
手に持った電子機器から足元のスニーカー、キッチンの食器からオフィスの文房具まで、さまざまな商品の世界を旅すると、これらの製品のデザイン、機能性、美しさにおける優れた性能がバッグと切り離せないことが多いことに気付くのは難しくありません。オーバーモールド技術の貢献。今日、LSチームはあなたをこのトピックを掘り下げるように導き、内部メカニズムを明らかにしますオーバーモールド技術そして、それが複数の業界でかけがえのない役割を果たしていること。
オーバーモールディングとは?
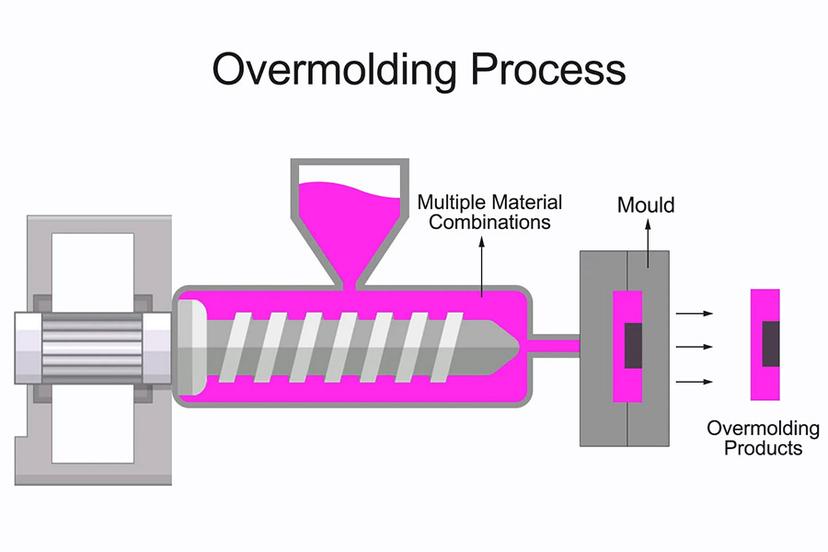
オーバーモールドは生産プロセスですこれは、射出成形またはラッピングを通じて軟質熱可塑性エラストマーまたは同様の材料を硬質プラスチックまたはその他の基材材料と組み合わせて、特定の機能特性と美的外観を備えた複合構造を作成することに焦点を当てています。このプロセスは、製品の感触、滑り止め効果、視覚的な美しさを改善し、製品の耐久性と人間工学に基づいたデザインを向上させるために広く使用されています。
オーバーモールドはどのように機能しますか?
オーバーモールドとは、基板の表面に特定の材料をコーティングして最終製品を形成する製造プロセスです。ここでは、その仕組みを段階的に説明します。
ステップ1:基板を準備します
金属、プラスチック、その他の材料などの適切な基板を選択し、その品質が生産要件を満たしていることを確認します。基板をオーバーモールド金型に配置し、基板の位置がその後の材料の射出とコーティングに対して正確であることを確認します。
ステップ2:最初の材料を注入する
一部のオーバーモールドプロセスでは、製品のコアとして最初の材料を注入する必要がある場合があります。この材料はプラスチック、金属などであり、特定の選択は製品の設計と性能要件によって異なります。材料が注入された後、必要な冷却と成形が行われ、固化して目的の形状とサイズに達することが保証されます。
ステップ3:前処理
プラスチック部品などの一部の基材では、表面から油、ほこり、その他の不純物などの不純物を取り除くために洗浄が必要になる場合があります。前処理により、クラッディング材料と基材との接着性が向上し、最終製品の品質が確保されます。
ステップ4:成形ベースをオーバーモールディングツールに挿入します
冷却および硬化されたコアコンポーネント(または前処理された基板)は、オーバーモールドツールに移されます。パーツがツールに正確に配置され、その後のクラッド材料の射出に備えていることを確認します。
ステップ5:オーバーモールディングマテリアルを注入する
ゴム、シリコーン、TPEなど、柔軟性と耐摩耗性に優れた適切なクラッディング材料を選択してください。クラッディング材料は、基板の表面にぴったりとフィットするようにクラッディングツールに注入されます。このプロセスでは、新しい材料と基板との間に化学的または機械的な結合が発生し、強力なクラッドが形成されます。
ステップ6:冷却と排出
オーバーモールドされたパーツが金型内で冷えて固まるまで待ちます。冷却時間は、材料の種類と厚さによって異なります。冷却が完了した後、新しく形成された部品は、射出機構を使用して金型から排出されます。コンポーネントの表面品質と寸法精度をチェックして、設計要件を満たしていることを確認します。

オーバーモールドにはどのような材料が使用されますか?
オーバーモールドに使用される材料の選択は、目的の製品の性能、コスト、加工性、環境要件などの要因に応じて、非常に広範囲に及びます。オーバーモールドで使用される一般的な材料は次のとおりです。
- 熱可塑性エラストマー(TPE):優れた滑り止めと弾力性のある手触りを持ち、硬度と物理的特性を調整します。ハンドル、グリップ、電子機器などによく使用され、製品の触覚とグリップを強化します。
- 熱可塑性ポリウレタン(TPU):ポリエステルタイプとポリエーテルタイプに分けられ、耐油性、耐摩耗性、優れた機械的強度、耐疲労性、耐食性、および優れた弾力性の特性を備えています。同時に、TPUはファッショナブルで環境に優しく、PVCを置き換えることができます。ペットベルト、自動車のハンドルストラップ、トレーラーストラップなどのストリップ、スレッド、ストリップのラッピングに適しています。また、ラゲッジ製品や金属ラインのコーティングにもよく使われます。
- ポリウレタン(PU):靭性に優れ、引裂きに強く、耐摩耗性に優れています。軽工業、化学工業、電子機器、繊維、医療、建設、自動車、国防などの分野で広く使用されています。製紙業界では、新しいPUラギングローラーを使用して、高温および高ライン圧力条件下でゴム材料を置き換えることができます。
- シリコーン:シリコーン粉末はシロキサン含有量によって分類され、シロキサンの分子間力が強く、物理的な方法で均一に分散させることは容易ではありません。シリコーンは潤滑性があり、耐摩耗性があり、非極性無機鉱物と有機化合物との間の界面の適合性を向上させることができます。シリコーンマスターバッチは、プラスチック加工におけるフロープロモーター、固結防止剤、相乗的難燃剤、潤滑剤、疎水性剤、離型剤などとして使用できます。
- ポリエチレン(PE):優れた耐水性と耐湿性、優れた化学的安定性、特定の機械的引張強度と引き裂き強度、優れた柔軟性、優れた低温耐性、しかし低温耐性が悪い。ビニール袋や複合袋の包装材としてよく使われます。高圧低密度ポリエチレン(LDPE)製のフィルムは、要件の低い食品、特に水分バリア要件のある乾燥食品の包装に使用できます。
- ポリプロピレン(PP):高融点、低価格、小さな比重、優れた機械的特性、優れた耐応力亀裂性と耐摩耗性、優れた化学的安定性、簡単な成形加工。化学、電気、自動車、建設、包装、その他の業界で広く使用されています。プラスチックフィルムは、商品の軟包装に使用され、複合材料のヒートシール層としても使用されます。
- アクリロニトリルブタジエンスチレン(ABS):i高強度、耐衝撃性、耐熱性に優れた熱可塑性プラスチックです。高強度や耐熱性が求められる部品など、特定の要件を持つオーバーモールドにご使用いただけます。
- ポリカーボネート(PC):透明性が高く、衝撃強度が高く、熱安定性が高いという特徴があります。オーバーモールドでは、高い透明性と高い衝撃強度が求められる部品にPCを使用することができます。
- ナイロン:優れた耐摩耗性、耐衝撃性、自己潤滑性。ギアやベアリングなど、高負荷や摩耗に耐える必要がある部品の製造によく使用されます。オーバーモールドでは、耐摩耗性と自己潤滑性が必要な部品にナイロンを使用することができます。

オーバーモールドの一般的な用途は何ですか?
高度な製造プロセスとして、オーバーモールドは幅広い用途の可能性と多くの分野で大きな商業的価値を示しています。オーバーモールドの一般的なアプリケーションの内訳は次のとおりです。
1.家電製品
- スマートフォン:オーバーモールド技術により、スマートフォンのシェルに柔らかな感触を与えると同時に、滑り止め性能を向上させ、ユーザーエクスペリエンスを向上させることができます。
- ヘッドフォン:オーバーモールドは、快適なフィット感と優れた遮音性を提供するために、イヤフォンでよく使用されます。
- リモートコントロール:リモコンの主要部分はオーバーモールド技術を採用しているため、ボタンの柔らかさと手触りが向上し、ユーザー操作の利便性が向上します。
- 充電器:充電器のハウジングとプラグ部分をオーバーモールドすることで、耐久性と滑り止め性能を向上させることができます。
2.自動車部品
- シフトノブ:オーバーモールド技術により、シフトノブのグリップ力と滑り止め性能が向上し、運転の安全性が向上します。
- インストルメントパネル:オーバーモールド技術により、ダッシュボードにソフトタッチの感触を提供しながら、美観と耐久性を高めることができます。
- ハンドルカバー:自動車のドアハンドルカバーやその他のコンポーネントは、オーバーモールド技術を使用して、美観を高めながら快適なグリップと滑り止め性能を提供します。
3.医療機器
- 手術器具:手術器具のハンドル部分はオーバーモールド技術を採用しているため、快適性と滑り止め性能が向上し、医師の操作の精度と安全性が向上します。
- ハンドルグリップ:医療機器のハンドルグリップやその他のコンポーネントは、オーバーモールド技術を通じて柔らかな手触りを提供し、医療従事者の疲労を軽減します。
- 患者との接触領域: 医療機器で患者と接触する領域は、快適性を高め、患者の不快感を軽減するためにオーバーモールドされています。
4.ハンドツール
- ツールハンドル:ハンドツールのハンドル部分はオーバーモールド技術を採用しているため、快適なグリップと滑り止めの性能を提供し、ツールの効率と安全性を向上させることができます。
- 柄:さまざまなハンドツールのグリップセクションをオーバーモールドして、ユーザーの快適性と操作効率を向上させる人間工学に基づいたデザインを提供できます。
オーバーモールド vs インサートモールディング
インサート成形とオーバーモールドはどちらも、接着剤を使用せずにマルチマテリアル製品を製造するための効果的な方法であり、製造プロセスを合理化し、二次組み立てステップを減らし、最終製品の品質を向上させます。ただし、2つの成形技術には大きな違いがあり、それは次の側面に現れます。
インサート成形 vs. オーバーモールド: コスト
- インサート成形:従来のシングルショット成形機が一般的に使用されるため、ツーリングコストは比較的低く抑えられます。材料費は、インサートと樹脂の材料選択によって異なります。全体的なコストは、インサートの準備と位置決め装置のセットアップによって増加する可能性があります。
- オーバーモールディング:ベースとオーバーモールド材料に対応するために必要な複雑な金型構造により、金型コストが高くなる可能性があります。材料費は、基板とクラッディングの材料の選択によって異なります。全体的なコストは、クラッディング材料の前処理、注入チャネルのセットアップ、および後処理操作により増加する可能性があります。
インサート成形 vs. オーバーモールド: スピード
- インサート成形:従来の射出成形機を生産に使用できるため、比較的高速な生産が可能です。インサートの前処理と位置決めにより、生産時間がわずかに長くなる可能性があります。
- オーバーモールディング:オーバーモールド材料の射出と硬化に追加の時間が必要なため、生産が遅くなる可能性があります。複雑な金型構造や後処理作業も、生産時間を増加させる可能性があります。
インサート成形 vs. オーバーモールド: アプリケーション
- インサート成形:プラスチック製のハンドルが付いた金属製のドライバーを作ったり、絶縁パイプやワイヤーなどを作ったりするなど、金属層の上にプラスチックの層を追加するためによく使用されます。さらに、電子製品の包装、医療機器製造などの分野でも広く使用されています。
- オーバーモールディング:歯ブラシ、携帯電話ケースなどのゴム製ハンドル付きプラスチック部品の製造に広く使用されています。また、2色のプラスチック家具、収納ボックス、プラスチック容器などの製造にも適しています。
インサート成形とオーバーモールド:プロセスの特徴と利点
インサート成形:(1)特徴:樹脂の成形性やすさと金属の剛性・強度・耐熱性が補完し合い、複雑で精緻な金属・プラスチック一体製品化が可能です。(2)利点:さまざまな材料を組み合わせて、製品の全体的な性能と機能を向上させることができます。これにより、製品の組み立てプロセスが簡素化され、製造コストが削減されます。
オーバーモールディング:(1)特徴:プラスチックプロファイルは、加熱と外力によって変形し、その後冷却され、成形されて製品が得られます。(2)利点:複数の材料や色を含む製品を比較的簡単に製造できます。製品の組み立て要件を減らし、全体的な設計をより堅牢で耐久性のあるものにします。大規模な生産や、複数の色や多層デザインの製品に適しています。
オーバーモールディングの設計上の考慮事項は何ですか?
オーバーモールド製品を設計する際には、材料の適合性、金型設計、部品の形状、サイクルタイムなど、複数の要素を考慮する必要があります。
1.材料の互換性:
- オーバーモールド材料への基材の接着性:基材とオーバーモールド材料との間の良好な接着性を確保することが重要です。これには、多くの場合、2つの材料の化学的および物理的特性を深く理解し、それらが強く結合するようにすることが含まれます。
- 材料の選択:母材とコーティング材料を選択する際には、成形プロセス中に良好な接着界面を形成できるように、それらの熱膨張係数、表面エネルギー、濡れ性、およびその他のパラメータを考慮する必要があります。
2.金型設計:
- ベース部品への適応:金型設計は、クラッディング材料がベース部品に均一に覆われるようにしながら、ベース部品を収容して保持できる必要があります。
- ゲートとベントの設計: オーバーモールドには、適切なゲートとベントの設計が重要です。ゲートは、取り外しが簡単で製品の外観に影響を与えない場所に配置する必要があり、排気システムは、気泡や欠陥を避けるために金型からガスを効果的に除去できる必要があります。
- 金型材料:オーバーモールド材料の特性と成形温度に応じて、適切な金型材料を選択します。例えば、高温成形材料の場合、高温に耐えられる工具鋼を選択する必要があります。
3. 部品の形状:
- ドラフト角度について:成形部品を金型から簡単に取り出せるように、適切な角度を設計する必要があります。さまざまな形状やサイズの鋳物の場合、離型に使用する必要のあるドラフト角度も異なります。金型の抜き勾配は、クラッド材料の収縮と金型の摩擦係数によって決まります。
- アンダー カット:部品のデザインをアンダーカットすると、離型が複雑になる可能性があるため、避けてください。横滑りが発生しないようにするために、簡単なメカニズムを使用してワークピースが金型キャビティから出るのを防ぐ、つまり、スライドとダイの間のギャップを変更して、製品の寸法が安定して変わらないようにすることができます。アンダーカットを設計する必要がある場合は、スムーズな金型の成形を確保するために、スライダーまたはその他の複雑な金型設計を検討する必要があります。
- パーツアセンブリ:オーバーモールド部品を設計するときは、部品と他のタイプの部品との間のアセンブリの依存関係を慎重に検討する必要があります。たとえば、エンクロージャーは 2 つ以上のコンポーネントに設計できます。エンベロープ領域が組み立てプロセスに干渉しないようにすると同時に、十分な組み立てクリアランスと正確な位置決め特性を提供することが重要です。
4.サイクルの長さ:
- 追加の手順:オーバーモールドプロセスでは、通常、基板の前処理、コーティング材料の注入、硬化ステップなど、いくつかの追加操作が必要になります。また、熱処理、化学含浸、コンフォーマルコーティングなどの追加ステップがある場合もあります。これらの手順により、成形サイクルタイムが長くなります。
- プロセスの最適化:生産サイクルを短縮するために、射出速度、圧力、金型の温度など、成形のプロセスパラメータを調整および最適化することを検討できます。これらの施策により、製品の品質を向上させることができます。さらに、より効率的な成形ツールや金型設計を採用して、生産サイクルを短縮することも考えられます。

よくあるご質問(FAQ)
1.オーバーモールドはどのように行われますか?
オーバーモールドとは、1つの材料(通常はプラスチックまたはゴム)を別の材料(ベースコンポーネント)の表面上に配置する成形プロセスです。このプロセスは、以下を含むがこれらに限定されないさまざまな方法で実現できます: (1) 2色射出機では、1つの材料が最初に金型に射出されて基本コンポーネントを形成し、次に別の射出シリンダーの対応するキャビティに転写されます。別の材料がコンポーネントに注入され、統合されたデュアルマテリアル製品が形成されます。(2)2段階射出成形:射出成形機で1つの材料の一部を形成し、この部品をインサートとして別の金型に入れてから、2番目の材料を注入します。
2.インサート成形はどのように機能しますか?
インサート成形とは、あらかじめ用意された異なる材料のインサートを射出成形金型に取り付け、樹脂を注入する成形方法です。溶融した材料はインサートと結合して固化し、一体製品を形成します。主な手順は次のとおりです:(1)インサートを準備する:インサートは、金属、布、紙、ワイヤー、プラスチック、ガラス、木材、その他の材料で作ることができます。製品のニーズに応じて適切なインサートを選択してください。(2)インサートの配置:インサートを射出成形金型の所定の位置に配置します。(3)樹脂の注入:溶融樹脂を金型に注入すると、樹脂がインサートの周りを流れて金型に充填されます。(4)硬化:樹脂が金型内で冷却・固化し、インサートと強固な結合を形成します。
3.ゴムのオーバーモールドのプロセスはどのようなものですか?
ゴムオーバーモールドは、ゴム材料を他の材料(金属、プラスチックなど)の表面で覆うプロセスです。一般的な手順は次のとおりです:最初に洗浄して脱脂し、ワークピースの表面がきれいで、油やその他の不純物がないことを確認します。次に、オーバーモールドのニーズに応じて金型が設計および製造されます。次に、ゴム材料を金型に入れ、ワークピースに圧力を加えて、ぴったりとフィットするコーティングを形成します。次に、一定の温度と圧力の下で、プリフォームを加熱してゴム材料を加硫反応させ、それによって安定したゴムコーティングに固化します。最後に、ワークピースを取り外し、必要な洗浄と品質検査を梱包前に行います。
4.オーバーモールドにはどのような材料が一般的に使用されていますか?
オーバーモールドに一般的に使用される材料には、熱可塑性エラストマー(TPE)、熱可塑性ポリウレタン(TPU)、ポリウレタン(PU)、シリコーン、ポリエチレン(PE)、ポリプロピレン(PP)、アクリロニトリルブタジエンスチレン(ABS)、ポリカーボネート(PC)、および金属材料、または一部の特殊な場合に使用される可能性のあるその他の特殊材料が含まれます。これらの材料の選択は、特定のアプリケーションシナリオ、必要な物理的および化学的特性、およびコスト要因によって異なります。
概要
アドバンスドとして射出成形プロセス、オーバーモールドは、材料の射出成形と融合プロセスを正確に制御することにより、2つの異なる材料の緊密な組み合わせを実現し、現代産業の発展に強力な技術サポートを提供します。科学技術の継続的な進歩と技術の継続的な改善により、オーバーモールド技術は将来、より多くの分野に革新とブレークスルーをもたらすと考えられています。
免責事項
このページの内容は参照用です。LSの情報の正確性、完全性、または有効性について、明示的または黙示的な表明または保証を行いません。性能パラメータ、幾何公差、特定の設計機能、材料の品質と種類または仕上がりは、サードパーティのサプライヤーまたは製造業者がLongshengネットワークを通じて何を提供するかについて推測されるべきではありません。それは買い手の責任です部品の見積もりを求めていますをクリックして、それらのパーツの特定の要件を決定します。お願いしますお 問い合わせもっと詳しくINFのオーメーション.
LSチーム
この記事は、複数の LS コントリビューターによって書かれました。LSは、製造業の主要なリソースであり、CNC加工,板金加工,3Dプリンティング,射出成形,金属プレス加工など。

