Moldagem por injeção, como parte indispensável da fabricação moderna, tornou-se um processo comum para a produção de produtos plásticos devido à sua elevada eficiência, flexibilidade e relação custo-eficácia. No entanto, para maximizar os benefícios desse processo e garantir a qualidade do produto e a eficiência da produção,Principais considerações de projeto e engenharia na moldagem por injeçãodeve ser cuidadosamente avaliado e otimizado. Aqui estão alguns fatores-chave para se concentrar durante o processo de moldagem por injeção.
O que é moldagem por injeção?
No vasto campo da fabricação, a tecnologia de moldagem ocupa uma posição fundamental.Significado de moldagemabrange todo o processo de transformação de matérias-primas em produtos com formas, estruturas e funções específicas. Específico para moldagem por injeção, é um método importante emtecnologia de moldagem de plástico. Ele aquece as partículas de plástico até o estado fundido, injeta-as na cavidade do molde sob alta pressão e solidifica após o resfriamento para produzir vários produtos plásticos complexos e de precisão.
Além disso, a moldagem de silicone, como outra tecnologia especial de moldagem, concentra-se no processamento de materiais de silicone. O gel de sílica é amplamente utilizado em campos médicos, alimentícios, eletrônicos e outros devido à sua excelente resistência a altas temperaturas, resistência ao envelhecimento, proteção ambiental e propriedades não tóxicas. O processo de moldagem de silicone também requer controle preciso de temperatura, pressão e outros parâmetros para garantir a qualidade e o desempenho do produto final. Quer se trate de moldagem por injeção,molde plástico ou molde do silicone, todos eles são componentes importantes da tecnologia de moldagem. Cada um desempenha um papel insubstituível em diferentes campos e promove conjuntamente o progresso e o desenvolvimento da indústria manufatureira.

Quais são as principais considerações de projeto para moldagem por injeção?
Principais considerações de design para moldagem por injeçãoincluem projeto de molde, espessura da parede, construção da comporta, ejeção de peças e ângulos de inclinação, bem como tolerâncias e encolhimento.
1. Projeto de molde
O projeto do molde é a parte central da moldagem por injeção, que determina a forma, o tamanho e a precisão do produto. A forma do molde deve corresponder ao design do produto para garantir que o produto possa ser formado sem problemas. O projeto do molde também precisa levar em consideração fatores como complexidade do produto, espessura da parede e precisão dimensional. O canal é o canal através do qual o plástico fundido flui do bico da máquina injetora para a cavidade do molde. O projeto do canal precisa garantir que o plástico fundido possa preencher a cavidade do molde de maneira uniforme e rápida, reduzindo a resistência ao fluxo e a perda de pressão. A porta é o canal que conecta o corredor e a cavidade. Ele controla o fluxo e a velocidade do plástico fundido na cavidade. O projeto do portão precisa levar em consideração fatores como forma, tamanho, espessura da parede do produto e fluidez do plástico. Ao otimizar o design do portão, os defeitos do produto, como marcas de afundamento, bolhas, deformações, etc., podem ser reduzidos e a eficiência da produção melhorada.
2. Espessura da parede
A espessura da parede é considerada um dos principais fatores que determinama qualidade dos produtos moldados por injeção. Como as peças plásticas de paredes finas têm estruturas especiais e formas complexas, parâmetros de processo apropriados devem ser adotados na produção para garantir a qualidade do produto. Esta substância tem um impacto significativo nas características de fluxo do plástico, no ciclo de resfriamento e na resistência mecânica do produto final:
- Fluidez do plástico:Devido à espessura da parede mais espessa, o plástico fundido leva mais tempo para preencher completamente a cavidade do molde, o que pode aumentar a resistência ao fluxo e, assim, afetar adversamente a qualidade da moldagem do produto.
- Tempo de resfriamento:O aumento da espessura da parede resulta em tempos de resfriamento mais longos porque paredes mais espessas significam que o plástico leva mais tempo para resfriar até a temperatura certa no molde. Isso não apenas aumenta o ciclo de produção, mas também pode fazer com que a temperatura interna do produto seja muito alta, causando problemas como estresse térmico e deformação.
- Força do produto final:O aumento da espessura da parede aumenta o tempo de resfriamento porque a espessura da parede mais espessa significa que o plástico leva mais tempo para esfriar até a temperatura adequada no molde. Além disso, a espessura espessa da parede também torna o produto suscetível a empenamento e rachaduras. Essa situação não apenas prolongará o ciclo de produção, mas também poderá fazer com que a temperatura interna do produto aumente, levando a uma série de problemas, como estresse térmico e deformação. Portanto, a espessura da parede precisa ser razoavelmente controlada para obter o melhor efeito de moldagem e custo-benefício.
3. Traçado das ruas
O layout da abertura do portão tornou-se um dos principais fatores que afetam a qualidade dos produtos moldados por injeção. A adoção de um layout de portão adequado pode fazer com que o plástico flua de maneira mais uniforme, ao mesmo tempo em que reduz efetivamente a deformação e o encolhimento: a localização do portão deve ser escolhida na área mais espessa ou central do produto para garantir o desempenho ideal da pressão de enchimento e retenção. Ao definir o portão, a força ou fraqueza experimentada pelo produto deve ser evitada para evitar tensão residual e deformação.
Para itens grandes ou complexos, vários portões podem ser projetados para garantir que o plástico flua uniformemente. No entanto, muitos portões, sem dúvida, aumentarão o custo de produção e a complexidade do molde, portanto, os prós e os contras precisam ser cuidadosamente considerados ao escolher uma estratégia.
O tamanho específico do portão deve ser determinado por vários fatores, como forma, tamanho e espessura da parede do produto. Um bico de rega mais compacto pode ajudar a limitar o fluxo de plástico e evitar a formação de bolhas e marcas de afundamento; Mas se o tamanho do portão for muito pequeno, a resistência ao fluxo pode aumentar, o que prejudicará a qualidade da moldagem do produto.
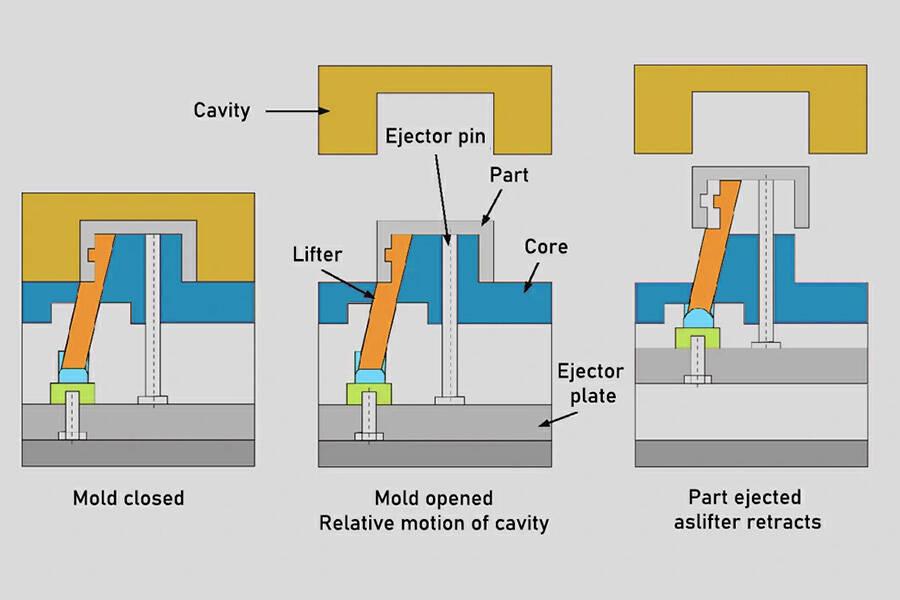
4. Ejeção da peça e ângulo de inclinação
A ejeção da peça e o ângulo de inclinação são fatores-chave para garantir que a peça possa ser removida do molde sem problemas sem danificar o produto acabado:
- Mecanismo de ejeção:O mecanismo de ejeção é o componente do molde usado para ejetar o produto da cavidade do molde. Ele precisa ser projetado de acordo com a forma, tamanho, espessura da parede e outros fatores do produto para garantir que a superfície do produto não seja danificada ou deformada durante o processo de ejeção.
- Ângulo de inclinação:O ângulo de inclinação é o ângulo de ejeção da superfície da peça moldada paralela à direção de ejeção do molde. Ajuda a reduzir a resistência ao atrito do produto durante o processo de desmoldagem e evita que a superfície do produto seja arranhada ou deformada. Um ângulo de inclinação razoável deve ser determinado com base em fatores como material, forma e tamanho do produto.
5. Tolerância e encolhimento
No projeto de moldagem por injeção, o encolhimento do plástico e as questões de tolerância também precisam ser considerados:
- Encolhimento de plástico:O plástico encolhe durante o processo de resfriamento, fazendo com que o tamanho do produto mude. Portanto, a taxa de encolhimento do plástico precisa ser considerada ao projetar o molde, e uma faixa de tolerância apropriada deve ser reservada no projeto do produto para acomodar essa mudança.
- Controle de tolerância:O controle de tolerância é a chave para garantir a consistência dimensional do produto. Durante o período deProjeto de moldee processo de fabricação, a precisão e as tolerâncias dimensionais do molde precisam ser rigorosamente controladas para garantir que os produtos produzidos atendam aos requisitos do projeto.

Quais considerações de material são essenciais na moldagem por injeção?
Comumente usadotipos de plástico na moldagem por injeçãoincluem ABS, polipropileno, policarbonato, etc. Vamos aprender sobre as propriedades e aplicações desses materiais.
1. Seleção de plástico
ABS:O ABS é um dos materiais mais comumente usados na moldagem por injeção. É amplamente utilizado na fabricação de invólucros e componentes para automóveis, eletrodomésticos e produtos eletrônicos devido às suas boas propriedades mecânicas, resistência ao impacto, resistência química e fácil processabilidade.
Computador pessoal:O PC possui excelente transparência, resistência ao impacto, resistência ao calor e estabilidade dimensional. É frequentemente usado para fazer produtos que exigem alta transparência e alta resistência, como discos ópticos, lentes de óculos, capacetes de segurança, monitores para equipamentos eletrônicos, etc.
PAPAI:O material de nylon tem alta resistência, resistência ao desgaste, resistência ao óleo e boas propriedades autolubrificantes. É frequentemente usado para fabricar rolamentos, engrenagens, tubos, bainhas de cabos e outras peças que precisam suportar tensões mecânicas e resistência ao desgaste.
POM:O POM é conhecido por sua alta dureza, alta rigidez e excelente resistência ao desgaste. É frequentemente usado para fabricar peças de precisão, engrenagens, rolamentos, peças deslizantes, etc.
PMMA:Também conhecido como vidro orgânico, é frequentemente usado para fazer lentes, caixas de exibição, letreiros, etc. devido às suas boas propriedades ópticas, transparência e resistência às intempéries.
Animal de estimação:O PET é usado principalmente para fazer garrafas de bebidas, embalagens de alimentos, etc., mas na moldagem por injeção, também é usado para fazer alguns produtos que exigem alta transparência e boas propriedades de barreira.
PBT e PETG:Esses materiais têm boa resistência ao calor, resistência química e propriedades mecânicas e são comumente usados nas indústrias automotiva, eletrônica e de eletrodomésticos.
PPSU e PEEK:Esses plásticos de alto desempenho são usados na fabricação de peças em ambientes extremos, como dispositivos médicos, peças aeroespaciais e automotivas, devido à sua resistência a altas temperaturas, resistência química e alta resistência.
TPE/TPR:Este tipo de material combina a elasticidade da borracha com a processabilidade do plástico. É frequentemente usado para fabricar vedações, mangueiras, alças e outros produtos que requerem toque macio e boa vedação.
2. Propriedades do material para moldagem
Durante o processo de moldagem por injeção, as principais propriedades dos materiais incluem fluidez, resistência ao impacto, resistência ao calor, etc. Essas propriedades afetam diretamente a qualidade e a eficiência da produção dos produtos plásticos. Por exemplo:
- Fluidez:Uma boa fluidez ajuda o plástico a preencher e moldar o molde, melhorando a integridade e o acabamento superficial do produto.
- Resistência ao impacto:Plásticos com alta resistência ao impacto podem resistir ao impacto externo e melhorar a durabilidade e a segurança do produto.
- Resistência ao calor:Plásticos com boa resistência ao calor podem manter um desempenho estável em ambientes de alta temperatura e são adequados para fazer produtos que precisam trabalhar em altas temperaturas.
3. Moldagem de silicone e plásticos especializados
Quando a flexibilidade ou a resistência química são necessárias, a moldagem de silicone e outros plásticos especiais podem atender às necessidades específicas da aplicação:
Moldagem de silicone
- Desempenho:Plástico de siliconetem excelentes propriedades, como resistência a altas temperaturas, resistência à corrosão química, resistência ao desgaste e resistência ao envelhecimento, e pode ser usado na faixa de temperatura de -70 °C a + 250 °C.
- Aplicação:Amplamente utilizado em dispositivos médicos (como instrumentos cirúrgicos, órgãos artificiais, cateteres, etc.), embalagens de alimentos (como sacos de cozinha de alta temperatura, filme plástico personalizado, etc.) e campos eletrônicos e elétricos (como cabos, isoladores, diodos emissores de luz, etc.).
Plásticos especiais
- Incluindo, mas não se limitando a PPSU, PEEK, PEI e outros plásticos de alto desempenho, que possuem excelente resistência a altas temperaturas, resistência à corrosão química e outras propriedades.
- Aplicação:Adequado para a fabricação de produtos com requisitos de desempenho extremamente altos, como componentes de precisão na indústria aeroespacial, equipamentos médicos e outros campos.

Quais são os principais desafios de engenharia na moldagem por injeção?
A moldagem por injeção enfrenta muitos desafiosincluindo análise e simulação de fluxo, otimização do tempo de resfriamento e ciclo, evitando defeitos comuns e controle de qualidade. Usando ferramentas avançadas de simulação, otimizando o projeto do sistema de resfriamento, ajustando os parâmetros do processo e fortalecendo o controle de qualidade, esses desafios podem ser abordados com eficácia e a qualidade e a eficiência da moldagem por injeção melhoradas.
Análise e simulação de fluxo
Durante o período deprocesso de moldagem por injeção, o comportamento do fluxo do plástico fundido afeta diretamente a qualidade e a eficiência de produção do produto. Defeitos como fluxo irregular, bolhas e resfriamento desigual podem afetar seriamente a integridade e o desempenho do produto.
Use ferramentas de análise e simulação de fluxo, como o Moldflow, para simular e otimizar o processo de moldagem por injeção. Essas ferramentas ajudam os engenheirosOtimize os projetos de moldeprevendo parâmetros-chave, como caminhos de fluxo de fusão de plástico, tempos de enchimento e distribuição de pressão. Através dos resultados da simulação, parâmetros como velocidade de injeção, pressão e temperatura domáquina de moldagem por injeçãopode ser ajustado para melhorar o comportamento do fluxo do fundido e reduzir a ocorrência de defeitos como bolhas e resfriamento irregular.
Otimização do tempo de resfriamento e ciclo
O tempo de resfriamento é uma parte importante do ciclo de moldagem por injeção, afetando diretamente a eficiência e os custos de produção. O resfriamento desigual pode levar a problemas de qualidade, como empenamento e deformação do produto.
Otimize o projeto do sistema de resfriamento para garantir que os canais de água de resfriamento do molde sejam distribuídos uniformemente, em número suficiente e o mais próximo possível da cavidade do molde. Isso ajuda a remover o calor do fundido de forma rápida e uniforme, reduzindo o tempo de resfriamento. Ao ajustar parâmetros como temperatura do líquido de arrefecimento e taxa de fluxo, o efeito de resfriamento pode ser ainda mais otimizado. O uso de tecnologia avançada de resfriamento, como sistemas de troca rápida de calor, pode melhorar significativamente a eficiência do resfriamento e encurtar os ciclos de produção.
Evitando defeitos comuns
Defeitos comuns durante o processo de moldagem por injeção incluem tiros curtos, empenamento, bolhas, etc. Esses defeitos podem afetar seriamente a qualidade e o desempenho do produto.
| Estratégia | Descrição |
| Tiro curto | Ao aumentar a pressão de injeção, aumentar a temperatura de fusão ou otimizar o projeto do molde, a fluidez do fundido pode ser melhorada e a ocorrência do fenômeno de tiro curto pode ser reduzida. |
| Empenamento | Otimize o projeto do molde para garantir que o produto seja tensionado uniformemente durante o processo de resfriamento; ajustar a velocidade e a pressão da injeção para evitar tensões internas excessivas causadas pelo fundido no molde; use plásticos termoendurecíveis ou aumente a espessura da parede do produto, etc. Pode efetivamente reduzir o empenamento. |
| Bolhas | A geração de bolhas pode ser reduzida melhorando o desempenho de ventilação do fundido, otimizando o sistema de ventilação do molde ou ajustando a velocidade e a pressão da injeção. |
Medidas de controle de qualidade
- Desafio:Durante o processo de moldagem por injeção, como garantir a consistência e precisão do produto acabado é um desafio importante enfrentado pelos fabricantes.
- Estratégias de enfrentamento:
- Inspeção de qualidade da matéria-prima:Uma rigorosa inspeção de qualidade é realizada nas matérias-primas usadas no processamento de moldagem por injeção para garantir que atendam aos padrões prescritos.
- Monitoramento de equipamentos de máquinas de moldagem por injeção:Monitorando o status operacional do equipamento da máquina de moldagem por injeção, incluindo parâmetros como temperatura, pressão e velocidade de injeção, para garantir a estabilidade e consistência do processo de moldagem por injeção.
- Controle de qualidade do molde:Um rigoroso controle de qualidade é realizado nos moldes usados no processamento de moldagem por injeção, incluindo a precisão, durabilidade e vida útil dos moldes. Realize manutenção e limpeza regulares do molde para garantir seu funcionamento normal e prolongar sua vida útil.
- Monitoramento do processo de moldagem por injeção:Monitoramento em tempo real dos principais parâmetros durante o processo de moldagem por injeção, como temperatura, pressão e velocidade de injeção, para garantir que o tamanho, a aparência e as propriedades físicas do produto atendam aos requisitos.
- Inspeção de amostragem:Colete amostras de produtos da linha de produção de moldagem por injeção e realize inspeções de tamanho, aparência e propriedades físicas para garantir que a qualidade do produto atenda aos requisitos padrão.
- Gerenciamento de produtos defeituosos:Estabeleça um sistema rigoroso de gerenciamento de produtos defeituosos para classificar, registrar e manusear produtos não qualificados para garantir que os produtos defeituosos não fluam para o mercado ou afetem a operação normal da linha de produção.

Por que escolher a Longsheng para serviços de moldagem por injeção?
Em Longsheng, se você precisa de fabricação de peças de protótipo ou produção em massa, temos as capacidades e experiência correspondentes para atender às suas necessidades. Estamos comprometidos em fornecer peças confiáveis e de qualidade para ajudá-lo a ter sucesso no competitivo mercado automotivo.
Cotação rápida:Basta carregar o arquivo CAD, você pode entender rapidamente o custo de fabricação e acompanhar o status do pedido.
Moldagem rápida:A Longsheng tem uma vasta experiência na fabricação de protótipos, garantindo que seus componentes sejam concluídos com alta qualidade nos estágios posteriores do processo de design e fabricação.
Atestado ISO:Longsheng é uma empresa de manufatura certificada ISO 9001, o que significa que empregamos as melhores práticas reconhecidas internacionalmente para desenvolver seus produtos e garantir que eles atendam aos padrões, independentemente da complexidade do projeto.
Personalizado sob demanda:Nosso processo de fabricação de autopeças é totalmente personalizável de acordo com suas especificações, tamanhos, materiais e requisitos de superfície para garantir o atendimento de suas necessidades exclusivas.
Entrega expressa:Estamos comprometidos em fornecer fabricação e entrega rápidas para atender às suas necessidades de produção, ao mesmo tempo em que oferecemos maior flexibilidade para responder rapidamente às mudanças do mercado.Longsheng é um parceiro de suas necessidades de autopeças.
Perguntas frequentes
1. Quais são os principais tipos de plástico usados na moldagem por injeção?
Os plásticos usados na moldagem por injeção são divididos principalmente em duas categorias: termoplásticos e plásticos termofixos. Os termoplásticos incluem, entre outros, polietileno (PE), polipropileno (PP), cloreto de polivinila (PVC), policarbonato (PC), poliamida (PA), tereftalato de polietileno (PET); Os plásticos termofixos incluem, entre outros, poliuretano (PU).
2. Como você projeta um molde para moldagem por injeção?
QuandoProjetando um molde de injeção, vários fatores precisam ser considerados para garantir que o mecanismo deslizante de tração do núcleo seja minimizado e o impacto da linha de partição na aparência seja eliminado. Ao projetar a estrutura do produto, estruturas como nervuras de reforço, fivelas e saliências devem ser consistentes com a direção da abertura do molde para evitar o puxão do núcleo, reduzir as linhas de costura e prolongar a vida útil do molde; defina uma inclinação de desmoldagem apropriada para evitar cochilos do produto ou danos ao topo; profundo Ao projetar produtos com estruturas de cavidade, a inclinação da superfície externa deve ser maior do que a inclinação da superfície interna, tanto quanto possível, para garantir que o núcleo do molde não se desvie durante a moldagem por injeção. Os plásticos têm uma certa faixa de espessura de parede, geralmente 0,5 ~ 4 mm. Quando a espessura da parede exceder 4 mm, causará problemas como longo tempo de resfriamento e encolhimento.
3. Quais são os defeitos comuns na moldagem por injeção e como eles podem ser evitados?
Defeitos comuns na moldagem por injeção e métodos para evitá-los incluem principalmente (1) Enchimento insuficiente. Para evitar o defeito de enchimento insuficiente, a velocidade de injeção deve ser aumentada, a quantidade de plástico na tremonha deve ser verificada e o curso de injeção deve ser verificado corretamente. (2) Mudanças de peso e tamanho. Para evitar defeitos causados por mudanças de peso e tamanho, é necessário verificar se há água de resfriamento suficiente fluindo pela garganta da tremonha para manter a temperatura correta, verificar o volume de injeção e a capacidade de plastificação da máquina de moldagem por injeção, etc. (3) A queima pode ser evitada diminuindo a temperatura das duas primeiras áreas do cilindro de injeção, reduzindo a velocidade de injeção, etc. (4) As rachaduras podem ser evitadas usando portões de ponto de distribuição multiponto, portões laterais e portões de alça; aumentar adequadamente a temperatura da resina para reduzir a viscosidade do fundido; aumentar a temperatura do molde; encurtar adequadamente o tempo de injeção e retenção, etc.
4. Quais fatores afetam o custo da moldagem por injeção?
Existem muitos fatores que afetamCustos de moldagem por injeção, incluindo custos de molde, custos de material, complexidade estrutural do produto, quantidade de produção, eficiência de produção, custos de uso de equipamentos, custos de mão de obra, custos de processamento secundário, custos de logística, etc. Os custos de moldagem por injeção são afetados por muitos fatores. A influência dos fatores requer consideração e otimização abrangentes em todos os aspectos do projeto, produção, gerenciamento, etc. para reduzir custos.
Resumo
As principais considerações de projeto para moldagem por injeção incluem projeto de molde, espessura da parede, construção da comporta, ejeção da peça e ângulos de inclinação, bem como tolerâncias e retração.A moldagem por injeção enfrenta muitos desafiosincluindo análise e simulação de fluxo, otimização do tempo de resfriamento e ciclo, evitando defeitos comuns e controle de qualidade. Esses fatores estão inter-relacionados e afetam conjuntamente a qualidade e a eficiência da produção de produtos moldados por injeção. Ao avaliar e otimizar cuidadosamente esses parâmetros, você pode garantir que oO processo de moldagem por injeção é estável e confiável, produzindo produtos plásticos de alta qualidade que atendem aos requisitos de design.
Disclaimer
O conteúdo desta página é apenas para referência.Longshengnão faz qualquer representação ou garantia expressa ou implícita quanto à precisão, integridade ou validade das informações. Nenhum parâmetro de desempenho, tolerâncias geométricas, características específicas de design, qualidade e tipo de material ou mão de obra devem ser inferidos quanto ao que um fornecedor ou fabricante terceirizado fornecerá por meio da Rede Longsheng. É de responsabilidade do compradorBuscando uma cotação para peçaspara determinar os requisitos específicos para essas partes.Por favorContate-nospara maisInformação.
Equipe Longsheng
Este artigo foi escrito por vários colaboradores de Longsheng. Longsheng é um recurso líder no setor manufatureiro, comUsinagem CNC,Fabricação de chapas metálicas,Impressão 3D,moldagem por injeção,Estampagem de metale muito mais.

