

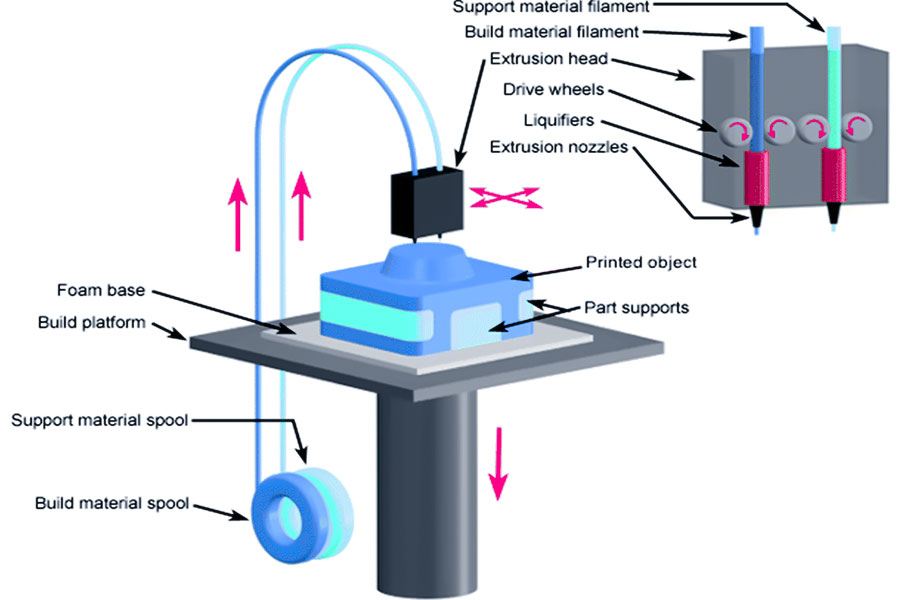
En tant que deux matériaux thermoplastiques largement utilisésen impression 3D, le PVA et le HIPS présentent chacun leurs propres avantages en raison de leurs propriétés différentes. Avec une solubilité dans l'eau de 92 % et une solubilité extrêmement élevée, le PVA est devenu un matériau de support privilégié pour l'impression 3D métal, le moulage de résine haute performance, etc. Il peut supporter la suspension avec une précision micrométrique et peut être dissous dans un bain-marie lors du traitement ultérieur pour obtenir un décapage non destructif. Cependant, sa grande fragilité et sa faible résistance à la température limitent son utilisation directe comme composant fonctionnel. Axée sur la fabrication fonctionnelle, l'impression 3D HIPS est idéale pour les moules d'injection, les prototypes de composants automobiles et les composants structurels légers, avec une résistance au cisaillement intercouche et aux chocs de 15 à 20 MPa. Bien que ces deux procédés soient des consommables FDM, ils se complètent en termes de solubilité, de propriétés mécaniques et d'adaptabilité de la chaîne. Cette différence propulse l'impression 3D vers une nouvelle ère defabrication hybride multi-matériaux.
Que sont le PVA et le HIPS en impression 3D ?
Le PVA est un polymère hydrosoluble polymérisé à partir de monomères d'alcool polyvinylique. Il est largement utilisé comme adjuvant ou adhésif en impression 3D. Il est hydrophile, soluble dans l'eau, non toxique, fond à haute température (Tm) (environ 230 °C) et se ramollit lorsqu'il est chauffé à 60-80 °C. Le PVA présente une résistance à la traction élevée (environ 50-70 MPa), mais est cassant et peu résistant aux chocs. Les microbes du sol peuvent se décomposer naturellement en eau et en dioxyde de carbone et retourner à la nature sans traitement industriel (dégradation accélérée dans des conditions de compostage industriel).
2. HIPS (polystyrène à fort impact)
Le HIPS est un polystyrène modifié qui peut améliorer la résistance aux chocs grâce à l'ajout d'agents durcissants tels que le caoutchouc styrène-butadiène. Il est généralement utilisé pour les composants fonctionnels ou la validation de prototypes en impression 3D. Le HIPS présente une résistance aux chocs de 10 à 20 kJ/m², bien supérieure à celle du PVA, et une bonne stabilité thermique (jusqu'à 100 °C en utilisation prolongée).
Il doit être dissous dans un solvant à base de limonène (huile essentielle naturelle d'agrumes) et le procédé nécessite un contrôle de la température (environ 70 °C). Le solvant est volatil et nécessite une ventilation. La production de HIPS dépend de matières premières pétrochimiques difficiles à décomposer en milieu naturel. Une accumulation à long terme peut contaminer les sols et les plans d'eau et nécessite une récupération chimique professionnelle.
Quel matériau se dissout le plus rapidement : PVA ou HIPS ?
Dans le domaine de l'impression 3D,le taux de dissolution du PVA est nettement supérieur à celui du HIPS :
1. Comparaison des taux de dissolution
| Indicateur | PVA (alcool polyvinylique) | HIPS (polystyrène à haute résistance aux chocs) |
| Milieu de dissolution | Eau (eau froide à 25 °C, dissolution complète en 12 heures). | Solvant limonène (chauffé à 70 °C pendant plusieurs heures pour dissolution). |
| Vitesse de dissolution | Plus rapide (pas besoin de chauffage, peut gonfler rapidement à température ambiante). | Lente (dépendant de l'évaporation et de la diffusion du solvant, nécessitant une température élevée) conditions). |
| Résidu | Aucun (complètement soluble dans l'eau). | Aucun (le limonène est recyclable, mais le coût du solvant est relativement élevé). |
2.Différences dans les mécanismes de dissolution
PVA (alcool polyvinylique) :
- Structure moléculaire : Contient de grandes quantités de groupes hydroxyles (-OH), qui se lient aux molécules d'eau par des liaisons hydrogène sans rompre les liaisons chimiques du processus de dissolution.
- Support d'impression 3D : Après l'impression, dissoudre dans de l'eau froide, ramollir en 5 à 10 minutes et retirer complètement en 12 heures (par exemple, support dentaire).
- Nettoyage rapide du prototypage :Aucun polissage mécanique n'est requis pour réduire le risque d'endommagement du modèle.
HIPS (polystyrène à haut impact) :
- Structure moléculaire : Polymère thermoplastique dont les groupes styrène doivent être dissous dans des solvants chimiques tels que le limonène.
- Post-traitement d'impression 3D HIPS :Utilisé pour retirer les supports internes complexes ou les adhésifs (tels que les couches adhésives dans l'impression 3D métal), les composants doivent être trempés pendant des heures dans de la limonade à 70 °C.
- Nettoyage de qualité industrielle : Convient aux situations nécessitant un nettoyage de précision (comme la fabrication de puces microfluidiques).

Quelles sont les différences de compatibilité entre le PVA et le HIPS en impression 3D ?
Voici une comparaison du PVA et du HIPS selon différentes techniques d'impression 3D :
| Type de procédé | PVA (alcool polyvinylique) | HIPS (polystyrène choc) |
| SLM | ✅ Matériau de support métallique (dissous sans résidu). | ❌ Non applicable (point de fusion bas,(ne supporte pas le métal). |
| FDM | Disponible, mais nécessite un système à double buse (en conjonction avec HIPS). | ✅ Procédé courant (faible coût, fonctionnement simple). |
| SLS |
✅ Aucun support requis, surface lisse (nécessite une protection contre l'oxydation de l'azote).
|
✅ Aucun support requis, idéal pour les pièces résistantes. |
Comment choisir entre le PVA et le HIPS pour le double Extrusion ?
1.Analyse du principe et de l'adaptabilité de ladouble extrusion Processus
Matrice d'adaptation du type de processus
| Mode double extrusion | Applicabilité du PVA | Applicabilité du HIPS |
| Composite stratifié | ★★★★☆ | ★★☆☆☆ |
| Granulation par coextrusion | ★★☆☆☆ | ★★★★★ |
| Coextrusion dégradée | ★★★☆☆ | ★★★★☆ |
Compatibilité thermique
- Température de transition vitreuse (Tg) inégale : différence de seulement 8 °C entre le PVA (87 °C) et le HIPS (95 °C).Nécessitant un contrôle du procédé pour obtenir l'imbrication des fenêtres de température.
- Viscosité à l'état fondu : PVA : 1 000 cP à 60 °C, 50 cP à 200 °C, 5 000 cP à 180 °C et 1 200 cP à 220 °C pour HANCHES.
2.Comparaison et optimisation des paramètres clés du procédé
Stratégie de contrôle de la température
| Paramètre | Fenêtre de processus PVA | Fenêtre de processus HIPS | Schéma de contrôle collaboratif de double extrusion |
| Température | 50-70 °C | 80-100 °C | Adoption d'un moule à température contrôlée segmentée (PID indépendant à trois zones). |
| Température de l'orifice d'alimentation | 65 ± 2 °C | 190 ± 5 °C | Système de chauffage par gradient (section de préchauffage/section de dosage/section de mélange). |
Modèle de correspondance de vitesse de vis
La combinaison de vitesses optimale a été obtenue par simulation Moldflow :
- Vis latérales PVA : 40-60 tr/min (faible cisaillement pour éviter la dégradation).
- Vis latérales HIPS : 80-120 tr/min (exigence d'un taux de remplissage élevé).
3.Explication des fondements de la prise de décision
- Priorité à la biodégradation :Le PVA présente un taux de dégradation supérieur à 92 % dans le sol après 180 jours (norme ASTM D6400), convient pour une utilisation dans les emballages alimentaires et les films agricoles, etc.
- Seuil d'impact :polystyrène choc avec une résistance aux chocs sans entaille > 60 kJ/m² (GB/T 1040.2) pour répondre aux conditions de travail telles quepare-chocs de voiture etcoques d'appareils électroménagers.
- Nécessité d'une modification hybride : Lorsqu'un matériau ne présente pas à la fois les propriétés barrières (avantage PVA) et la résistance mécanique (avantage HIPS), des synergies doivent être obtenues par ingénierie d'interface ou modification d'un troisième composant.
Comment stocker correctement les filaments PVA et HIPS ?
Plan de stockage spécial pour les filaments PVA
1.Ingénierie de l'emballage
Emballage composite multicouche :
- Couche extérieure : Film barrière PET/EVOH (perméabilité à l'oxygène ≤ 5 cm³/(m² 24 h 0,1 MPa)).
- Couche intermédiaire : Sachet en aluminium (barrière contre l'humidité <0,1 g/m²/24 h).
- Couche intérieure : papier kraft enduit de PVA (taux d'absorption d'humidité<3%).
Configuration de l'agent anti-humidité :
- Placer un siccatif silicone (absorption d'humidité de 25 % ± 5 % à 25 °C, HR 60 %).
- Chaque paquet de 50 kg contient 20 g de tamis moléculaire (type 4A).
2.Technologies de contrôle environnemental
Système à humidité constante :
- Avec déshumidificateur (température du point de rosée ≤ -10 °C).
- Ventilation des nouveaux systèmes d'air ≥ 10 fois par heure.
Stratégie de contrôle de la température :
- Système de chauffage par le sol à contrôle de température de partition (précision de + 1°C).
- Seuil d'alarme de température élevée fixé à 32 °C (démarrage du ventilateur d'extraction lié).
Conditions de stockage spéciales pour les filaments HIPS
1.Système de conditionnement antioxydant
- Emballage sous vide : oxygène résiduel < 2 % (déplacement d'azote).
- Revêtement anti-oxydation :
- Vaporiser 0,5 µm de pigment de cuivre phtalocyanine (absorption d'oxygène ≥ 500 mg/g) sur un substrat en PP.
- Couche extérieure en mousse composite EVA (conductivité thermique 0,035 W/(m. K)).
2.Conception de la protection physique
- Mesures antistatiques : Si la résistance de mise à la terre du rack de stockage est inférieure à 4 Ω,Recouvrez-le d'un film PE présentant une résistivité superficielle de 1×10^6 -1×10^8 oméga.
- Structure de protection mécanique : Étagères modulaires (espacement entre les couches ≥ 30 cm pour éviter les déformations par compression) avec cadres de support à 3 points par rouleau (uniformité de la répartition de la pression ≥ 90 %).
Dans quelle mesure les HIPS et les PVA sont-ils sûrs ?
1.Analyse de sécurité HIPS
Données toxicologiques : Critères d'exposition alimentaire de la FDA (21 CFR § 177.1640), toxicité orale aiguë DL50 > 5 000 mg/kg (souris).
Sécurité des procédés : Dans l'impression industrielle de la société LS,la viscosité du HIPS fondu est stable (rendement de conversion énergétique de 10-3-10 4 Pa/s), le risque de colmatage des buses est inférieur à 0,1 % et les émissions de COV sont négligeables (voir la norme ISO 10993-10).
Élimination des déchets : Compatible avec le recyclage mécanique, peut être réutilisé plus de 5 fois lorsque les particules récupérées sont broyées, dégradation mécanique <15 %.
2.Analyse de sécurité PVA
Biocompatibilité : Cytotoxicité de 0 (ISO 10993-5) telle que mesurée par USP niveau 6, applicable au prototypage médical.
Respectueux de l'environnement : Hydrolyse complète pour produire de l'acide acétique et de l'hydrogène gazeux inoffensifs, avec un cycle de dégradation inférieur à 7 jours (eau distillée à température ambiante).
Compatibilité des procédés : Résistance au cisaillement intercouche ≥ 15 MPa en cas d'utilisation avec du PLA/ABS et d'autres matériaux LS Système à double buse de l'entreprise..
Quelles sont les difficultés techniques de l'impression 3D HIPS face à des structures volumineuses et complexes ?
Dans le domaine de l'impression 3D HIPS, les solutions technologiques phares de l'entreprise LS répondent aux défis fréquemment rencontrés dans la fabrication de structures complexes à grande échelle :
1.Contradictions entre les caractéristiques du matériau HIPS et l'impression de masse
- Conflit entre le taux de retrait thermique et la précision dimensionnelle
Lorsque la taille d'impression dépasse 500 mm, la contrainte thermique accumulée peut facilement provoquer une déformation, en particulier dans les structures suspendues et les zones à parois minces.
- Conflit entre la résistance à la fusion et la liaison intercouche
L'indice de fluidité à chaud du HIPS (MI = 5-15 g/10 min) est adapté à l'impression à grande vitesse, mais sa température de transition vitreuse (Tg ≤ 90 °C) est basse et le refroidissement intercouche est rapide, ce qui entraîne une diminution de la résistance au cisaillement interfaciale.Les résultats montrent que la force de décollement entre les couches est de 40 à 60 % inférieure à la valeur théorique dans des conditions d'impression non optimisées.
2.Avancée technologique majeure de LS
- Technologie de contrôle de la déformation thermique :
La société LS utilise un système de contrôle de température en boucle fermée combiné à une chambre de chauffage à deux zones pour contrôler la différence de température entre les couches à ± 3 °C, inhibant ainsi efficacement l'accumulation de contrainte thermique le long de l'axe Z.La technologie réduit la déformation de gauchissement des composants HIPS de 1 mètre à moins de 0,5 mm, satisfaisant ainsi aux exigences de précision d'assemblage des composants de précision aérospatiaux.
- Balayage laser progressif :
La profondeur du bain de fusion est contrôlée avec précision (± 0,02 mm) grâce à un trajectoire de balayage en S associé à un réglage dynamique de la puissance.
- Automatisation du post-traitement :
Homogénéisation rapide, champ de température non uniforme avec libération des contraintes résiduelles de 82 % obtenue par irradiation micro-ondes à 2,45 GHz.

De quel système de sécurité dispose la société LS ?
1.Conception de la sécurité des équipements
Précision du contrôle de la température : ±1 °C de contrôle en boucle fermée pour éviter la surchauffe et la décomposition des matériaux (Td > 300 °C (température de décomposition du HIPS).
Filtration des gaz d'échappement : Élément filtrant composite HEPA standard + charbon actif, efficacité de filtration des COV > 99,9 %.
Base de données de compatibilité des matériaux : Basée sur la plateforme cloud LS, les paramètres des matériaux sont mis à jour en temps réel pour correspondre automatiquement aux intervalles d'impression sécurisés.
2.Contrôle qualité Procédures
- Inspection à la réception : Rapport d'inspection par un tiers pour chaque expédition (SGS/ RoHS/REACH).
- Certification du produit fini : les pièces complexes doivent réussir 12 tests de fiabilité, tels que la résistance au marteau-pilon et la corrosion au brouillard salin.
Résumé
Dans le domaine de l'impression 3D, le PVA et le HIPS sont deux consommables couramment utilisés pour différents scénarios d'application, offrant des avantages de performance uniques. Le PVA est largement utilisé en raison de sa grande transparence et de son excellente solubilité. Il favorise la suspension dans l'impression 3D de métaux complexes et peut être facilement éliminé grâce à sa solubilité dans l'eau après impression. L'impression 3D HIPS, quant à elle, se concentre davantage sur la production de produits finis fonctionnels, offrant une bonne résistance aux chocs et une surface lisse, idéale pour le prototypage rapide de pièces prototypes, de modèles éducatifs et même de moules d'injection à faible coût.
De plus, l'impression HIPS à haute teneur nécessite un contrôle de la température pendant l'impression et l'utilisation de buses spéciales pour garantir la stabilité de l'état fondu. Les deux matériaux présentent un contraste frappant en termes de dégradabilité et de résistance mécanique : le PVA est écologique mais fragile, tandis que le HIPS est durable mais difficilement biodégradable.
Avertissement
Le contenu de cette page est fourni à titre informatif uniquement.Série LSAucune déclaration ni garantie d'aucune sorte, expresse ou implicite, n'est faite quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire que les paramètres de performance,Tolérances géométriques, caractéristiques de conception spécifiques, qualité des matériaux et type de fabrication fournis par le fournisseur ou le fabricant tiers via le réseau Longsheng. Cette responsabilité incombe à l'acheteur afin de déterminer les exigences spécifiques de ces pièces. Veuillez nous contacter pour en savoir plus. L'équipe LS est leader du secteur et se concentre sur les solutions de fabrication sur mesure. Forts de plus de 20 ans d'expérience auprès de plus de 5 000 clients, nous nous concentrons sur l'usinage CNC de haute précision, la fabrication de tôles, l'impression 3D, le moulage par injection, l'emboutissage de métaux et d'autres services de fabrication intégrés. Notre usine est équipée de plus de 100 centres d'usinage 5 axes à la pointe de la technologie et est certifiée ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à nos clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petite série ou d'une personnalisation de masse, nous répondons à vos besoins avec une livraison rapide sous 24 heures. Choisir LS Technology, c'est choisir l'efficacité, la qualité et le professionnalisme. Pour en savoir plus, consultez notre site web : www.lsrpf.com
FAQ
1.Le PVA et le HIPS peuvent-ils être utilisés ensemble ?
Le mélange est strictement interdit.Si un support hydrosoluble est utilisé, le PVA durcit de manière croisée au contact du limonène (couramment utilisé dans le retraitement du HIPS), ce qui rend le support insoluble. structures et même endommager la surface HIPS.
2. Le HIPS est-il écologique ?
Le HIPS contient une structure cyclique benzénique et le recyclage traditionnel nécessite une pyrolyse ou une décomposition chimique.Grâce à un équipement de distillation moléculaire, plus de 95 % des solvants peuvent être recyclés, réduisant ainsi les émissions de COV.
3. Compatibilité entre le PVA et le PLA ?
La compatibilité du PVA avec le PLA est limitée par les différences de coefficients de dilatation thermique (PVA : 5,3 × 10^-5°C, PLA : 4,7 × 10^-5 °C).Lors de l'impression d'une structure de suspension, si la portée dépasse 50 mm, la différence de dilatation due à la température peut entraîner une perte d'adhérence entre les couches.
4.Pourquoi l'impression 3D HIPS est-elle adaptée à la fabrication de moules d'injection ?
Le HIPS est moyennement dur (dureté Mohs 5-6), thermostable (température de transition vitreuse d'environ 95 °C), et la surface peut être traitée pour un effet miroir.Le procédé d'impression spécialisé HIPS développé par LS, combiné à son La technologie de traitement par couplage multiaxe permet de reproduire avec précision la surface complexe de la matrice.
Ressources
Risques pour la santé et la sécurité liés à l'impression 3D

