения.
4. Какие проблемы возникают при низкой шероховатости поверхности шестерен?
Шум шестерен ≥70 дБ (например, редуктор трактора при шуме и шероховатости более 3,2 мкм. Быстрый износ сокращает срок службы на 30%-50% Ra >1,6 мкм.
Ресурсы


