L'aluminium est devenu l'un des matériaux les plus populaires dans la fabrication moderne en raison de ses propriétés légères, durables et résistantes à la corrosion. L'aluminium est utilisé dans tout, des composants aérospatiaux à l'électronique grand public. Mais quand il s'agit d'ajouter des marques permanentes aux produits en aluminium, la technologie de marquage laser fournit une solution efficace et précise. Cet article plongera en profondeur dans les principes techniques, l'applicabilité, les défis et meilleures pratiques de marquage laser en aluminium .
Quels sont les principes de base de l'aluminium de marquage laser?
Pourquoi les lasers de diode ne peuvent-ils pas marquer directement l'aluminium nu?
Dans le domaine de la fabrication industrielle, L'aluminium est devenu un matériau largement utilisé en raison de sa légèreté légère et de sa résistance élevée. Cependant, lorsqu'il est nécessaire de faire des marques permanentes à la surface des produits en aluminium, de nombreuses entreprises constatent que les lasers à diode conventionnels sont difficiles à réaliser l'effet souhaité. La raison fondamentale derrière cela est le problème de correspondance entre la réflectivité matérielle et la longueur d'onde laser. Cette propriété physique détermine directement le Succès ou échec du marquage laser .
1. Caractéristiques spectrales de la réflectivité en aluminium
La réflectivité de l'aluminium a une dépendance significative à la longueur d'onde:
(1) bande lumineuse visible (400-700 nm):
La réflectivité est aussi élevée que 85% à 95% (comme le taux d'absorption du laser à diodes bleues à 450 nm <5%)
Cela signifie que plus de 95% de l'énergie laser se reflète, et seule une très petite quantité est utilisée pour le marquage
(2) bande proche infrarouge (1064nm):
La réflectivité chute à 77% -82% (taux d'absorption de 18% à 23%, conformément à MIL-STD-150A)
Bien qu'il soit encore relativement élevé, il a une fenêtre de traitement possible
2. Limites physiques des lasers de diode
(1) Affiche de longueur d'onde:
Les lasers à diodes industriels sont principalement 450 nm (lumière bleue) ou 808 nm (près de l'infrarouge)
450 nm se trouve dans la plage de pic de réflexion de l'aluminium, et le taux d'utilisation de l'énergie est extrêmement faible
Bien que 808 nm soit légèrement meilleur, il n'est toujours pas aussi efficace que l'absorption du laser à fibre 1064 nm
(2) Densité de puissance insuffisante:
La qualité du faisceau des lasers à diode (m² > 20) est bien pire que celle des lasers de fibre (m² < 1,5)
Même si la puissance de sortie est la même, la densité d'énergie de la tache focalisée diffère de dizaines de fois
Comment contrôler la profondeur de marquage de 0,05 mm sur les parties aérospatiales?
Dans le domaine de la fabrication aérospatiale , la précision de la profondeur du marquage des pièces est directement liée aux performances de sécurité et à la traçabilité de l'avion. Selon les exigences de certification du système de gestion de la qualité de la qualité de l'aviation AS9100D, le marquage des pièces clés doit s'assurer que la tolérance de profondeur est contrôlée dans la plage de ± 0,005 mm, ce qui impose des exigences extrêmement élevées sur le alliages en aluminium tels que 6061 / t6
2. Système d'optimisation des paramètres de processus (1) Matrice des paramètres du noyau
Type de matériau
Power (W)
Fréquence (kHz)
Speed (mm / s)
Nombre de temps d'empilement
Medium à gaz
2024 ALLIAGE D'ALUMINUM
180
300
800
3
n₂
7075-T7351
160
400
1000
2
Il
Titanium Alloy TC4
120
200
600
5
ar
(2) Trois éléments de contrôle de profondeur
Calibration de la densité d'énergie
Surveillance en temps réel des fluctuations d'énergie à travers le compteur de puissance laser (<± 2%)
Compensation de position de mise au point
Adopter le système de contrôle de l'axe z en boucle fermée avec une résolution de 0,1 μm
Prétraitement de surface
Nettoyage au laser pour éliminer la couche d'oxyde (SA 0,8-1,2 μm)
3. Mesures d'assurance qualité de qualité militaire
(1) Système de détection en ligne
Le microscope confocal surveille la profondeur en temps réel (résolution de 0,1 μm)
L'imageur thermique infrarouge surveille le champ de température de la zone touchée par la chaleur
Le système de vision CCD effectue une comparaison de morphologie
(2) Méthode de test de certification
Mesure tridimensionnelle
Conforme à la norme ISO 10360-2, diamètre de sonde 0,5 mm
interféromètre de lumière blanche
détecte l'ondulation microscopique (<0,01 μM de PR)
Analyse métallographique
Vérifie le changement de taille des grains dans la zone touchée par la chaleur (<5%)
Pourquoi Xtool F1 nécessite-t-il un spray de cermarde?
En tant que rentable machine de marquage laser , Xtool F1 rencontrera un problème commun lors du traitement directement des matériaux métalliques: la haute réflectivité de la surface métallique. Surtout pour les métaux communs tels que l'acier inoxydable et l'alliage d'aluminium, Les lasers ordinaires sont difficiles à former des marques claires et durables . C'est la principale raison pour laquelle le spray Cermark est le partenaire idéal pour Xtool F1.
1. Principe d'amélioration chimique de la pulvérisation de Cermark
Mécanisme d'action unique du revêtement silicate
Le spray Cermark LMM-6000 contient une formule composite silicate spéciale, et son principe de travail peut être divisé en trois étapes clés:
Stade de prétraitement: le pulvérisation forme un revêtement uniforme de 30-50 μm sur le Surface métallique
Étape d'action laser: l'énergie laser fait que le revêtement se lie métallurgiquement avec le métal de base
Étape de durcissement: formation d'une couche de marquage en céramique permanente
Cette réaction crée une structure en céramique composite des oxydes métalliques et des silicates au niveau microscopique, donnant à la marque une adhésion exceptionnellement excellente.
2. Excellentes performances de la pulvérisation de Cermark
(1) Vérification de la durabilité de qualité militaire
testé selon la norme ASTM B117:
Aucune marque ne tombe après 1000 heures de test de pulvérisation saline
a passé 5% de solution de chlorure de sodium Test d'immersion
Excellente stabilité dans une température élevée et un environnement d'humidité élevé (85 ℃ / 85% RH)
(2) Contrôle des coûts économiques et pratique
Le coût de traitement par mètre carré ne coûte que 0,45 $ US:
Un seul spray peut couvrir une superficie d'environ 2 mètres carrés
50 ml peuvent terminer 300-500 marques standard
Économisez plus de 60% par rapport aux autres solutions de marquage des métaux
3. Explication détaillée des procédures opérationnelles standard
(1) Étapes de clé pour le prétraitement de surface
Nettoyage en profondeur: essuyer avec 99,7% d'alcool pur
Norme de nettoyage: Rencontrez ISO 8501-1 SA2.5 Niveau
Activation de la surface: effectuez un léger tracteur de sable si nécessaire
(2) Points de clé pour le contrôle du processus de pulvérisation
Distance de pulvérisation: maintenir 20 à 30 cm
Épaisseur de revêtement: 30-50 μm (environ 2-3 couches minces)
Temps de séchage: 10-15 minutes à température ambiante
(3) Suggestions d'optimisation des paramètres laser
pour le laser à diode xtool F1 50W:
Vitesse optimale: 250-350 mm / s
Réglage de l'alimentation: 80 à 100% Power
Nombre de scans: 1-2 fois (ajusté en fonction du contraste requis)
Position de mise au point: + 1 mm Devocus pour améliorer l'uniformité de l'effet
4. Scénarios d'application et comparaison des avantages
(1) cas de candidature typique
Code de traçabilité des dispositifs médicaux en acier inoxydable
La combinaison parfaite de Spray Cermark et XTool F1 permet aux utilisateurs d'obtenir des effets de marquage métallique de qualité professionnelle sans équipement coûteux. Cette solution rentable modifie la façon dont les petits studios et les entreprises traitent le métal, ouvrant de nouvelles possibilités pour la conception créative et les applications industrielles.
Qu'est-ce qui rend l'aluminium médical marquant 10 fois plus cher?
Lorsque le coût du marquage industriel ordinaire Derrière cette différence de prix de 10 fois se trouve les exigences extrêmes de l'industrie médicale pour la sécurité, la traçabilité et la stabilité à long terme. Ces normes spéciales constituent une «barrière technique» naturelle qui oblige les fabricants à investir de nombreux coûts spéciaux.
1. FDA Compliance Cost Breakdown
(1) Système de certification des matériaux
Test de classe VI de l'USP: Évaluer les lixiviables matériels (8 000 à 12 000 $ / matériel)
ISO 10993 SETL complet des tests de biocompatibilité (15 000 $ et plus)
Évaluation spéciale de la cytotoxicité / sensibilisation (3 500 $ / article)
(2) Certification du processus de production
Transformation de la salle propre: Exigences environnementales de classe 8 (200 $ / infrastructure)
Vérification de l'équipement: QI / OQ / PQ SET PROPLE DES DOCUMENTS (5 000 $ / équipement)
Qualification du personnel: Certification de formation GMP (1 500 $ / année-personne)
2. Exigences techniques spéciales pour le codage UDI
Configuration du système laser de précision
laser ultraviolet (355 nm): le coût d'approvisionnement est 3 fois celui du laser infrarouge
5 μm de gravure peu profonde: un contrôle d'énergie de précision de 0,8MJ / 30ns est requis
Processus anti-carbonisation: coût supplémentaire de la technologie de mise en forme des impulsions
Investissement de garantie de lisibilité
Indicateurs d'exigence
Standard industriel
Norme médicale
Augmentation des coûts d'implémentation
Hauteur de caractère minimum
1 mm
0,5 mm
+ 40%
Contraste
20%
45%
+ 35%
lisibilité après contamination
Aucune exigence
≥95%
+ 60%
Taux de rétention de 10 ans
70%
99%
+ 80%
3. Coût de vérification de la tolérance de stérilisation
(1) Test de vapeur à haute pression (autoclave)
Test Standard: 1000 cycles à 134 ° C
Coût unique: 2,8 $ / temps (y compris l'inspection manuelle)
Amortissement de l'équipement: équipement de vérification spécial 150 000 $
(2) Vérification d'autres méthodes de stérilisation
oxyde d'éthylène EO: 3 200 $ / lot
Irradiation gamma: 4 500 $ / lot
Stérilisation du plasma: 2 800 $ / lot
4. Coûts d'exploitation du système de qualité
(1) Charge de gestion des documents
Procédures de contrôle du changement: 500 $ / changement
Examen des enregistrements par lots: 50 $ / lot
Préparation annuelle de l'audit: 15 000 $ / an
(2) Tester l'investissement des équipements
Microscope confocal: 80 000 $ et plus
Spectromètre XRF: 120 000 $
Chambre d'essai de pulvérisation saline: 25 000 $
5. Coûts de service spécifiques à l'industrie
(1) Intégration du système de traçabilité
Accès à la base de données UDI (10 000 $ / an)
ERP Special Module Development (à partir de 30 000 $)
(2) Coûts de coopération clinique
Évaluation clinique du marquage des instruments chirurgicaux (50 000 $ / modèle)
Suivi à long terme du marquage de l'implant (100 $ / unité / an)
Le prix élevé des étiquettes de qualité médicale est essentiellement une "prime d'assurance" payée pour la sécurité de la vie du patient. Cet investissement se traduira par se traduir par la compétitivité à long terme de l'entreprise et la réputation du marché. À mesure que la supervision médicale devient de plus en plus stricte, les services d'étiquetage qui répondent aux normes les plus élevées gagneront une plus grande reconnaissance de valeur.
Comment prévenir les risques de poussière de nano-aluminium?
La poudre de nano-aluminium (taille des particules <100 nm) a une surface spécifique plus grande et une réactivité chimique plus élevée que la poudre d'aluminium ordinaire. Sa limite d'explosion inférieure (LEL) peut être aussi faible que 30 g / m³, qui ne représente que 1/3 de poudre d'aluminium ordinaire. Lorsque la concentration atteint 40 à 50 g / m³, l'énergie d'allumage minimale n'est que de 1 à 3MJ, ce qui équivaut au niveau d'énergie des étincelles statiques. Ces caractéristiques nécessitent des mesures spéciales de contrôle d'ingénierie et un système de gestion renforcé pour la protection contre la poussière de nano-aluminium.
1. Contrôle d'ingénierie
Utiliser le système de filtration HEPA-ULPA à trois étapes (taux de capture de 0,12 μm de particules ≥99,999%)
Installez le dispositif de surveillance de la teneur en oxygène (maintenir la concentration en oxygène dans l'environnement de travail <18%)
Utilisez un équipement d'élimination des poussières à l'épreuve des explosions (conforme à la norme NFPA 654)
2. Optimisation du processus
Mettre en œuvre un fonctionnement humide (maintenir l'humidité> 60%)
Traitement inerte (introduire de l'azote pour faire de la concentration d'oxygène <8%)
Production fermée (conception de la chambre de fonctionnement de pression négative)
3. Protection personnelle
Porter le dispositif de protection respiratoire de pression positive (EN 12941 certifié)
Portez des vêtements anti-statiques (résistance de surface <10⁹Ω)
Utilisez des outils anti-explosion (matériau en alliage de béryllium en cuivre)
4. Surveillance et avertissement précoce
Surveillance en temps réel de la concentration de poussière (méthode de diffusion laser, précision 0,1 mg / m³)
Configurer l'alarme d'ozone (seuil 0,08 ppm)
Surveillance du potentiel électrostatique (contrôlé à <2KV)
5. Mesures de gestion
Développer une SOP spécifique aux nanomatériaux
Mettre en œuvre une formation en sécurité à trois niveaux (y compris les exercices d'urgence)
Établir un fichier de surveillance de la santé (Focus sur la surveillance des fonctions pulmonaires)
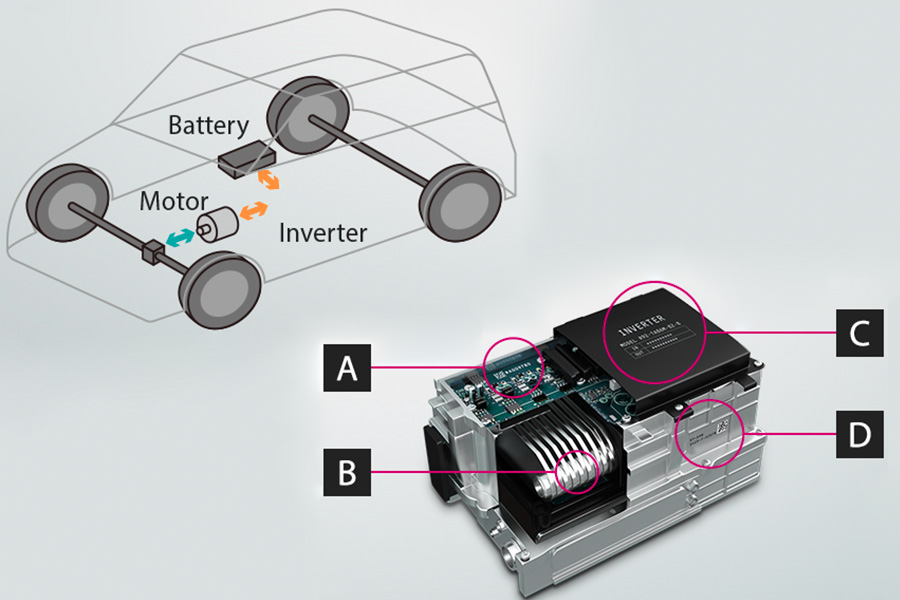
Pourquoi les batteries EV nécessitent-elles un marquage laser UV?
Les batteries de véhicules électriques doivent être marquées de lasers ultraviolets, principalement basés sur trois exigences techniques de base: 1.Machinat avec zéro dommage thermique
Le laser UV 355 nm produit une couche ultra-marque à chaleur de <5μm (1/20e du laser infrarouge)
L'augmentation de la température du substrat est contrôlée à moins de 50 ° C, ce qui évite complètement le risque de décomposition du film SEI
Répond aux exigences obligatoires de la CEI 62133-2 pour la sensibilité thermique des batteries lithium-ion
2.Extreme tolérance environnementale
a passé la solution acide PH3 certifiée UN38.3 Test d'immersion 240 heures
Maintenir l'intégrité de la marque sous -40 ° C ~ 85 ° C Choc de température
résiste à la corrosion électrolytique et à l'usure des vibrations pour assurer plus de 15 ans de lisibilité
3. Prociser les exigences de traçabilité
Atteindre le marquage de précision de 10 μm (répondre aux exigences de codage UDI des batteries de puissance)
Traitement zéro perforation sur des matériaux délicats tels que la feuille d'aluminium / feuille de cuivre
Il prend en charge le stockage d'informations à haute densité tels que les codes QR, et l'ensemble du cycle de vie peut être tracé
Cette caractéristique de traitement du froid fait du laser ultraviolet la seule solution technique qui répond au double standard des "dommages thermiques zéro et de l'identification permanente" des batteries de puissance, et est devenu la norme de base du processus dans la nouvelle industrie de l'énergie.
Comment calculer le retour sur investissement pour les systèmes de marquage industriel?
1. Calcul des économies de coûts directes
Paramètres de paramètre de base:
Production à deux quais (16 heures / jour)
250 jours ouvrables par an
Salaire des travailleurs 25 $ / heure (y compris les prestations)
Pièces Prix unitaire 15 $
(1) Calcul des économies annuelles:
Économies de coûts de main-d'œuvre: Système laser: 0,5 personne × 16h × 250d × 25 = 50 000 Gravure manuelle: 2 personnes × 16h × 250d × 25 = 200 000 Économies annuelles: 200 000-200 000 à 50 000 = 150 000 $
(2) Économies de coût des économies: Système laser: 380 pièces / h × 16h × 250d × 0,3% × 15 = 68 400 Géronnement manuel: 380 pièces / h × 16h × 250d × 1,7% × 15 = 387,600 Économies annuelles: 387,600−387,600−68 400 = 319 200 $ (3) Économies de coûts d'inspection de qualité: Économies de la fréquence d'inspection de qualité réduite du système laser: 58 000 $ / an
2. Calcul des avantages de la capacité de production
Augmentation efficace de la capacité de production: Système laser: 380 pièces / h × 16h = 6 080 pièces / jour Gravure manuelle: 80 pièces / h × 16h = 1 280 pièces / jour Différence de productivité: 4800 pièces / jour Avantages d'opportunité (calculé en fonction de 70% d'utilisation de capacité): 4,800 pièces × 70% × 250d × 15 / pièce = 15 / pièce = 12 600 000 / an
3. Calcul de la période de récupération
Économies totales annuelles:
150 000 (main-d'œuvre) + 150 000 (main-d'œuvre) + 319 200 (déchets) + 58 000 (inspection de qualité) = 58 000 (inspection de la qualité) = 527 200
19 000 ÷ (19 000 ÷ (527 200 ÷ 12) ≈ 0,43 mois (plus court si les gains d'opportunité sont pris en compte) Remarque: La période de récupération de 14 mois dans le cas réel comprend les coûts de transition tels que l'installation et la mise en service de l'équipement, et la formation du personnel
4. outil de calcul de ROI Smart
Les paramètres suivants sont recommandés pour une estimation rapide:
Coût / pièce de marquage actuel
Sortie quotidienne moyenne
Coût de la main-d'œuvre / heure
Taux de défaut actuel
Coût / pièce matériaux
Formule de calcul général: Période de récupération (mois) = Investissement net d'équipement / [Production mensuelle × (Coût unitaire ancien - Nouveau coût unitaire) + Économies de coûts de qualité mensuelles]
5. Recommandations de décision
Production en petit volume (<50 000 pièces / an):
Considérez l'externalisation laser
ROI CRITIQUE POINT: 0,15 $ / Pièce Différence de prix
Production à volume moyen (50 000 à 500 000 pièces / an):
Choisissez un laser à fibre 20-30W
Période de récupération attendue: 12-18 mois
Production en grand volume (> 500 000 pièces / an):
Configurez un système d'automatisation multi-station
La période de récupération peut être raccourcie à 6-9 mois
Résumé
La technologie laser est en effet très efficace pour créer un , des marques précises sur l'aluminium, mais la clé du succès réside dans la sélection du bon type laser, l'optimisation des paramètres et la compréhension des caractéristiques des Alloys d'aluminium spécifiques. Alors que la technologie laser continue de progresser, même l'aluminium hautement réfléchissant peut être marqué avec des résultats de haute qualité. Pour les applications critiques, les tests d'échantillons et la coopération étroite avec le fournisseur du système laser sont recommandés pour garantir la qualité de marquage et l'efficacité de production idéales.
Avec les technologies et les méthodes décrites dans cet article, les fabricants peuvent utiliser pleinement les avantages du marquage laser en aluminium pour répondre à une variété de besoins industriels tels que la traçabilité des produits, la marque et le marquage fonctionnel.
Avertissement
Le contenu de cette page est uniquement à des fins d'information. LS Série Aucune représentation ou garantie de toute nature, expresse ou implicite, ne sont faites de la précision, de l'exhaustivité ou de la validité de l'information. Il ne faut pas déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité du matériau et le type ou le travail que le fournisseur ou le fabricant tiers fournira via le réseau Longsheng. Ceci est la responsabilité de l'acheteur Demandez un devis pour les pièces pour déterminer les exigences spécifiques pour ces parties.
LS Team
LS est une entreprise de la tête de l'industrie Concentrez-vous sur des solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience en desservant plus de 5 000 clients, nous nous concentrons sur la haute précision CNC Machining , Fabrication en tôle , 3D Printing , Moulage d'injection , metal metal Stamping, et autrement One-Toft services. Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe et est certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à faible volume ou de personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisissez LS Technology Cela signifie choisir l'efficacité, la qualité et le professionnalisme. Pour en savoir plus, veuillez visiter notre site Web: www.lsrpf.com FAQS
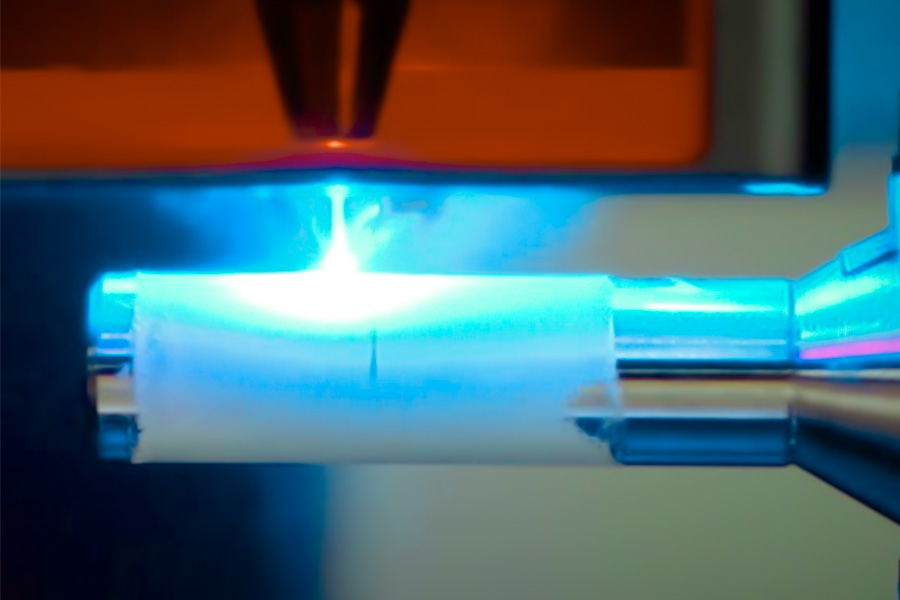
1. Pouvez-vous marquer le laser nu en aluminium?
Oui, mais un traitement spécial est requis - bien que l'aluminium nu défie le marquage traditionnel en raison de sa réflectivité élevée (> 80%), un laser à fibre haute puissance (50W +, 1064 Nm) combiné avec des impulsions à haute fréquence (50-100 kHz) et une protection de l'azote peut produire des marques gris-gris permanentes, avec une profondeur de 5-20 μmm et de la Durabilité industrielle. Conseils clés: Nettoyez soigneusement la surface avec de l'alcool ou de l'acétone avant le marquage. Si nécessaire, le sable (taille des particules 80-120 mailles) peut être effectué en premier pour augmenter le taux d'absorption du laser de plus de 30%.
2. Comment gravir laser en aluminium?
Il peut être réalisé en trois étapes: d'abord nettoyer et sableux (RA1,5-3,2 μm), puis sélectionner les talons laser au laser (100 mm / s / s / s / s / s / s / s / 10 pour la gravure profonde), et enfin la protection d'oxydation de la nitrogène. Solution avancée: pour les alliages d'aluminium de qualité aviation (tels que 7075), il est recommandé d'utiliser l'énergie d'impulsion de 0,5 à 1,5 mJ / impulsion, avec une protection d'argon pour éviter la corrosion intergranulaire.
3. La coupe laser de l'aluminium est-elle sûre?
Une protection stricte est requise - L'aluminium reflète 60% de l'énergie laser, qui nécessite une conception de lumière anti-retour (45 ° d'angle incident de disposition optique), et la limite de la capture d'étincelle de la poussière + NFPA 68 axée sur l'explosion de l'explosion), combiné avec une opération réelle en temps d'oxygène (18%) et en 60825 Des lunettes, peuvent obtenir une précision de coupe en toute sécurité <0,1 mm. Remarque spéciale: Lors de la coupe d'épaisseur> 6 mm, un système d'aspiration de scories doit être configuré pour empêcher le banc de la buse.
4. Quel est le meilleur spray de marquage laser pour l'aluminium?
CerMark LMM-6000 is the industry's first choice - its silicate formula has been tested for 1000 hours of salt spray (ASTM B117), sprayed 30μm after 50W laser marking, soaked in PH3 acid for 240 hours without corrosion, cost only $0.45 per square meter, contrast increased by 300%, and life span of more than 10 years. Alternative: For medical-grade aluminum parts, Thermark A-4239, which does not contain heavy metals, has passed ISO 10993 biocompatibility certification, but the cost is increased by 40%.
Expert en prototypage rapide et fabrication rapide
Spécialiser dans l'usinage CNC, l'impression 3D, la coulée d'uréthane, l'outillage rapide, le moulage par injection, la coulée de métal, la tôle et l'extrusion.
Étiqueter:
Découpe laser
Partager
Criticism
0 comments
Click to expand more
Got thoughts or experiences to share? We'd love to hear from you!