

砂型鋳造は用途の広いプロセスですさまざまなサイズ、形状、複雑さの製品を製造できます。砂型は手頃な価格で、非常に耐火性があり、鋼の鋳造にも使用できるため、砂型鋳造はすべての金属鋳造の60%を占めています。小ロットの費用対効果の高い生産のために、砂型鋳造が最適な製造方法と考えられています。では、砂型鋳造とは正確には何ですか?この記事では、LSチームは、砂型鋳造に関する知識の海にあなたを連れて行きます砂型鋳造の定義、動作原理、利点、欠点、および例を学びます。
砂型鋳造とは何ですか?
砂型鋳造は非常に用途の広いプロセスです.鉄系かどうかに関係なく、あらゆる金属合金に使用できます。このプロセスは、エンジンブロックやシリンダーヘッドなどの自動車用金属鋳物の大量生産のための大規模な産業ユニットで使用されます。
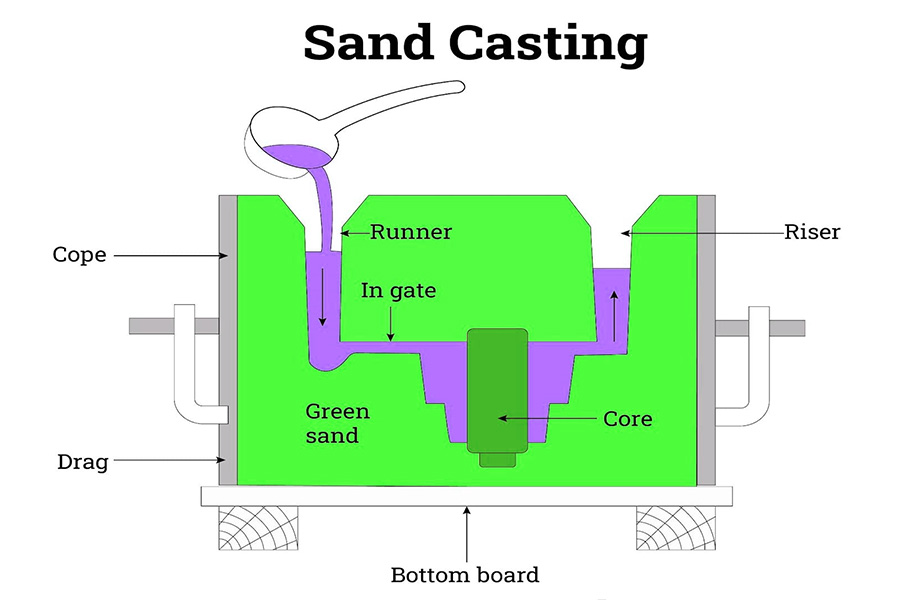
天然の砂や合成砂などのシリカ系材料で作られた型を使用して、型の滑らかな表面を作成します。金型の表面は、上半分(コープ)と下半分(抗力)の2つの部分に分かれています。パターンは、注ぐポットを使用して溶融金属で満たされ、固化させます。最後のステップは、余分な金属を切り落とすことです。金属鋳造.
砂型鋳造の長所と短所は何ですか?
| 利点 | 欠点 |
| 生産コストは、特に少量生産の場合、比較的低くなっています | 他の方法に比べて精度が低い |
| 大型部品の製造 | この方法は、重量とサイズの仕様があらかじめ決まっている製品には使用が困難です |
| 鋳鉄および非鉄合金 | この工程では、荒削りな仕上がりの製品が生産されます。 |
| リサイクル能力 | |
| 鋼やチタンなど融解温度の高い金属 |
砂型鋳造はどのように機能しますか?
砂型鋳造は重力鋳造の原理に従います.溶融金属が金型に流し込まれ、キャビティが充填され、パターンの形状が形成されます。金属が冷えて固まると、目的の形状が形成されます。次に、固化した鋳物を金型から取り出し、研削やサンドブラストなどのさらなる仕上げ作業を行います。
凝固中、金属は収縮し、内部応力と寸法変化を引き起こします。鋳物の完全性を確保するには、ライザーやチラーの使用など、適切な設計要素を考慮する必要があります。
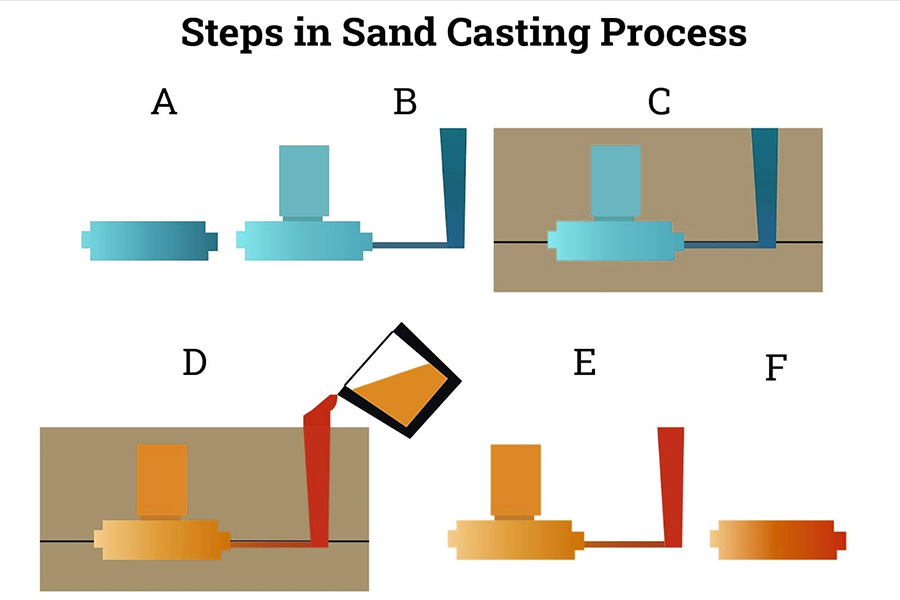
砂型鋳造はどのように段階的に行われますか?
ザ砂型鋳造プロセスは、最終鋳造の品質と性能を確保するために複数のステップとリンクを含む複雑で整然としたプロセスです。以下は、砂型鋳造の詳細なプロセスフローです。
- 金型の準備:に従ってモデリング用の金型を作成します鋳造図面または設計要件.金型は、鋳造の複雑さと生産量に応じて、木材、金属、またはプラスチックにすることができます。
- 砂の準備と砂の混合:適切な砂(石英砂、珪砂など)とバインダー(粘土、樹脂など)を選択し、それらを一定の割合で均一に混合して、一定の強度と流動性を備えた成形砂を形成します。
- 形成:混合された鋳物砂を金型に充填し、圧縮、振動などにより必要な砂型を形成します。ザ砂型上型と下型に分かれており、組み合わせ後に完全な鋳造キャビティを形成します。
- コアメイキング:内部キャビティが必要な鋳物の場合は、対応する砂コアを作成します。コア製造プロセスは成形と似ていますが、通常は特別なコアボックスとコアサンドを使用する必要があります。
- 組み合わせ:上部砂型と下部砂型(および砂コア)を組み合わせて、完全な鋳造キャビティを形成します。箱の閉鎖プロセスでは、砂型と砂芯が正確に配置され、適切な留め具を使用してそれらを固定する必要があります。
- 溶融金属:によると鋳造の材料要件、金属原料を液体状態に溶かすための適切な製錬装置と方法を選択します。溶融金属の組成と温度は、製錬プロセス中に制御する必要があります。
- 注入:溶融金属を金型キャビティにすばやく均一に注ぎます。注湯プロセスでは、細孔や介在物などの欠陥を避けるために、溶湯の注湯速度と流量を制御する必要があります。
- 冷却:溶融金属は冷却され、金型内で固化して固体状態になります.鋳造品内部の応力と変形を減らすために、冷却プロセス中に冷却速度と温度勾配を制御する必要があります。
- 砂の脱落と清掃:鋳物が完全に冷えたら、砂型を破壊して鋳物を取り出します。次に、鋳物の表面にある砂、酸化物スケール、その他の不純物を、通常はサンドブラスト、研削、その他の方法を使用して除去します。
- 点検と修理:寸法検査、外観検査、非破壊検査(X線検査、超音波検査など)、機械的特性検査などの鋳造品の品質検査。不適格な鋳物は修理または再加工する必要があります。
砂型鋳造にはどのような種類がありますか?
砂型鋳造はさまざまなタイプに分けることができます砂型の準備方法と材料特性に基づいています。砂型鋳造の主な種類は次のとおりです。
1.濡れた砂
生砂型鋳造は、鋳型砂と芯砂を造形材料として用いて鋳型を作り、重力下で鋳型に液体金属を充填して鋳物を作製する鋳造工法です。主に粘土と適量の水を造形砂の主なバインダーとして使用します。砂型が作られた後、直接成形し、濡れた状態で流し込みます。ウェットキャスティングには長い歴史があり、広く使用されています.鋼、鉄、およびほとんどの非鉄合金鋳物は、この方法で得ることができます。その主な利点には、豊富な粘土資源、低価格、短い金型製造サイクル、高い作業効率が含まれます。使用済みの粘土生砂のほとんどは、適切な砂処理を行った上でリサイクル・再利用することができます。ただし、鋳造金型の剛性が低い、鋳物の寸法精度が悪い、鋳物は砂の洗い流し、砂の介在物、細孔などの欠陥が発生しやすいなどの欠点もあります。
2.乾いた砂
生砂型鋳造と比較して、乾式砂型鋳造は、砂型中の水分含有量が低くなります.乾いた砂型を作るとき、鋳物砂の湿った水分含有量は、湿った型に使用される鋳物砂の湿った水分含有量よりもわずかに高くなります。ただし、砂型を作成した後、金型キャビティの表面を耐火塗料でコーティングし、オーブンに入れて乾燥させる必要があります。冷却後、金型を閉じることができます。そして注ぎます。この方法は、一般に、鋼鋳物およびより大きな鉄鋳物を製造するために使用されます。しかし、粘土砂型の乾燥は時間がかかり、燃料消費量も多く、乾燥過程で砂型が変形しやすく、鋳物の精度にも影響するため、化学硬化砂の普及以降、乾燥砂型は排除される傾向にあります。しかし、現代の砂型鋳造では、特に複雑な形状、より薄い断面、高い乾燥強度、良好な崩壊特性を持つコアの場合、乾燥砂が依然としてコア材料として使用されています。
3.コアサンド
コアサンドは、砂型のコアを作るために使用される材料です.使用されるさまざまなバインダーに応じて、コアサンドは、粘土コアサンド、水ガラスコアサンド、オイルコアサンド、グリースコアサンド、樹脂コアサンドなど、多くのタイプに分けることができます。コアサンドの主な機能は、鋳造金型のキャビティを支え、注入プロセス中に溶融金属が金型キャビティの外側に流れ込むのを防ぐことです。コアサンドの種類が異なれば、特性や適用範囲も異なり、鋳造品の特定の要件に応じて選択できます。
砂型鋳造にはどのような種類の砂が使用されますか?
ザレジンサンドキャスティング用成形材料は、石英砂と樹脂砂をブレンドしたものです。レジンサンドを混ぜて加熱すると、固まって滑らかな型になります。ソリッドモールドは、欠陥のある鋳物を生成することは少なくなりますが、コストが高くなり、生産速度が遅くなります。レジンサンドモールドは、1つ1つを混ぜて個別に燃やす必要があるため、作成に時間がかかります。
砂型鋳造の一般的な用途は何ですか?
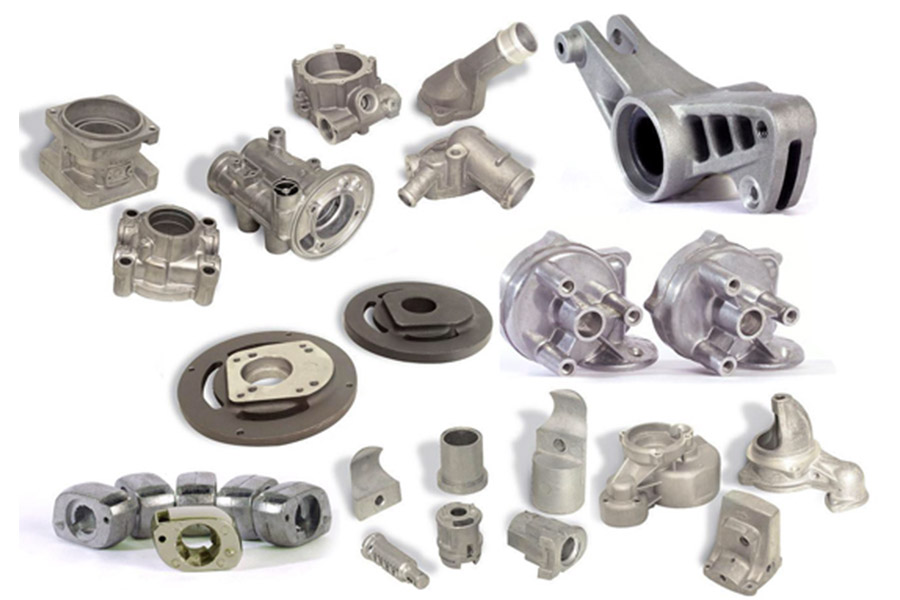
一般的で広く使用されている鋳造方法として、砂型鋳造はさまざまな金属や合金の製造に適しており、幅広い用途があります。主なアプリケーション領域の一部を次に示します。
- 機械製造業: 砂型鋳造は、機械製造業で一般的に使用される鋳造方法ですまた、ギア、ベアリングシート、ボックスなど、さまざまな機械部品の製造に使用されます。これらの部品は、多くの場合、高い機械的ストレスと摩耗にさらされるため、砂型鋳造はこれらの要件を満たすことができます。
- 自動車産業:自動車製造では、砂型鋳造は、エンジンブロック、クランクケース、トランスミッションハウジングなどの主要コンポーネントの製造に使用されます。これらの部品には、高い強度と耐摩耗性だけでなく、優れたシーリングと熱安定性も必要です。
- 航空宇宙産業:航空宇宙分野では、航空機のエンジン部品やロケットエンジンのケーシングなどに砂型鋳造が使用されています。これらのコンポーネントは、極端な高温、高圧、および高速の環境で動作する必要があり、非常に高い材料性能が必要です。
- 造船業界:造船では、砂型鋳造は、船体構造部品、エンジン部品などの製造に使用されます。これらの部品は海水の腐食や船体の振動に耐える必要があるため、材料には優れた耐食性と耐疲労性が必要です。
- 電力業界:電力業界では、発電機のステーターやローターなどの主要部品の製造に砂型鋳造が使用されています。これらの部品は、巨大な電磁力と高温環境に耐える必要があり、材料の導電率、熱安定性、機械的強度に高い要件があります。
- 建設機械および農業機械: 砂型鋳造は、建設機械や農業機械の製造にも広く使用されています。建設用のパイプやパイプ継手、農業機械用のギアやベアリングの製造など。
LSはあなたのキャスティングのニーズにお応えします
あなたはあなたの製品に最適な鋳造プロセスを選択する必要があります。LSは、エンジニアの専門チームへのアクセスを提供しますダイカストサービスや真空鋳造などのさまざまな鋳造サービスで豊富な経験を持っている人。私たちのチームの専門知識により、私たちはあなたにより良いアドバイスをし、あなたが持っているかもしれないどんな質問にも答えることができます。
設計ファイルをオンライン見積もりプラットフォームにアップロードすることで、部品の迅速な見積もりをオンラインで取得できます。私たちは競争力のある価格で最高の製品を提供します。
よくあるご質問(FAQ)
1.砂型鋳造の基本概念は何ですか?
砂型鋳造は、長年の鋳造プロセスです鋳物砂(主に砂、粘土、水で構成)を造形材料として、鋳物の形状に合わせた砂型を手作業や機械的に作製するものです。次に、溶融した金属を砂型に流し込みます。溶融金属が冷えて固まった後、鋳物を取り出して鋳造プロセスを完了します。
2.砂型鋳造のプロセスフローはどのようなものですか?
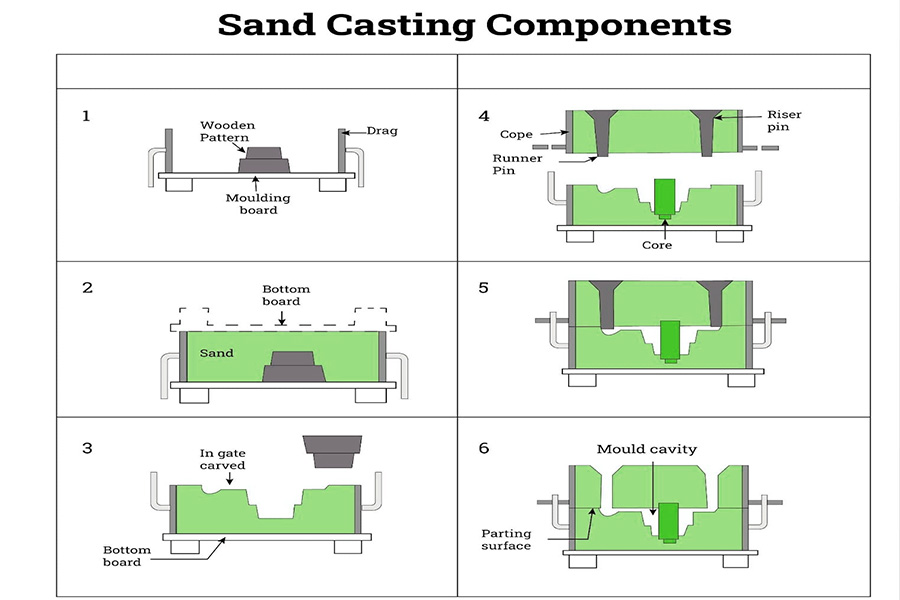
ザ砂型鋳造のプロセスフロー主に含まれています:(1)鋳物砂の準備:砂、粘土、水を一定の割合で混合して、流動性の良い鋳物砂を準備します。(2)砂型を作る:鋳造図面に従って、テンプレート、ツール、または機械装置を使用して、砂箱を成形砂で満たし、必要な砂型に圧縮します。(3)ゲートとライザーを開く:砂型のゲートとライザーを開いて、溶融金属が砂型にスムーズに流れ込み、ガスや不純物を排出できるようにします。(4)金型の取り付け:上部と下部の砂型を閉じて、溶金属の漏れを防ぐために、パーティング面がぴったりとフィットするようにします。(5)注ぐ:ゲートから砂型に溶湯を注入し、溶湯が冷えて固まるのを待ちます。(6)砂の脱落と清掃:鋳物が完全に冷却された後、砂型を破壊し、鋳物を取り出し、必要な清掃とトリミングを行います。
3.砂型鋳造の利点は何ですか?
メイン砂型鋳造の利点A:砂型鋳造は、複雑な形状とさまざまなサイズのさまざまな鋳物を製造でき、さまざまな金属材料の鋳造に適しています。他の鋳造方法と比較して、砂型鋳造に必要な設備や材料のコストは比較的低いため、大量生産に適しています。砂型鋳造は、さまざまな鋳物の品質要件を満たすために、生産ニーズに応じてプロセスフローとパラメーターを柔軟に調整できます。
4.砂型鋳造の制限は何ですか?
砂型鋳造には多くの利点がありますが、いくつかの制限もあります:砂型は注入プロセス中に熱によって膨張および収縮するため、鋳造の寸法精度と表面品質を正確に制御することは困難です。砂型鋳造のプロセスは煩雑で、多くの手動操作と介入が必要であり、生産効率に影響を与えます。砂型鋳造プロセスでは、大量の廃砂と廃水が発生し、環境に一定の汚染を引き起こします。
概要
伝統的で重要な鋳造プロセスとして、砂型鋳造には、幅広い用途の見通しとかけがえのない利点があります.現代の鋳造技術の継続的な発展に伴い、砂型鋳造は、より複雑で多様な生産ニーズに適応するために絶えず改善され、完成しています。材料の選択、プロセス設計、生産用途のいずれにおいても、砂型鋳造はそのユニークな魅力と価値を示しています。

免責事項
このページの内容は参照用です。LSの情報の正確性、完全性、または有効性について、明示的または黙示的な表明または保証を行いません。性能パラメータ、幾何公差、特定の設計機能、材料の品質と種類または仕上がりは、サードパーティのサプライヤーまたは製造業者がLongshengネットワークを通じて何を提供するかについて推測されるべきではありません。それは買い手の責任です部品の見積もりを求めていますをクリックして、それらのパーツの特定の要件を決定します。お願いしますお 問い合わせもっと詳しくINFのオーメーション.
LSチーム
LSは業界をリードする企業ですカスタム製造ソリューションを専門としています。20年以上にわたり5,000社以上のお客様にサービスを提供してきた経験を持つ当社は、高精度に注力していますCNC加工,板金加工,3Dプリンティング,射出成形,金属スタンピング、およびその他のワンストップ製造サービス。
当社の工場には、100を超える高度な5軸マシニングセンターが装備されており、ISO 9001:2015の認証を取得しています。私たちは、世界150か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間という速さでお客様のニーズを満たすことができます。卜LSテクノロジー効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社のWebサイトをご覧ください。www.lsrpf.com

