

Come due materiali termoplastici ampiamente utilizzatinella stampa 3D, PVA e HIPS hanno i loro vantaggi grazie alle loro diverse proprietà. Con una solubilità in acqua del 92% e una solubilità super forte, il PVA è diventato un materiale di supporto d'oro per lastampa 3D in metallo, lo stampaggio di resina ad alte prestazioni e altro ancora. Può supportare la sospensione con precisione micrometrica e può essere dissolto nella dissoluzione del bagno d'acqua nella successiva lavorazione per ottenere una rimozione non distruttiva. Tuttavia, la sua elevata fragilità e la scarsa resistenza alla temperatura limitano il suo utilizzo diretto come componente funzionale. Concentrandosi sulla produzione funzionale, la stampa 3D HIPS è ideale per stampi a iniezione, prototipi di componenti automobilistici e componenti strutturali leggeri, con resistenza al taglio interstrato e resistenza all'impatto di 15-20 MPa.
Sebbene entrambi siano materiali di consumo per il processo FDM, si completano a vicenda in termini di solubilità, proprietà meccaniche e adattabilità della catena. Questa differenza sta spingendo la stampa 3D verso una nuova era di produzione ibrida multi-materiale.
Cosa sono PVA e HIPS nella stampa 3D?
Il PVA è un polimero idrosolubile polimerizzato da monomeri di alcol polivinilico ed è ampiamente utilizzato come ausilio o adesivo nella stampa 3D. È idrofilo, solubile in acqua, non tossico, si scioglie ad alta temperatura (Tm) (circa 230°C) e si ammorbidisce se riscaldato a 60-80°C. Il PVA ha un'elevata resistenza alla trazione (circa 50-70 MPa) ma è fragile e ha una debole resistenza all'impatto. I microbi del suolo possono decomporsi naturalmente in acqua e anidride carbonica e tornare alla natura senza trattamenti industriali (degradazione accelerata in condizioni di compost industriale).
2. HIPS (polistirene antiurto)
HIPS è un materiale in polistirene modificato che può migliorare la resistenza all'impatto aggiungendo agenti indurenti come la gomma stirene butadiene. Di solito è utilizzato percomponenti funzionali o convalida di prototipinella stampa 3D. L'HIPS ha una resistenza agli urti di 10-20 kJ/m2, molto più alta del PVA, e una buona stabilità termica (fino a 100 °C in uso a lungo termine).
Deve essere disciolto in un solvente limonene (olio essenziale di agrumi naturale) e il processo richiede il controllo della temperatura (circa 70 gradi Celsius). Il solvente è volatile e richiede un'operazione di ventilazione. La produzione di HIPS dipende da materie prime petrolchimiche che sono difficili da decomporre in ambiente naturale. L'accumulo a lungo termine può contaminare il suolo e i corpi idrici e richiede un recupero chimico professionale.
Quale si dissolve più velocemente: PVA o HIPS?
Nel campo della stampa 3D,il tasso di dissoluzione del PVA è significativamente più alto di quello dell'HIPS:
1.Confronto dei tassi di dissoluzione
| Indicatore | PVA (alcol polivinilico) | HIPS (polistirene antiurto) |
| Mezzo di dissoluzione | Acqua (acqua fredda a 25 °C, completamente disciolta in 12 ore). | Solvente limonene (riscaldato a 70 °C per diverse ore per scioglierlo). |
| Velocità di dissoluzione | Più veloce (non necessita di riscaldamento, può gonfiarsi rapidamente a temperatura ambiente). | Lento (dipende dall'evaporazione del solvente e diffusione, che richiedono condizioni di temperatura elevata). |
| Residuo | Nessuno (completamente solubile in acqua). | Nessuno (il limonene è riciclabile, ma il costo del solvente è relativamente alto). |
2.Differenze nei meccanismi di dissoluzione
PVA (alcool polivinilico):
- Struttura molecolare: contiene grandi quantità di gruppi idrossilici (-OH), che si legano alle molecole d'acqua attraverso legami idrogeno senza rompere i legami chimici del processo di dissoluzione.
- Supporto per stampa 3D: dopo la stampa, sciogliere in acqua fredda, ammorbidire per 5-10 minuti e rimuovere completamente dopo 12 ore (ad esempio supporto dentale).
- Pulizia della prototipazione rapida:non è richiesta alcuna lucidatura meccanica per ridurre il rischio di danni al modello.
HIPS (polistirene antiurto):
- Struttura molecolare: è un polimero termoplastico che richiede che i gruppi stirene vengano sciolti tramite solventi chimici come il limonene.
- Post-elaborazione della stampa 3D HIPS:utilizzata per rimuovere supporti interni complessi o adesivi (come gli strati adesivi nella stampa 3D in metallo), i componenti devono essere immersi per ore in limonata a 70°C.
- Pulizia di livello industriale: adatta per situazioni che richiedono una pulizia di precisione (come laproduzione di chip microfluidici).

Quali sono le differenze di compatibilità tra PVA e HIPS nella tecnologia di stampa 3D?
Di seguito è riportato un confronto tra PVA e HIPS utilizzando diverse tecniche nella stampa 3D:
| Tipo di processo | PVA (alcol polivinilico) | HIPS (polistirene antiurto) |
| SLM | ✅ Materiale di supporto metallico (sciolto senza residui). | ❌ Non applicabile (basso punto di fusione,non in grado di supportare il metallo). |
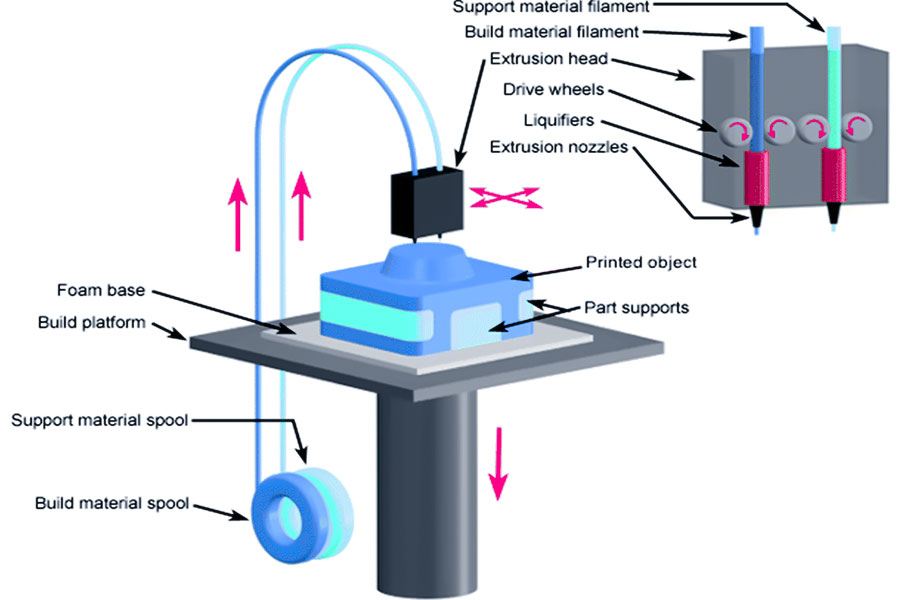
| FDM | Disponibile, ma richiede un sistema a doppio ugello (insieme a HIPS). | ✅ Processo mainstream (basso costo, funzionamento semplice). |
| SLS |
✅ Non necessita di supporto,superficie liscia(richiede prevenzione dell'ossidazione dell'azoto).
|
✅ Non necessita di supporto, preferito perparti resistenti. |
Come scegliere tra PVA e HIPS per doppia estrusione?
1.Analisi di principio e adattabilità delladoppia estrusione processo
Matrice di adattamento del tipo di processo
| Modalità di doppia estrusione | Applicabilità del PVA | Applicabilità dell'HIPS |
| Composito laminato | ★★★★☆ | ★★☆☆☆ |
| Granulazione per coestrusione | ★★☆☆☆ | ★★☆☆☆ |
| Coestrusione gradiente | ★★★☆☆ | ★★★★☆ |
Compatibilità termica
- Temperatura di transizione vetrosa incoerente (Tg): Solo 8°C di differenza tra PVA (87°C) e HIPS (95°C),che richiede il controllo del processo per ottenere l'annidamento della finestra di temperatura.
- Viscosità di fusione: PVA è 1000 cP a 60 °C, 50 cP a 200 °C, 5000 cP a 180 °C e 1200 cP a 220 °C per HIPS.
2.Confronto e ottimizzazione dei parametri chiave del processo
Strategia di controllo della temperatura
| Parametro | Finestra di processo PVA | Finestra di processo HIPS | Schema di controllo collaborativo a doppia estrusione |
| Temperatura | 50-70℃ | 80-100℃ | Adozione di uno stampo di controllo della temperatura segmentato (PID indipendente a tre zone). |
| Temperatura della porta di alimentazione | 65±2℃ | 190±5℃ | Sistema di riscaldamento a gradiente (sezione di preriscaldamento/sezione di dosaggio/sezione di miscelazione). |
Modello di corrispondenza della velocità della vite
La combinazione di velocità ottimale è stata ottenuta tramite simulazione Moldflow:
- Viti laterali PVA: 40-60 giri/min (basso taglio per prevenire la degradazione).
- Vite laterale HIPS: 80-120 giri/min (requisito di elevata velocità di riempimento).
3.Spiegazione della base per il processo decisionale
- Priorità di biodegradazione:Il PVA ha un tasso di degradazione di oltre 92% in ambiente terreno dopo 180 giorni (standard ASTM D6400), adatto per l'uso in imballaggi alimentari e pellicole agricole, ecc.
- Soglia di impatto:polistirene antiurto senza intaglio con resistenza all'impatto>60 kJ/m 2 (GB/T 1040.2) per soddisfare condizioni di lavoro qualiparaurti per autoeinvolucri di elettrodomestici.
- Necessità di modifica ibrida:quando un materiale non soddisfa sia le proprietà barriera (vantaggio PVA) sia la resistenza meccanica (vantaggio HIPS), è necessario ottenere sinergie tramite progettazione dell'interfaccia o modifica del terzo componente.
Come conservare i filamenti PVA e HIPS Correttamente?
Piano speciale di stoccaggio del filamento PVA
1.Ingegneria dell'imballaggio
Imballaggio composito multistrato:
- Strato esterno: pellicola barriera PET/EVOH (permeabilità all'ossigeno ≤5 cm³/(m²· 24h· 0,1 MPa)).
- Strato intermedio: Sacchetto di alluminio (barriera contro l'umidità<0,1 g/m²/24h).
- Strato interno: carta kraft rivestita con PVA (tasso di assorbimento dell'umidità <3%).
Configurazione dell'agente anti-umidità:
- Posizionare l'essiccatore in silicone (25% ± 5% di assorbimento di umidità a 25°C RH 60%).
- Ogni confezione da 50 kg contiene 20 g di setaccio molecolare (tipo 4A).
2.Tecnologie di controllo ambientale
Sistema a umido costante:
- Con deumidificatore (temperatura del punto di rugiada ≤ -10°C).
- Ventilazione dei nuovi sistemi di aria ≥ 10 volte all'ora.
Strategia di controllo della temperatura:
- Sistema di riscaldamento a pavimento con controllo della temperatura delle partizioni (accuratezza + 1°C).
- Soglia di allarme per temperatura elevata impostata a 32°C (avvii ventola di scarico collegati).
Piano speciale di stoccaggio del filamento HIPS
1.Sistema di confezionamento antiossidante
- Confezionamento sottovuoto: ossigeno residuo<2% (spostamento dell'azoto).
- Rivestimento antiossidante:
- Spruzzare 0,5 μm di pigmento di rame ftalocianina spesso (≥ 500 mg/g di assorbimento di ossigeno) sul substrato PP.
- Strato esterno in schiuma EVA composita (conduttività termica 0,035 W/ (m. K)).
2.Progettazione della protezione fisica
- Misure antistatiche: se la resistenza di messa a terra del rack di stoccaggio è inferiore a 4Ω,ricoprirlo con una pellicola in PE con una resistività superficiale di 1×10^6 -1×10^8 omega.
- Struttura di protezione meccanica: ripiani modulari (spaziatura interstrato ≥ 30 cm per evitare deformazioni da compressione) con telai di supporto a 3 punti per rotolo (uniformità di distribuzione della pressione ≥ 90%).
Quanto sono sicuri HIPS e PVA?
1.Analisi di sicurezza HIPS
Dati tossicologici: criteri FDA per l'esposizione alimentare (21 CFR § 177.1640), Tossicità orale acuta LD50 > 5000 mg/kg (topi).
Sicurezza del processo: Nella stampa di livello industriale dell'azienda LS, la viscosità della fusione HIPS è stabile (efficienza di conversione energetica 10-3-10 4 Pa/s), l'ostruzione dell'ugello è inferiore allo 0,1% e i COV non hanno emissioni significative (vedere lo standard ISO 10993-10).
Smaltimento dei rifiuti: supporta il riciclaggio meccanico, può essere riutilizzato più di 5 volte quando le particelle recuperate vengono frantumate, degradazione meccanica ≤15%.
2.Analisi della sicurezza PVA
Biocompatibilità: citotossicità pari a 0 (ISO 10993-5) misurata dal livello USP 6, applicabile alla prototipazione medica.
Rispettoso dell'ambiente: idrolisi completa per produrre acido acetico innocuo e gas idrogeno con ciclo di degradazione di ≤7 giorni (acqua distillata a temperatura ambiente).
Compatibilità di processo: resistenza al taglio interstrato ≥15 MPa se utilizzato con PLA/ABS e altri materiali LS company's sistema a doppio ugello.
Quali sono le difficoltà tecniche della stampa 3D HIPS quando si affrontano strutture grandi e complesse?
Nel campo della stampa 3D HIPS, le soluzioni tecnologiche di base dell'azienda LS affrontano le sfide comunemente incontrate nella produzione strutturale complessa su larga scala:
1.Caratteristiche del materiale Nature HIPS Contraddizioni con la stampa di massa
- Conflitto tra tasso di restringimento termico e precisione dimensionale
Il tasso di restringimento lineare del materiale HIPS durante la polimerizzazione è dello 0,8%-1,2%, molto più alto di quello del PVA. Quando le dimensioni di stampa superano i 500 mm, lo stress termico accumulato può facilmente causare deformazioni, soprattutto nelle strutture sospese e nelle aree con pareti sottili.
- Conflitto tra resistenza della fusione e legame interstrato
L'indice di fluidità di fusione HIPS (MI=5-15g/10min) è adatto per la stampa ad alta velocità, ma la sua temperatura di transizione vetrosa (Tg ≤90 °C) è bassa e il raffreddamento interstrato è rapido, il che comporta una diminuzione della resistenza al taglio interfacciale.I risultati mostrano che la forza di stripping tra gli strati è inferiore del 40%-60% rispetto al valore teorico in condizioni di stampa non ottimizzate.
2.La svolta tecnologica fondamentale dell'azienda LS
- Tecnologia di controllo della deformazione termica:
L'azienda LS utilizza un sistema di controllo della temperatura a circuito chiuso combinato con una progettazione della camera di riscaldamento a due zone per controllare la differenza di temperatura interstrato a ±3 °C, inibendo efficacemente l'accumulo di stress termico lungo l'asse Z.La tecnologia riduce la deformazione per deformazione dei componenti HIPS da 1 metro a meno di 0,5 mm, soddisfacendo i requisiti di precisione di assemblaggio dei componenti di precisione aerospaziali.
- Scansione laser progressiva:
La profondità del bagno di fusione è controllata con precisione (± 0,02 mm) dal percorso di scansione a forma di S combinato con regolazione dinamica della potenza.
- Automazione post-trattamento:
Rapida omogeneizzazione rapida del campo di temperatura non uniforme con rilascio di stress residuo dell'82% ottenuto mediante irradiazione a microonde a 2,45 GHz di 2,45 GHz.

Quale sistema di sicurezza ha la società LS?
1.Progettazione della sicurezza delle apparecchiature
Precisione del controllo della temperatura: ±1°C controllo a circuito chiuso per prevenire il surriscaldamento e la decomposizione dei materiali (Td > 300 °C (temperatura di decomposizione HIPS).
Filtraggio dei gas di scarico: elemento filtrante composito HEPA+carbone attivo standard, efficienza di filtrazione dei COV>99,9%.
Database di compatibilità dei materiali: Basato sulla piattaforma cloud LS, i parametri dei materiali vengono aggiornati in tempo reale per adattarsi automaticamente agli intervalli di stampa sicuri.
2.Controllo qualità procedure
- Ispezione in entrata: rapporto di ispezione di terze parti per ogni spedizione (SGS/RoHS/REACH).
- Monitoraggio del processo: la macchina è dotata di sensori integrati per monitorare indicatori chiave quali la pressione di fusione e il contenuto di ossigeno.
- Certificazione del prodotto finito: le parti complesse devono superare 12 test di affidabilità, come l'impatto del martello a caduta e la corrosione da nebbia salina.
Riepilogo
Nel campo della stampa 3D, PVA e HIPS sono due materiali di consumo comunemente utilizzati per diversi scenari applicativi con vantaggi prestazionali unici. Il PVA è ampiamente utilizzato per la sua elevata trasparenza e l'eccellente solubilità. Supporta la sospensione nella stampa 3D di metalli complessi e può essere facilmente rimosso tramite solubilità in acqua dopo la stampa. La stampa 3D HIPS, d'altra parte, si concentra maggiormente sulla produzione di prodotti finiti funzionali, con buona resistenza agli urti e levigatezza superficiale, adatti per la prototipazione rapida di parti prototipo, modelli educativi e persino stampi a iniezione a basso costo.
Inoltre, l'HIPS elevato richiede il controllo della temperatura durante la stampa e l'uso di ugelli speciali per garantire la stabilità dello stato di fusione. I due sono in netto contrasto in termini di degradabilità e resistenza meccanica: il PVA è ecologico ma fragile, mentre l'HIPS è durevole ma difficile da biodegradare.
Esclusione di responsabilità
Il contenuto di questa pagina è solo a scopo informativo.Serie LSNon vengono fornite dichiarazioni o garanzie di alcun tipo, esplicite o implicite, in merito all'accuratezza, completezza o validità delle informazioni. Non si deve dedurre che i parametri di prestazione,tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione che il fornitore o produttore terzo fornirà tramite la rete Longsheng. Questa è responsabilità dell'acquirenteRichiedi un preventivo per le partiper determinare i requisiti specifici per queste parti.ContattaciScopri di piùEFormazione.
Team LS
LS è un'azienda leader del settoreConcentrata su soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza al servizio di oltre 5.000 clienti, ci concentriamo su lavorazioni CNC ad alta precisione, lavorazione CNC, fabbricazione di lamiere, stampa 3D, stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione one-stop.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia ed è certificata ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di produzione a basso volume o personalizzazione di massa, possiamo soddisfare le tue esigenze con la consegna più rapida entro 24 ore. ScegliLS TechnologySignifica scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:www.lsrpf.com
FAQ
1.È possibile utilizzare PVA e HIPS insieme?
La miscelazione è severamente vietata.Se si utilizza la tecnologia di supporto solubile in acqua, il PVA si indurisce a contatto con il limonene (comunemente utilizzato nella rielaborazione dell'HIPS), con conseguente in strutture di supporto insolubili e persino danneggiare la superficie dell'HIPS.
2. L'HIPS è ecologico?
L'HIPS contiene una struttura ad anello benzenico e il riciclaggio tradizionale richiede la pirolisi o la decomposizione chimica.Con le apparecchiature di distillazione molecolare, è possibile riciclare oltre il 95% dei solventi, riducendo le emissioni di COV.Per gli utenti domestici, gestire la situazione da soli è rischioso.
3.Compatibilità tra PVA e PLA?
La compatibilità del PVA con il PLA è limitata dalle differenze nei coefficienti di espansione termica (PVA: 5,3 ×10^-5°C, PLA: 4,7×10^-5°C).Quando si stampa una struttura di sospensione, se la campata supera i 50 mm, la differenza di espansione dovuta alla temperatura può causare il fallimento dell'adesione interstrato.
4.Perché la stampa 3D HIPS è adatta per realizzare stampi a iniezione?
L'HIPS è moderatamente duro (durezza Mohs 5-6), termostabile (la temperatura di transizione vetrosa è di circa 95 °C) e la superficie può essere trattata per ottenere l'effetto specchio.Il processo di stampa specializzato HIPS sviluppato da LS, combinato con la sua tecnologia di elaborazione di accoppiamento multiasse, può replicare con precisione la superficie complessa della matrice.
Risorse
Pericoli per la salute e la sicurezza della stampa 3D


