La progettazione dello stampaggio dei metalli è fondamentale per la produzione di componenti OEM di precisione, determinando direttamente l'accuratezza e il costo. I produttori OEM spesso si trovano ad affrontare problemi quali deviazioni dimensionali e brevi durate degli stampi. Molte soluzioni di progettazione più datate, come discusso in precedenti articoli sulle principali considerazioni di progettazione e ingegneria , Non sono più sufficienti a soddisfare gli attuali requisiti di precisione fino a 0,01 mm. L'eccessivo affidamento sulla calibrazione in fase di post-elaborazione anziché sull'ottimizzazione ingegneristica nelle fasi iniziali è la causa principale dei costi incontrollati.
LS Manufacturing, sfruttando la tecnologia di stampaggio di precisione dei metalli, offre soluzioni scalabili superiori ai servizi di taglio laser. L'ottimizzazione nelle fasi iniziali può ridurre i costi di oltre il 30% e contenere gli scarti a valori pari o inferiori allo 0,5%.
Panoramica rapida delle risposte principali nella stampatura dei metalli
| Problemi principali | Soluzioni | Vantaggi per il cliente | Tecnologie chiave |
| costi elevati | Revisione DFM + Layout scientifico | Riduzione delle perdite di materiale di oltre il 30%. | Design di stampaggio su metallo |
| Precisione dimensionale non conforme agli standard | Analisi agli elementi finiti + compensazione 3D | Controllo della tolleranza ±0,02 mm | Ingegneria di precisione per la stampatura dei metalli |
| Elevato tasso di scarti nella produzione di massa | Monitoraggio integrato del sensore di muffa | Tasso di scarto ≤0,2% | Servizio di stampaggio metalli OEM |
| Breve durata dello stampo | Ottimizzazione del materiale dello stampo + trattamento superficiale | Durata degli stampi aumentata di 5 volte | Ottimizzazione della progettazione della stampa |
Qui l'attenzione si concentra sull'intero processo di stampaggio dei metalli, dalla trasformazione del grezzo in pezzo finito, identificando i principali punti critici e le soluzioni in ogni fase. Grazie a casi di studio reali e informazioni utili, i clienti OEM possono apprendere la strada migliore per ridurre i costi, risparmiare tempo e garantire la qualità , padroneggiando il valore fondamentale dello stampaggio di precisione dei metalli.
Perché affidarsi ai servizi di stampaggio metalli OEM di LS Manufacturing? Esperienza nella produzione di precisione
La scelta di un partner integrato ed efficiente per lo stampaggio dei metalli è fondamentale per un OEM competitivo: esperienza, macchinari e credenziali sono gli elementi essenziali. LS Manufacturing è specializzata nello stampaggio di metalli di alta precisione da 18 anni, ha collaborato con oltre 500 clienti OEM globali di fascia alta, ha fornito con successo oltre 10.000 prodotti personalizzati e vanta un tasso di riacquisto parziale del 92%. Siamo conformi alla norma ISO 9001:2015 per garantire che ogni prodotto soddisfi gli standard di precisione internazionali.
Per quanto riguarda le preoccupazioni relative all'accuratezza dimensionale e al controllo dei costi, disponiamo di prove quantificabili. Per i servizi di stampaggio metallico OEM per applicazioni di elettronica automobilistica, abbiamo migliorato l'utilizzo del materiale dal 62% all'83%, risparmiando 32 dollari sul costo unitario e oltre un milione di dollari all'anno grazie all'ottimizzazione della progettazione dello stampaggio. Per le applicazioni OEM in ambito medicale, abbiamo raggiunto una planarità di 0,03 mm e un tasso di scarto dello 0,15%, e siamo certificati ISO 13485.
Il nostro punto di forza risiede nel coinvolgimento fin dalle prime fasi della progettazione dello stampaggio dei metalli, evitando così i rischi connessi alla produzione di massa. Pro Stamping Engineering vanta una consolidata esperienza nella lavorazione di materiali fragili e difficili da lavorare (acciaio ad alta resistenza, leghe di titanio, ecc.), nel rispetto dei requisiti della camera bianca ISO 14644-1 Classe 8, garantendo la coerenza del prodotto.
Offriamo soluzioni flessibili, dai prototipi in piccole serie alla produzione di massa su larga scala, bilanciando le esigenze urgenti con l'ottimizzazione dei costi a lungo termine. Se riscontrate difficoltà con i costi, la precisione o la produzione di massa di componenti OEM di precisione, contattate i nostri ingegneri tecnici per una valutazione DFM gratuita e scoprite soluzioni di stampaggio metalli personalizzate.

Perché l'analisi DFM (Design for Manufacturing) è fondamentale nella progettazione di componenti stampati in metallo per il controllo dei costi?
La revisione DFM (Design for Manufacturing) nella fase di progettazione dello stampaggio dei metalli è fondamentale per il controllo dei costi. Una piccola modifica nelle prime fasi di progettazione potrebbe raddoppiare o triplicare i costi nella produzione di massa , con conseguente spreco di materiale e aumento degli scarti. Troppi produttori OEM cadono in una spirale negativa di costi per aver ignorato questo passaggio.
Analisi FLD: Prevenire i rischi di formazione in anticipo
Affidatevi a un professionista per l'analisi FLD al fine di prevedere il rischio di assottigliamento e rottura del materiale durante lo stampaggio, migliorare la progettazione dello stampaggio del metallo e correggere i difetti prima dell'apertura dello stampo, eliminando così le rilavorazioni . Solo per lo stampaggio di acciaio ad alta resistenza , il tasso di scarto per rottura si ridurrà dell'80%.
Progettazione scientifica del layout: riduzione degli sprechi di materiale
La progettazione del layout influisce sul modo in cui viene utilizzato il materiale. Il design del layout del nostro sistema di stampaggio metalli ottimizzato, rispetto al tradizionale servizio di taglio laser, consente di risparmiare oltre il 30% di materiale di scarto nella produzione di massa. Insieme ai dati nella tabella, ciò riduce al minimo i costi di scarto .
| Tipo di processo | Utilizzo dei materiali | Costo del materiale per unità (USD) | Costo annuo dei rifiuti (1 milione di unità) |
| Servizio di taglio laser tradizionale | 65% | 2.8 | 980.000 |
| Layout di progettazione ottimizzato per la stampatura dei metalli | 82% | 2.1 | 210.000 |
| Schema di stampaggio medio del settore | 73% | 2.5 | 625.000 |
| Layout ottimizzato per la produzione LS | 85% | 2.0 | 150.000 |
I dati preliminari mostrano che il nostro schema operativo scientifico da solo può migliorare l'utilizzo dei materiali dal 65% all'85%, ridurre il costo unitario dei materiali di 0,8 dollari USA e diminuire i costi annuali di 730.000 dollari USA per una produttività di 1 milione di unità.
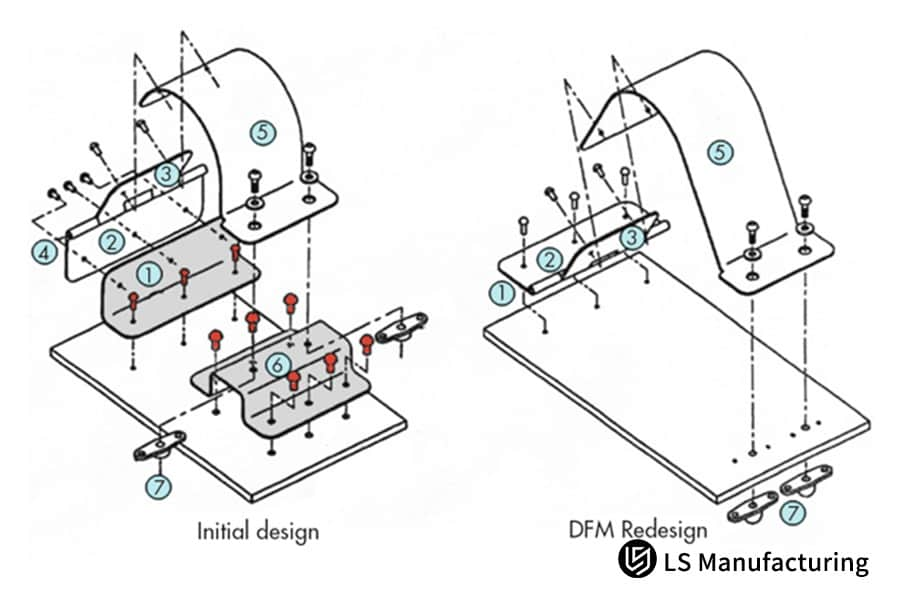
Figura 1: Modello 3D che confronta un pezzo stampato prima e dopo l'ottimizzazione DFM.
Come utilizzare l'analisi agli elementi finiti per risolvere il problema del ritorno elastico nella stampatura di precisione dei metalli?
I materiali difficili da lavorare, come ad esempio le leghe di titanio o le leghe di alluminio dure, tendono a ritornare alla forma originale durante i processi di stampaggio di precisione, con conseguente accuratezza dimensionale inadeguata. Questo non è l'ideale quando i pezzi devono essere successivamente lavorati per apportare correzioni.
Tecnologia di compensazione tridimensionale (Overbend): contrasto al ritorno elastico del materiale
La tecnologia di compensazione tridimensionale viene utilizzata per prevedere in anticipo il ritorno elastico e la compensazione inversa viene implementata durante il processo di progettazione dello stampo, risolvendo così alla radice il problema del collasso.
A seconda dei materiali, vengono definiti diversi parametri di compensazione, che sono:
- Lega di alluminio ad alta resistenza specificata (6061-T6): R/t=1,5 quando, il valore di correzione è 0,8-1,2, quindi l'angolo dopo la deviazione di ritorno elastico è 0,1°.
- Lega di titanio: Ti-6AL-4V. Raggio di curvatura R/t pari a R/t=2,0, entità di compensazione compresa tra 1,5 e 2,0 gradi, controllo dimensionale R entro 0,02 mm.
Stampo progressivo multistazione: maggiore precisione e stabilità
La tranciatrice progressiva multistazione è un tipo di utensile di stampaggio di alta precisione. Può eseguire diverse lavorazioni per ogni ciclo , minimizzando i fattori di manipolazione e garantendo un controllo preciso delle tolleranze di 0,02 mm . Rispetto al taglio laser, questo processo non genera zone termicamente alterate, riducendo al minimo l'instabilità microstrutturale del materiale e risultando quindi ideale per la produzione di componenti di alta precisione .
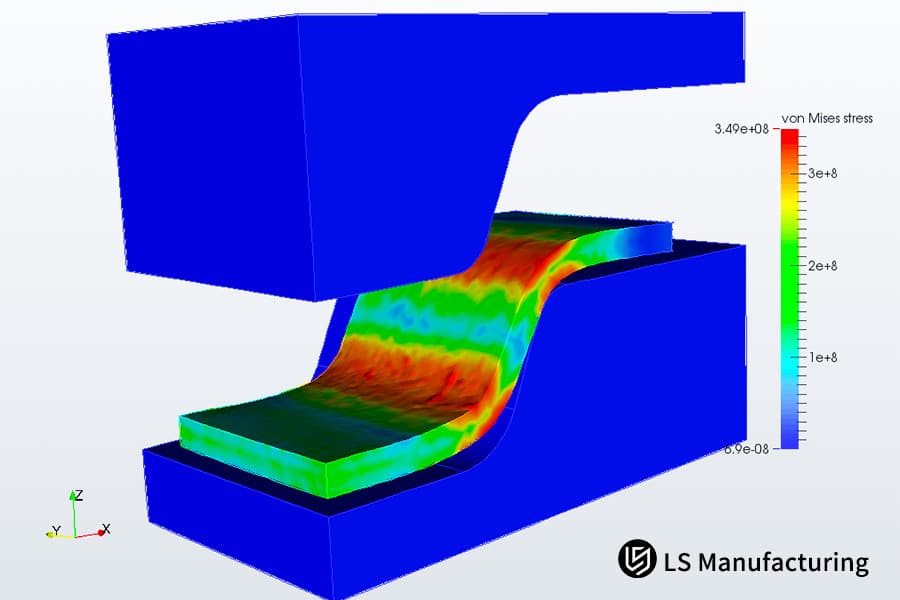
Figura 2: Simulazione FEA 3D che mostra la distribuzione delle sollecitazioni su un componente durante il processo di stampaggio.
Come può un servizio di stampaggio metalli OEM raggiungere una produzione di massa a zero difetti con sensori per stampi?
La produzione di massa a zero difetti è essenziale per i clienti OEM di fascia alta. Il campionamento manuale tradizionale non garantisce tempi di risposta rapidi o presenta un'elevata percentuale di errori, risultando quindi inadatto alla stampatura ad alta velocità a 500 SPM. Un servizio di stampaggio metalli OEM di alta qualità integrerà sensori nello stampo per consentire il monitoraggio in tempo reale e prevenire la fuoriuscita di difetti.
Sistema di monitoraggio in tempo reale per l'Industria 4.0: rilevamento preciso delle anomalie
Sensori di pressione e spostamento sono installati nello stampo continuo per consentire il monitoraggio in tempo reale dell'altezza di chiusura e della curva di pressione nella stampatura ad alta velocità a 500 SPM. Le anomalie vengono rilevate tempestivamente e, in seguito, si attiva un allarme per arrestare la macchina, evitando così difetti di lotto. Si prega di consultare la tabella per dati comparativi dettagliati.
| Metodo di monitoraggio | Tasso di mancate ispezioni | Tempo di risposta | Costo giornaliero del monitoraggio (USD) | Velocità di stampaggio applicabile |
| Ispezione manuale a campione (50 pezzi all'ora) | 8,3% | ≥10 minuti | 120 | ≤200 SPM |
| Monitoraggio automatizzato dei sensori | 0,05% | ≤0,1 secondi | 45 | ≤600 SPM |
Adattamento flessibile: equilibrio di qualità tra produzione in piccoli e grandi lotti
Per la prototipazione di piccoli lotti, è stato adottato un servizio di taglio laser per la rifinitura, al fine di ridurre l'investimento in stampi, mentre la produzione di massa in grandi lotti è realizzata con caratteristiche quali la conformità del prodotto e la produzione di massa a zero difetti, grazie al monitoraggio tramite sensori e al consolidato sistema di controllo qualità.
Il monitoraggio automatizzato può ridurre il tasso di mancate ispezioni, risparmiare sui costi di manodopera e garantire la coerenza della produzione di massa . Per informazioni su come il vostro prodotto può essere adattato a una soluzione di monitoraggio con sensori, contattateci per una consulenza tecnica gratuita e soluzioni di controllo qualità personalizzate.
Come fa Stamping Engineering Service a bilanciare lubrificazione e rugosità superficiale nella stampatura profonda?
L'imbutitura profonda è il principale processo di produzione di componenti di precisione complessi. Nei servizi di stampaggio , è fondamentale trovare il giusto equilibrio tra capacità di lubrificazione e rugosità superficiale . Una lubrificazione insufficiente può causare danni facilmente, mentre una lubrificazione eccessiva può compromettere i processi successivi e comportare costi maggiori.
Parametri del processo di imbutitura profonda: controllo del tasso di assottigliamento delle pareti laterali
- Il coefficiente di imbutitura profonda (valore m) viene calcolato utilizzando la formula m = D/d (dove D è il diametro del grezzo e d è il diametro del pezzo imbutito). Questo parametro rappresenta il fattore principale che determina la difficoltà del processo di imbutitura.
- Il processo di trafilatura diventa più difficile quando il valore di m diminuisce, poiché ciò comporta un maggiore assottigliamento delle pareti laterali . Le proprietà del materiale che dovrebbero essere impostate a tale scopo dovrebbero essere mantenute entro l'intervallo da 0,55 a 0,75.
- Il valore di m deve essere regolato in base ai diversi materiali: per l'acciaio ad alta resistenza, il valore di m è controllato tra 0,65 e 0,75, mentre per l'acciaio al carbonio ordinario può essere anche inferiore, compreso tra 0,55 e 0,65.
- Il processo utilizza passaggi di stiramento multipli per diminuire il valore m mantenendo al contempo l'assottigliamento della parete laterale all'8% per evitare la rottura del pezzo.
Lubrificante ecocompatibile per pressioni estreme: equilibrio tra lubrificazione e qualità delle superfici.
Selezioniamo lubrificanti per pressioni estreme ecocompatibili adatti alle esigenze di rivestimento del pezzo, bilanciando efficacia di lubrificazione e qualità della superficie. Il pezzo raggiunge un valore Ra inferiore a 0,8, creando così bordi stampati più lisci , che vengono poi lavorati con il servizio di taglio laser, con una conseguente riduzione del 30% dei tempi di rettifica e di consegna.
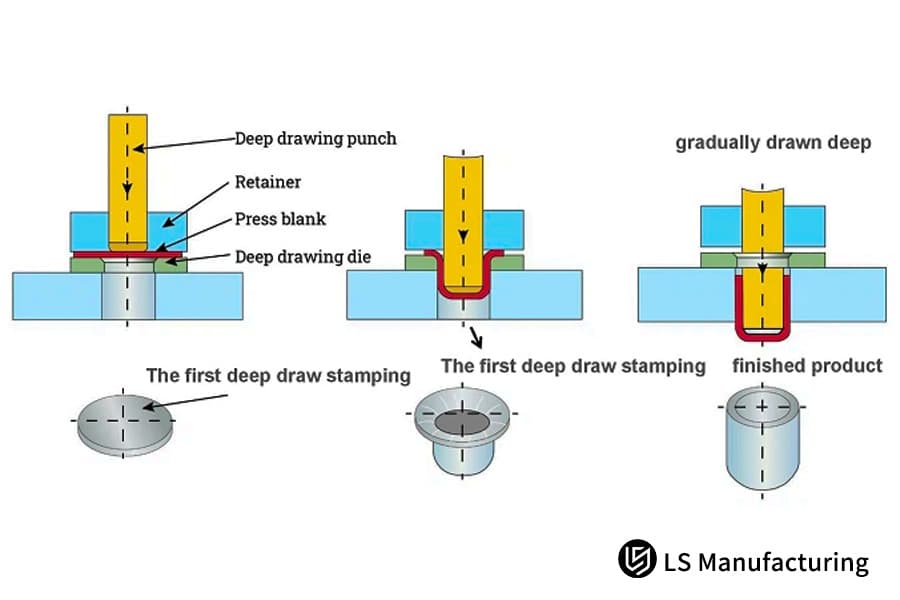
Figura 3: Diagramma che illustra le fasi del processo di stampaggio a imbutitura profonda per la formazione di un componente cilindrico.
Perché l'ottimizzazione della progettazione dello stampaggio deve tenere conto del materiale dello stampo e dell'impatto del trattamento termico?
Nelle fasi iniziali , l'ottimizzazione della progettazione dello stampaggio dovrebbe tenere in seria considerazione la progettazione del pezzo, i materiali dello stampo e i processi di trattamento termico. Inoltre, la durata di uno stampo incide notevolmente sul costo e sulla qualità del pezzo. Molti produttori di apparecchiature originali (OEM) contribuiscono ad aumentare i costi unitari trascurando l'ottimizzazione dello stampo.
Selezione del materiale per lo stampo: adattamento alle diverse esigenze di stampaggio
- Acciaio per stampi DC53: offre un'elevata capacità di stampaggio dell'acciaio grazie alla sua durezza HRC62-64, che garantisce un'eccellente protezione contro l'usura e gli urti.
- Acciaio per stampi SKD11: questo materiale offre una soluzione economica ai problemi di stampaggio dell'acciaio inossidabile , prevenendo lo sfaldamento e la formazione di bave durante il processo di stampaggio.
- Acciaio per stampi al carburo: questo materiale consente lavorazioni di stampaggio di alta precisione grazie a una durata da tre a cinque volte superiore rispetto all'acciaio per stampi standard.
Abbinando l'acciaio dello stampo alla durezza del materiale da stampare e alla velocità di stampaggio, la durata dello stampo e la precisione del pezzo risultano notevolmente migliorate .
Tecnologia esclusiva di trattamento superficiale: prolungamento della durata degli stampi
Disponiamo di tecnologie esclusive per il trattamento superficiale degli stampi, come il rivestimento PVD e il trattamento TD, che risolvono i problemi di distacco del materiale e di formazione di bave comuni nello stampaggio dell'acciaio inossidabile, aumentando al contempo l'intervallo tra le manutenzioni necessarie degli stampi. La tabella presenta dati quantitativi che mostrano i risultati dell'ottimizzazione prima e dopo il processo.
| Tipo di stampo | Trattamento superficiale | Ciclo di manutenzione (punzioni) | Costo unitario ammortizzato dello stampo (USD) |
| Stampo standard (SKD11) | Nessun trattamento superficiale | 200.000 cicli | 0,35 |
| Stampo ottimizzato (SKD11) | Rivestimento PVD | 1.000.000 di cicli | 0,08 |
| Stampo standard (DC53) | Nessun trattamento superficiale | 300.000 cicli | 0,28 |
| Stampo ottimizzato (DC53) | Trattamento TD | 1.200.000 cicli | 0,07 |
Dai dati emerge che, dopo l'ottimizzazione, il ciclo di manutenzione degli stampi è aumentato da 200.000 a oltre 1.000.000 di cicli , mentre il costo unitario ammortizzato dello stampo si è ridotto del 77%. La scelta di un fornitore attivo nel settore Ricerca e Sviluppo è fondamentale per ridurre drasticamente i costi di produzione dei componenti.
L'ottimizzazione degli stampi può ridurre i costi di manutenzione e i costi unitari, migliorando al contempo la stabilità della produzione di massa. Per un calcolo gratuito dei risparmi ottenibili con l'ottimizzazione degli stampi , contattateci per una soluzione personalizzata di ottimizzazione del design di stampaggio.
Come valutare il layout di processo nei servizi di stampaggio OEM di precisione per stampi continui?
L'efficienza delle operazioni di stampaggio, unitamente alla loro precisione, dipende dal funzionamento degli stampi progressivi integrati multifunzionali con 30 o più stazioni, aspetto che rappresenta il criterio principale per valutare i servizi di stampaggio di precisione offerti dagli OEM . L'implementazione di layout adeguati si traduce in notevoli miglioramenti operativi e, al contempo, in una riduzione dei costi.
Strategia di disposizione delle strisce: raggiungere un'integrazione ad alta efficienza
- Pianificazione iniziale: le specifiche dei componenti che richiedono fori e piegature multiple devono stabilire la rispettiva sequenza di punzonatura, flangiatura, filettatura e rivettatura.
- Disposizione delle stazioni: Il sistema di stampaggio progressivo opererà attraverso 32 processi, dopo che il team ha sviluppato una disposizione che consente di ottenere distanze ottimali tra le stazioni riducendo al minimo gli errori di manipolazione.
- Controllo di precisione: il sistema richiede perni di posizionamento in ogni stazione per mantenere la precisione del collegamento del processo, prevenendo disallineamenti multipli dei fori e deviazioni dell'angolo di piegatura .
- Miglioramento dell'efficienza: la modalità integrata "un pezzo, uno in uscita" consente di completare tutti i processi in un'unica operazione, con conseguente notevole riduzione dei tempi di lavorazione.
Confronto di efficienza: stampaggio vs. taglio laser
Il processo di stampaggio offre una produzione oraria superiore di oltre 15 volte rispetto al taglio laser. L'esempio dello stent di precisione multiforo dimostra che la lavorazione laser raggiunge una produzione giornaliera di 800 pezzi, ciascuno al costo di 12 dollari, mentre il nostro processo di stampaggio continuo produce 12.000 pezzi al giorno a un costo di 5,8 dollari ciascuno, con un conseguente maggiore ritorno sull'investimento.

Figura 4: Macchina per stampaggio con teste multiple che lavora una striscia di metallo in una configurazione a stampo continuo.
Caso di produzione LS Manufacturing: Personalizzazione ad alta difficoltà di una copertura di schermatura di precisione in acciaio inossidabile 316L di grado medicale.
Le rigorose schermature di precisione in acciaio inossidabile 316L di grado medicale sono indispensabili per la produzione globale di dispositivi medici, grazie a soluzioni di stampaggio metallico personalizzate per la produzione di massa. Tali schermature di precisione in acciaio inossidabile 316L di grado medicale richiedono tolleranze estremamente ristrette e una qualità superficiale impeccabile, e possono insorgere problemi di fessurazione e planarità non uniforme.
Sfide dei clienti
Un produttore di un noto dispositivo medico stava testando un nuovo sviluppo di una copertura di schermatura per pacemaker quando ha riscontrato un tasso di cricche del raggio del 15% e una planarità inferiore a 0,05 mm. Il servizio di taglio laser convenzionale per la produzione del componente non ha superato il controllo qualità a causa della distorsione termica.
LS Manufacturing Solutions
- Ottimizzazione del materiale dello stampo: la combinazione di acciaio per stampi DC53 e rivestimento PVD garantisce una durata dello stampo superiore a 1 milione di cicli operativi .
- Integrazione dei sensori: l'installazione di sensori di pressione e spostamento all'interno degli stampi continui consente il monitoraggio costante di eventuali anomalie durante l'intero processo di stampaggio.
- Verifica del prototipo: il servizio di taglio laser consente uno sviluppo rapido del prototipo , che richiede solo due settimane per completare i test e l'ottimizzazione del processo.
- Controllo di precisione: il sistema garantisce un controllo della planarità a 0,05 mm grazie alla combinazione di un sistema idraulico di bloccaggio elastico dei bordi e di una pressa servoassistita.
Risultati e valore
L'azienda ha raggiunto un tasso di scarto inferiore allo 0,2% riducendo al contempo i costi di lavorazione dei singoli pezzi del 45%, il che le ha permesso di completare con successo l'audit ISO 13485. Il cliente ha stipulato un accordo triennale per la fornitura dei prodotti.
Per i parametri tecnici dettagliati di questo caso di studio, vi preghiamo di contattarci per ottenere un manuale. L'invio di disegni 3D vi dà diritto a una valutazione DFM gratuita. Siamo in grado di fornire soluzioni personalizzate per diverse componenti di precisione di alto livello per il settore medicale.

In che modo la progettazione per la produzione tramite stampaggio accelera il passaggio dal prototipo alla produzione di massa?
Nel settore dei produttori di apparecchiature originali (OEM), il time to market è il fattore principale che determina la competitività. Il concetto di "Design for Stamping Manufacturing " consente un rapido passaggio dal prototipo alla produzione di massa , riducendo i tempi di ricerca e sviluppo e aiutando le aziende a cogliere le opportunità di mercato.
Rapid Tooling: una transizione agevole dal prototipo alla produzione di massa.
- Tempistica dell'intervento: il team di esperti "Progettazione per la produzione mediante stampaggio" inizia il suo lavoro dalla fase di disegno concettuale, fornendo un supporto progettuale completo per la produzione.
- Progettazione parallela degli utensili: il processo di progettazione sia per gli utensili per la produzione rapida che per quelli per la produzione di massa avviene simultaneamente, evitando così la necessità di ulteriori modifiche dopo che i test ne hanno confermato l'efficacia.
- Verifica del primo campione: l'azienda utilizza il suo servizio di taglio laser per creare campioni rapidi che consentono di verificare la correttezza del progetto ed effettuare le modifiche necessarie.
- Debug dei parametri: il sistema esegue il debug dei parametri di processo, consentendo una rapida transizione alla produzione su vasta scala.
Modalità di ingegneria simultanea: migliorare l'efficienza della ricerca e sviluppo
La nostra organizzazione adotta l'ingegneria simultanea perché ci consente di condurre la verifica del primo campione e la progettazione degli stampi contemporaneamente alle attività di debug del processo, con una conseguente riduzione del 40% dei tempi di sviluppo del prodotto e permettendo ai clienti di entrare più rapidamente sul mercato.
FAQ
D1: Offrite un servizio di analisi del flusso di stampaggio per i vostri stampaggi metallici?
Sì, forniamo un report completo di analisi di simulazione CAE prima della normale apertura dello stampo per prevedere in anticipo il rischio di assottigliamento e fessurazione del materiale, per ottimizzare il primo progetto di stampaggio del metallo ed evitare rilavorazioni in una fase successiva.
D2: Come è stata mantenuta la qualità del materiale nei diversi lotti di stampaggio di precisione dei metalli?
All'interno del nostro stabilimento effettuiamo rigorosi test di durezza e granulometria del materiale in ingresso, test a campione su ogni lotto di materiale e ottimizziamo i parametri di pressione della pressa servoassistita in linea in base alla resistenza allo snervamento effettiva del lotto.
D3: Esiste un quantitativo minimo d'ordine per la vostra stampatura metallica OEM?
Non abbiamo rigidi requisiti di quantità minima d'ordine, ma possiamo offrire soluzioni flessibili che vanno dai test pilota di migliaia di pezzi alla produzione di massa di milioni di pezzi. Le piccole serie di componenti possono essere abbinate a servizi di taglio laser per aiutare i clienti a ridurre i costi degli stampi. Carica i disegni per ottenere preventivi e usufruire di servizi personalizzati.
D4. In che modo il servizio di ingegneria per lo stampaggio controlla il peso dei pezzi?
Utilizzando per i componenti un acciaio ad alta resistenza allo snervamento, grazie all'implementazione di nervature localmente rinforzate, otteniamo un risparmio di peso di oltre il 15% mantenendo la resistenza del componente. Ciò comporta anche una riduzione dei costi di materiale e di trasporto (competitività del prodotto).
D5: L'ottimizzazione del design di stampaggio offerta dal processo di produzione LS è in grado di formare geometrie complesse?
Sì, siamo molto bravi nell'imbutitura profonda multistadio e nella realizzazione di strutture complesse con punzonatura laterale, perché nella produzione normale è sempre più necessaria una lavorazione integrata. La formatura integrata può essere realizzata ottimizzando la progettazione dello stampo.
D6. Qual è la durata tipica degli stampi per i servizi di stampaggio OEM di precisione?
I nostri stampi standard in metallo duro sono in grado di funzionare per 5-10 milioni di cicli di stampaggio prima che sia necessaria una rilucidatura, a seconda del materiale. Forniamo inoltre un servizio completo di manutenzione per l'intero ciclo di vita degli stampi in metallo duro, che aumenta il tempo tra una sostituzione e l'altra.
D7: Come vengono gestite le bave sui bordi dei pezzi dal servizio di progettazione di stampaggio metalli personalizzato?
Grazie al rigoroso controllo del gioco dello stampo (generalmente 5%~10% della larghezza della piastra), ottenuto tramite rettifica a livello micrometrico, il rapporto di finitura satinata dei pezzi stampati supera il 60%, risolvendo il problema delle bave sui bordi e riducendo i tempi di rettifica successivi.
D8: In che modo la stampatura, rispetto al taglio laser, si comporta in termini di precisione e stabilità?
La stampatura è un processo fisico di formatura a freddo che rimuove la zona termicamente alterata (ZTA) causata dalla lavorazione laser. Ciò evita alterazioni alla struttura metallografica, che di conseguenza presenta tolleranze geometriche e struttura metallografica più stabili e una migliore uniformità di precisione.
Riepilogo
La stampatura di precisione dei metalli è principalmente una combinazione di ottimizzazione generale della progettazione associata allo stampaggio e un approccio multidisciplinare. La stampatura di precisione dei metalli si concentra sulla riduzione dei costi, sull'efficienza e sul miglioramento della qualità per i clienti OEM.
Siete pronti a ottimizzare i vostri componenti OEM di precisione? Che siate nella fase di sviluppo del prototipo di un nuovo prodotto o alla ricerca di una soluzione di produzione in grado di ridurre i costi e aumentare l'efficienza, il team di esperti tecnici di LS Manufacturing è pronto a intervenire.
- Clicca qui: [ Carica i tuoi disegni 3D per una valutazione DFM gratuita ]
- Contattaci: chiama la nostra linea di assistenza tecnica per ottenere un preventivo per un servizio di progettazione personalizzato di stampaggio metalli .
- Vantaggio comparativo: richiedete il nostro "Servizio di stampaggio vs taglio laser: analisi economica sulla produzione su larga scala".
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione completi.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


