

Aluminum has become one of the most popular materials in modern manufacturing due to its lightweight, durable and corrosion-resistant properties. Aluminum is used in everything from aerospace components to consumer electronics. But when it comes to adding permanent marks to aluminum products, laser marking technology provides an efficient and precise solution. This article will take a deep dive into the technical principles, applicability, challenges, and best practices of laser marking aluminum.
What are the basic principles of laser marking aluminum?
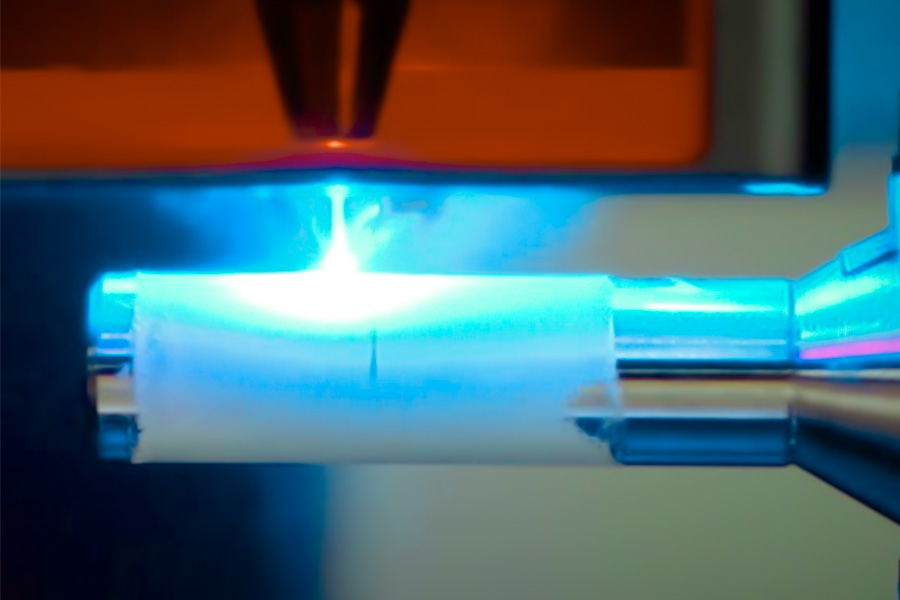
Laser marking is the process of creating a permanent mark on the surface of a material using a high-energy laser beam. When the laser is applied to the aluminum surface, the marking effect is achieved mainly through the following mechanisms:
- Surface oxidation: The laser heats the aluminum surface, causing it to react with oxygen in the air to form a dark oxide layer
- Surface texture change: The laser changes the microstructure of the aluminum surface, creating visible contrast
- Bubble effect: Some aluminum alloys produce tiny bubbles under the action of the laser, forming a light-colored mark
- Material removal: High-powered lasers can slightly remove surface material, forming a recessed mark
What types of lasers are suitable for aluminum?
Not all lasers are equally suitable for aluminum marking. Here is a suitability analysis of several common laser technologies:
1. Fiber laser (1064nm)
- Advantages: high beam quality, high power density, low maintenance cost
- Suitability: best for dark marking of most aluminum alloys, especially anodized aluminum
- Power recommendation: 20W-50W can meet most applications
2. UV laser (355nm)
- Advantages: cold processing characteristics, reduced heat affected zone
- Suitability: suitable for highly reflective aluminum and fine marking needs
- Power recommendation: 3W-10W can achieve good results
3. CO2 laser (10.6μm)
- Advantages: low cost, mature system
- Suitability: average effect on bare aluminum, but can mark anodized layers
- Limitations: aluminum has low absorption rate of CO2 laser

Why Can’t Diode Lasers Directly Mark Bare Aluminum?
In the field of industrial manufacturing, aluminum has become a widely used material due to its lightweight and high strength. However, when it is necessary to make permanent marks on the surface of aluminum products, many companies find that conventional diode lasers are difficult to achieve the desired effect. The fundamental reason behind this is the matching problem between the material reflectivity and the laser wavelength. This physical property directly determines the success or failure of laser marking.
1. Spectral characteristics of aluminum reflectivity
The reflectivity of aluminum has significant wavelength dependence:
(1) Visible light band (400-700nm):
- The reflectivity is as high as 85%-95% (such as 450nm blue light diode laser absorption rate <5%)
- This means that more than 95% of the laser energy is reflected, and only a very small amount is used for marking
(2) Near-infrared band (1064nm):
- The reflectivity drops to 77%-82% (absorption rate 18%-23%, in line with MIL-STD-150A)
- Although it is still relatively high, it has a feasible processing window
2. Physical limitations of diode lasers
(1) Wavelength mismatch:
- Industrial diode lasers are mostly 450nm (blue light) or 808nm (near infrared)
- 450nm is in the reflection peak range of aluminum, and the energy utilization rate is extremely low
- Although 808nm is slightly better, it is still not as efficient as the absorption of 1064nm fiber laser
(2) Insufficient power density:
- The beam quality of diode lasers (M²>20) is far worse than that of fiber lasers (M²<1.5)
- Even if the output power is the same, the energy density of the focused spot differs by dozens of times
- The high thermal conductivity of aluminum requires instantaneous high energy density to break through the reflection barrier
3. Laser parameter configuration for successful aluminum marking
For bare aluminum marking, the golden parameter combination that has been verified by a large number of industries is:
- Laser type: pulsed fiber laser (1064nm)
- Power range: 20-50W
- Frequency setting: 20-80kHz
- Scanning speed: about 800mm/s
- Line spacing: 0.02-0.05mm
This configuration achieves energy accumulation through high-frequency short pulses, while high-speed scanning avoids excessive heat accumulation, which is the best solution for balancing marking quality and efficiency. For special treated surfaces such as anodized aluminum, the parameters need to be adjusted to lower power and speed accordingly.
How to Control 0.05mm Marking Depth on Aerospace Parts?
In the field of aerospace manufacturing, the depth accuracy of part marking is directly related to the safety performance and traceability of the aircraft. According to the AS9100D aviation quality management system certification requirements, the marking of key parts must ensure that the depth tolerance is controlled within the range of ±0.005mm, which places extremely high demands on the laser marking process. In particular, for aluminum alloy materials, due to their special thermophysical properties, achieving a marking depth of 0.05mm±0.005mm requires a comprehensive solution to a series of technical problems such as heat input control, material response monitoring, and process stability.
1. Equipment selection scheme that meets aviation standards
(1) High-precision laser system configuration
200W pulsed fiber laser with 30ns pulse width is the most mature solution at present:
- Beam quality: M²<1.2 to ensure 20μm spot diameter
- Pulse control: <30ns short pulse to reduce heat accumulation
- Frequency adjustment: 100-500kHz adjustable to adapt to different alloys
- Optical system: f-theta lens with three-dimensional dynamic focusing
(2) Dedicated cooling system integration
- Liquid nitrogen assisted cooling system can accurately control the substrate temperature:
- The workbench temperature is maintained below 40℃
- The heat affected zone (HAZ) is controlled at <50μm
- Prevents the precipitation of aging strengthening phases in aluminum alloys such as 6061/T6
2. Process parameter optimization system
(1) Core parameter matrix
| Material type | Power (W) | Frequency (kHz) | Speed (mm/s) | Number of stacking times | Gas medium |
|---|---|---|---|---|---|
| 2024 aluminum alloy | 180 | 300 | 800 | 3 | N₂ |
| 7075-T7351 | 160 | 400 | 1000 | 2 | He |
| Titanium alloy TC4 | 120 | 200 | 600 | 5 | Ar |
(2) Three elements of depth control
- Energy density calibration
- Real-time monitoring of energy fluctuations through laser power meter (<±2%)
- Focus position compensation
- Adopt closed-loop Z-axis control system with a resolution of 0.1μm
- Surface pretreatment
- Laser cleaning to remove oxide layer (Sa 0.8-1.2μm)
3. Military-grade quality assurance measures
(1) Online detection system
- Confocal microscope monitors depth in real time (0.1μm resolution)
- Infrared thermal imager monitors the temperature field of the heat-affected zone
- CCD vision system performs morphology comparison
(2) Certification test method
Three-dimensional measurement
- Complies with ISO 10360-2 standard, probe diameter 0.5mm
White light interferometer
- Detects microscopic waviness (<0.01μm Ra)
Metallographic analysis
- Verifies the change in grain size in the heat-affected zone (<5%)
With this complete control solution, aerospace manufacturers can stably achieve the marking depth requirement of 0.05mm±0.005mm, which fully complies with aviation quality standards such as AS9100D. This technology has been successfully applied in many aviation manufacturing companies, providing a complete solution for the reliable identification of aviation parts.
Why Does Xtool F1 Require CerMark Spray?
As a cost-effective laser marking machine, Xtool F1 will encounter a common problem when directly processing metal materials: the high reflectivity of the metal surface. Especially for common metals such as stainless steel and aluminum alloy, ordinary lasers are difficult to form clear and lasting marks. This is the key reason why CerMark spray is the ideal partner for Xtool F1.
1. Chemical enhancement principle of CerMark spray
Unique mechanism of action of silicate coating
CerMark LMM-6000 spray contains a special silicate composite formula, and its working principle can be divided into three key stages:
- Pretreatment stage: The spray forms a uniform coating of 30-50μm on the metal surface
- Laser action stage: The laser energy causes the coating to metallurgically bond with the base metal
- Curing stage: Formation of a permanent ceramic marking layer
This reaction creates a composite ceramic structure of metal oxides and silicates at the microscopic level, giving the mark exceptionally excellent adhesion.
2. Excellent performance of CerMark spray
(1) Military-grade durability verification
Tested according to ASTM B117 standard:
- No mark falling off after 1000 hours of salt spray test
- Passed 5% sodium chloride solution immersion test
- Excellent stability in high temperature and high humidity environment (85℃/85%RH)
(2) Economical and practical cost control
The processing cost per square meter is only US$0.45:
- A single spray can cover an area of about 2 square meters
- 50ml can complete 300-500 standard marks
- Save more than 60% cost compared to other metal marking solutions
3. Detailed explanation of standard operating procedures
(1) Key steps for surface pretreatment
- Deep cleaning: Wipe with 99.7% pure alcohol
- Cleaning standard: Meet ISO 8501-1 Sa2.5 level
- Surface activation: Perform light sandblasting when necessary
(2) Key points for spraying process control
- Spraying distance: Maintain 20-30cm
- Coating thickness: 30-50μm (about 2-3 thin layers)
- Drying time: 10-15 minutes at room temperature
(3) Laser parameter optimization suggestions
For Xtool F1 50W diode laser:
- Optimal speed: 250-350mm/s
- Power setting: 80-100% rated power
- Number of scans: 1-2 times (adjusted according to the required contrast)
- Focus position: +1mm defocus to improve uniformity of effect
4. Application scenarios and advantages comparison
(1) Typical application cases
- Stainless steel medical device traceability code
- Aluminum alloy electronic housing logo
- Tool steel mold number
- Copper circuit board marking
(2) Comparison with traditional methods
| Comparison items | CerMark solution | Traditional engraving | Anodizing |
|---|---|---|---|
| Equipment requirements | Low | High | High |
| Processing speed | Fast (seconds) | Slow | Very slow |
| Marking durability | Very high | High | Medium |
| Small font clarity | ≤0.3mm | ≥0.5mm | ≥1mm |
| Color marking capability | Yes | No | Limited |
The perfect combination of CerMark spray and Xtool F1 allows users to achieve professional-grade metal marking effects without expensive equipment. This cost-effective solution is changing the way small studios and businesses process metal, opening up new possibilities for creative design and industrial applications.
What Makes Medical Aluminum Marking 10x More Expensive?
When the cost of marking ordinary industrial aluminum parts may be only 0.5-1 yuan/piece, the price of marking medical aluminum materials is as high as 5-10 yuan/piece. Behind this 10-fold price difference is the extreme requirements of the medical industry for safety, traceability and long-term stability. These special standards form a natural "technical barrier" that requires manufacturers to invest a lot of special costs.
1. FDA compliance cost breakdown
(1)Material certification system
- USP Class VI test: evaluate material leachables ($8,000-12,000/material)
- ISO 10993 full set of biocompatibility tests ($15,000 and up)
- Cytotoxicity/sensitization special assessment ($3,500/item)
(2)Production process certification
- Clean room transformation: Class 8 environmental requirements ($200/㎡ infrastructure)
- Equipment verification: IQ/OQ/PQ full set of documents ($5,000/equipment)
- Staff qualification: GMP training certification ($1,500/person-year)
2. Special technical requirements for UDI coding
Precision laser system configuration
- Ultraviolet laser (355nm): procurement cost is 3 times that of infrared laser
- 5μm shallow engraving: 0.8mJ/30ns precision energy control is required
- Anti-carbonization process: additional cost of pulse shaping technology
Readability guarantee investment
| Requirement indicators | Industrial standard | Medical standard | Implementation cost increase |
|---|---|---|---|
| Minimum character height | 1mm | 0.5mm | +40% |
| Contrast | 20% | 45% | +35% |
| Readability after contamination | No requirement | ≥95% | +60% |
| 10-year retention rate | 70% | 99% | +80% |
3. Sterilization tolerance verification cost
(1) High-pressure steam test (Autoclave)
- Test standard: 1000 cycles at 134°C
- Single cost: $2.8/time (including manual inspection)
- Equipment depreciation: Special verification equipment $150,000
(2) Verification of other sterilization methods
- EO ethylene oxide: $3,200/batch
- Gamma irradiation: $4,500/batch
- Plasma sterilization: $2,800/batch
4. Quality system operating costs
(1) Document management burden
- Change control procedures: $500/change
- Batch record review: $50/batch
- Annual audit preparation: $15,000/year
(2) Testing equipment investment
- Confocal microscope: $80,000 and up
- XRF spectrometer: $120,000
- Salt spray test chamber: $25,000
5. Industry-specific service costs
(1) Traceability system integration
- UDI database access ($10,000/year)
- ERP special module development (starting from $30,000)
(2) Clinical cooperation costs
- Clinical evaluation of surgical instrument marking ($50,000/model)
- Long-term tracking of implant marking ($100/unit/year)
The high price of medical-grade labels is essentially an "insurance premium" paid for the patient's life safety. This investment will eventually translate into the company's long-term competitiveness and market reputation. As medical supervision becomes increasingly stringent, labeling services that meet the highest standards will gain greater value recognition.

How to Prevent Nano-Aluminum Dust Hazards?
Nano-aluminum powder (particle size <100nm) has a larger specific surface area and higher chemical reactivity than ordinary aluminum powder. Its lower explosion limit (LEL) can be as low as 30g/m³, which is only 1/3 of ordinary aluminum powder. When the concentration reaches 40-50g/m³, the minimum ignition energy is only 1-3mJ, which is equivalent to the energy level of static sparks. These characteristics require special engineering control measures and a strengthened management system for nano-aluminum dust protection.
1. Engineering control
- Use HEPA-ULPA three-stage filtration system (capture rate of 0.12μm particles ≥99.999%)
- Install oxygen content monitoring device (maintain oxygen concentration in the working environment <18%)
- Use explosion-proof dust removal equipment (comply with NFPA 654 standard)
2. Process optimization
- Implement wet operation (keep humidity >60%)
- Inert treatment (introduce nitrogen to make oxygen concentration <8%)
- Enclosed production (negative pressure operation chamber design)
3. Personal protection
- Wear positive pressure respiratory protection device (EN 12941 certified)
- Wear anti-static clothing (surface resistance <10⁹Ω)
- Use explosion-proof tools (copper beryllium alloy material)
4. Monitoring and early warning
- Real-time monitoring of dust concentration (laser scattering method, accuracy 0.1mg/m³)
- Set up ozone alarm (threshold 0.08ppm)
- Electrostatic potential monitoring (controlled at <2kV)
5. Management measures
- Develop a nanomaterial-specific SOP
- Implement three-level safety training (including emergency drills)
- Establish a health monitoring file (focus on lung function monitoring)

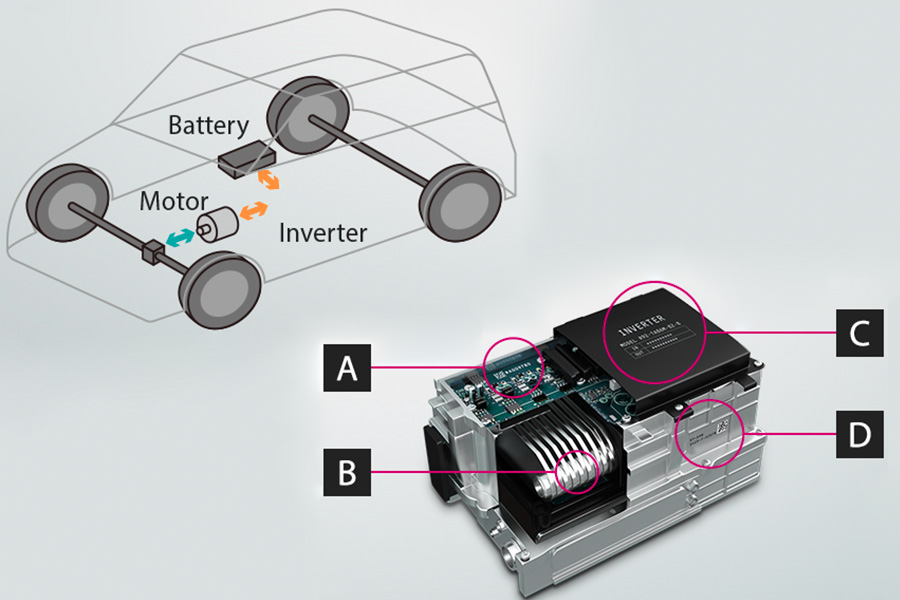
Why Do EV Batteries Require UV Laser Marking?
Electric vehicle batteries must be marked with ultraviolet lasers, mainly based on three core technical requirements:
1.Machining with zero thermal damage
- The 355nm UV laser produces an ultra-shallow heat-affected layer of <5μm (1/20th of the infrared laser)
- The temperature rise of the substrate is controlled within 50°C, which completely avoids the risk of SEI film decomposition
- Meets the mandatory requirements of IEC 62133-2 for thermal sensitivity of lithium-ion batteries
2.Extreme environmental tolerance
- Passed the UN38.3 certified PH3 acidic solution 240 hours immersion test
- Maintain mark integrity under -40°C~85°C temperature shock
- Resists electrolyte corrosion and vibration wear to ensure more than 15 years of readability
3.Precise traceability requirements
- Achieve 10μm precision marking (meet the UDI coding requirements of power batteries)
- Zero-perforation processing on delicate materials such as aluminum foil/copper foil
- It supports high-density information storage such as QR codes, and the whole life cycle can be traced
This cold processing characteristic makes ultraviolet laser the only technical solution that meets the double standard of "zero thermal damage and permanent identification" of power batteries, and has become the core process standard in the new energy industry.
How to Calculate ROI for Industrial Marking Systems?
1. Direct cost savings calculation
Basic parameter settings:
- Two-shift production (16 hours/day)
- 250 working days per year
- Worker salary $25/hour (including benefits)
- Parts unit price $15
(1)Annual savings calculation:
Labor cost savings:
Laser system: 0.5 person × 16h × 250d × 25 = 50,000
Manual engraving: 2 people × 16h × 250d × 25 = 200,000
Annual savings: 200,000-200,000-50,000 = $150,000
(2) Scrap cost savings:
Laser system: 380 pieces/h×16h×250d×0.3%×15=68,400
Manual engraving: 380 pieces/h×16h×250d×1.7%×15=387,600
Annual savings: 387,600−387,600−68,400 = $319,200
(3) Quality inspection cost savings:
Savings from reduced quality inspection frequency of laser system: $58,000/year
2. Calculation of production capacity benefits
Effective production capacity increase:
Laser system: 380 pieces/h×16h = 6,080 pieces/day
Manual engraving: 80 pieces/h×16h = 1,280 pieces/day
Productivity difference: 4,800 pieces/day
Opportunity benefits (calculated based on 70% capacity utilization):
4,800 pieces×70%×250d×15/piece=15/piece=12,600,000/year
3. Calculation of payback period
- Annual total savings:
150,000 (manpower) + 150,000 (manpower) + 319,200 (waste) + 58,000 (quality inspection) = 58,000 (quality inspection) = 527,200
- Net equipment investment:
24,000 (laser system) − 24,000 (laser system) − 5,000 (traditional equipment residual value) = $19,000
- Payback period:
19,000 ÷ (19,000 ÷ (527,200 ÷ 12) ≈ 0.43 months (shorter if opportunity gains are considered)
Note: The 14-month payback period in the actual case includes transitional costs such as equipment installation and commissioning, and personnel training
4.Smart ROI calculation tool
The following parameters are recommended for quick estimation:
- Current marking cost/piece
- Average daily output
- Labor cost/hour
- Current defect rate
- Material cost/piece
General calculation formula:Payback period (months) = Net equipment investment / [monthly output × (old unit cost - new unit cost) + monthly quality cost savings]
5.Decision-making recommendations
- Small-volume production (<50,000 pieces/year):
Consider laser outsourcing
ROI critical point: $0.15/piece price difference
- Medium-volume production (50,000-500,000 pieces/year):
Choose a 20-30W fiber laser
Expected payback period: 12-18 months
- Large-volume production (>500,000 pieces/year):
Configure a multi-station automation system
Payback period can be shortened to 6-9 months
Summary
Laser technology is indeed very effective in creating durable, precise marks on aluminum, but the key to success lies in selecting the right laser type, optimizing parameters, and understanding the characteristics of specific aluminum alloys. As laser technology continues to advance, even highly reflective aluminum can be marked with high-quality results. For critical applications, sample testing and close cooperation with the laser system supplier are recommended to ensure the ideal marking quality and production efficiency.
With the technologies and methods described in this article, manufacturers can fully utilize the advantages of laser marking aluminum to achieve a variety of industrial needs such as product traceability, branding, and functional marking.
Disclaimer
The content of this page is for informational purposes only.LS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy,completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features, material quality and type or workmanship that the third-party supplier or manufacturer will provide through the Longsheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
LS Team
LS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers, we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast,efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization,we can meet your needs with the fastest delivery within 24 hours. chooseLS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:www.lsrpf.com
FAQs
1. Can you laser mark bare aluminum?
Yes, but special treatment is required - although bare aluminum challenges traditional marking due to its high reflectivity (>80%), high-power fiber laser (50W+, 1064nm) combined with high-frequency pulses (50-100kHz) and nitrogen protection can produce permanent gray-white marks through surface oxidation, with a depth of 5-20μm and industrial-grade durability. Key tips: Clean the surface thoroughly with alcohol or acetone before marking. If necessary, sandblasting (particle size 80-120 mesh) can be performed first to increase the laser absorption rate by more than 30%.
2. How to laser etch aluminum?
It can be achieved in three steps: first clean and sandblast (Ra1.5-3.2μm), then select laser (100W fiber laser 300mm/s/10 scans for deep etching, 10W UV laser 800mm/s/3 times for fine etching), and finally nitrogen assisted oxidation protection, typical etching depth 0.05-0.5mm, edge accuracy ±10μm. Advanced solution: For aviation-grade aluminum alloys (such as 7075), it is recommended to use pulse energy 0.5-1.5mJ/pulse, with argon protection to avoid intergranular corrosion.
3. Is laser cutting of aluminum safe?
Strict protection is required - aluminum reflects 60% of the laser energy, which requires anti-return light design (45° incident angle optical layout), and the dust explosion lower limit of 30g/m³ requires explosion-proof dust removal (HEPA + spark capture + NFPA 68 compliant explosion vent), combined with real-time oxygen concentration monitoring (<18%) and EN 60825-1 goggles, can safely achieve a cutting accuracy of <0.1mm. Special note: When cutting thickness >6mm, a slag suction system must be configured to prevent nozzle clogging.
4. What is the best laser marking spray for aluminum?
CerMark LMM-6000 is the industry's first choice - its silicate formula has been tested for 1000 hours of salt spray (ASTM B117), sprayed 30μm after 50W laser marking, soaked in PH3 acid for 240 hours without corrosion, cost only $0.45 per square meter, contrast increased by 300%, and life span of more than 10 years. Alternative: For medical-grade aluminum parts, Thermark A-4239, which does not contain heavy metals, has passed ISO 10993 biocompatibility certification, but the cost is increased by 40%.


