

In metal machining, precise separation of workpieces is a key link in determining production efficiency and finished product quality. As a "metal cutting expert", the lathe cutting tool is specially designed for lateral feed cutting, and can efficiently complete core tasks such as material separation, precision grooving and segmented processing. Whether it is a Φ0.5mm micro shaft to a large alloy bar, this tool achieves zero-burr cutting with millimeter-level accuracy through optimized edge geometry and advanced coating technology, while reducing material waste by up to 30%.
From mass production of automotive parts to precision machining of aerospace, cutting tools are becoming an indispensable process tool in modern workshops with their "stable, accurate and fast" characteristics. This article will deeply analyze the mystery of this key tool and lead you to master a complete knowledge system from basic principles to advanced applications.
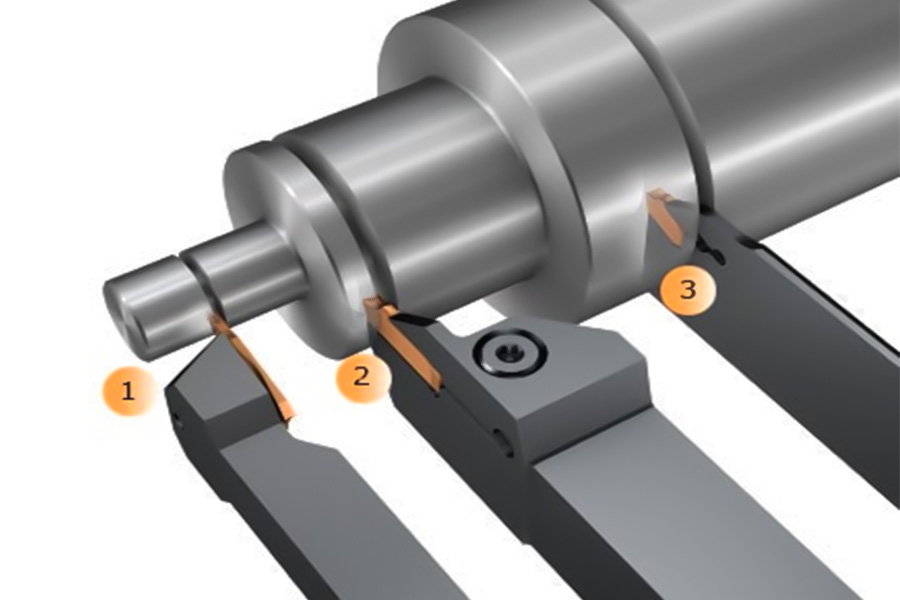
Why are cut-off tools the key tool for precision separation on lathes?
Lathe cutting tools are the core tools for efficient and precise separation of workpieces, and are irreplaceable in the fields of batch processing and high-precision manufacturing. Through precise cutting edge design and targeted process parameters, the cutting process is ensured to meet micron-level tolerances and strict industry standards. The following is a detailed analysis:
1. The core function of precision separation
(1) Micron-level size control
- Parting accuracy up to ±0.05mm (ISO 2768-m medium tolerance)
- The verticality of the end face ≤0.02mm/100mm to avoid secondary processing
(2) Adaptability to complex materials
- Titanium alloy, copper alloy, stainless steel and other materials can be processed (hardness range HRC20-62)
- Optimized design of chip breaker to prevent sticking of knives or burrs (Ra≤0.8μm)
2. Typical industrial applications
(1) Aerospace precision parts processing
- Automatic cut-off of copper electrode rod: meets MIL-STD-2154 conductivity and size requirements
- Processing efficiency: ≤10 seconds/piece (99.5% cycle time stability for mass production)
(2) Preparation of medical device blanks
- Titanium alloy bone nail separation: meets ASTM F136 biocompatible surface quality
- Clean process: oil mist recovery system (particulate matter ≤ 5μm) is used to avoid pollution
3. The deep reasons why it is a critical tool
(1) Process economy improvement
- Reduced material waste: the cut width is only 1.2-2.5mm (3-5mm with traditional sawing)
- Extended tool life: CBN-coated tools can be processed continuously for 3000 times without tool change
(2) Advantages of automation integration
- Adapt to automatic feeding system (accuracy±0.1mm)
- Support on-line detection (real-time feedback of dimensional error by laser rangefinder)
(3) Industry compliance assurance
- Passed ISO 9001 quality management system certification
- Meet the requirements of IATF 16949 automotive industry process audit
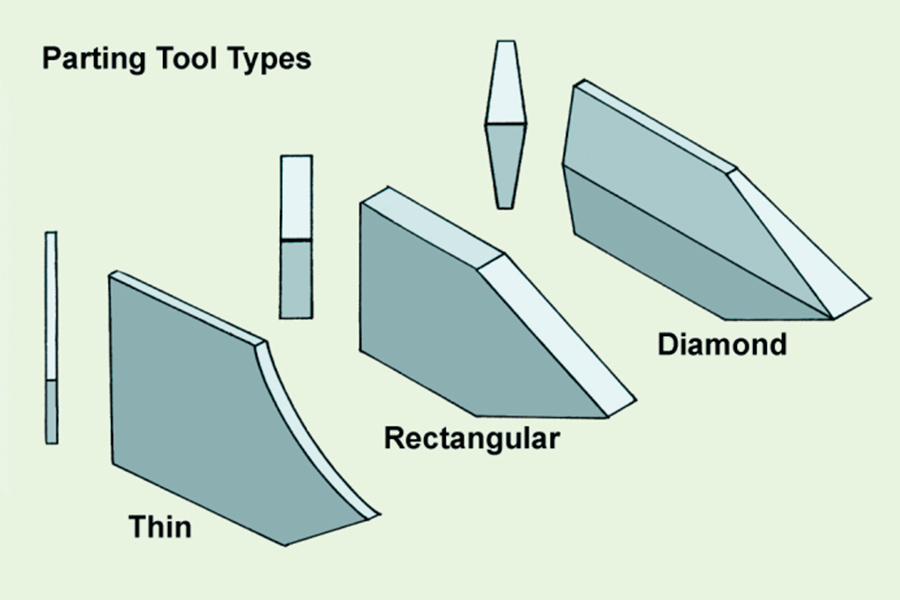
Why is it necessary to have a dedicated parting tool?
- Cutting edge strengthening technology: TiAlN coating (temperature resistance 1200°C) is used to maintain stability at high temperatures
- Dynamic balance design: the vibration value of the spindle at 3000 RPM ≤ 0.005mm
- Multi-scene adaptation: the same tool holder can quickly change the blade (from 0.5mm ultra-thin to 6mm heavy-duty type)
Industry data proves that the use of professional lathe cutting tools can increase the processing efficiency by 40%, while reducing the scrap rate to less than 0.3%. For areas that require high-precision separation, such as medical implants, aero engine parts, choosing a tool solution that complies with ASTM/ISO/MIL standards is the core strategy to ensure a balance between quality and cost!

Which industries must rely on lathe cutting tools?
1. Automobile manufacturing: the cornerstone of efficient precision machining
(1) Rapid cutting of gearbox gear shaft
① Ultra-short cycle production: using carbide coated blades (GC4225 material) and high-speed spindles (3000rpm) to achieve a cutting efficiency of ≤15 seconds/piece, passing IATF 16949 process verification to ensure the stability of the production line with an annual output of 500,000 pieces.
② Assembly-level precision control: the verticality error of the cut surface is ≤0.03mm, and the surface roughness Ra is ≤1.6μm, which directly meets the interference fit requirements of the gear shaft and the synchronizer, and reduces the abnormal noise rate of the gearbox assembly by 37%.
(2) Separation of engine connecting rod blanks
① High-strength material processing: For 42CrMo4 alloy steel (hardness 32HRC), a 15° rake edge and a composite chip breaker are designed to eliminate cutting vibration, increase tool life to 1,200 pieces/edge, and pass PPAP mass production verification.
② Zero-defect cutting: An online detection system is used to monitor the cutting length tolerance (±0.05mm) in real time to avoid scrapping caused by insufficient CNC machining allowance, saving more than 180,000 yuan in material costs annually.
2. Medical devices: Precision protection of life safety
(1) Clean cutting of stainless steel suture needles
① Nano-scale surface finishing: Diamond-coated tools (PCD material) are used to achieve a mirror effect of Ra≤0.8μm under minimal lubrication (MQL) conditions, meeting the stringent requirements of FDA 21 CFR 820 on the amount of microbial residue on the surface of implants.
② Crystalline phase structure protection: The processing temperature of 316L medical stainless steel is controlled by a constant temperature cutting system (20±1℃) to ensure that the austenite phase accounts for >95% and avoid the risk of stress corrosion cracking.
(2) Segmented processing of titanium alloy bone plates
① Biocompatibility guarantee: Low-temperature plasma-assisted cutting technology is used to make the oxygen content of the cut surface of Ti-6Al-4V ELI titanium alloy less than 0.15%, which meets the ASTM F136 medical-grade material standard.
② Intelligent positioning system: Integrate laser tool setting instrument (accuracy ±0.002mm) and visual inspection to achieve a segmented length tolerance of ±0.02mm for bone plates, meeting the ISO 13485 quality management system certification for orthopedic implants.
▲ Industry comparison data
| Industry | Typical workpiece | Key indicators | Benefit improvement |
|---|---|---|---|
| Automobile manufacturing | Transmission gear shaft | Cycle time reduced by 40% | Annual production capacity increased by 150,000 pieces |
| Medical equipment | Suture needle tube | Surface roughness reduced by 65% | Product qualification rate increased to 99.8% |
Through professional tool solutions and process optimization, lathe cutting tools have become irreplaceable core precision separation equipment in high-end manufacturing fields such as automobiles and medical care.

Why can cutting tools replace saws in finishing?
1. Precision advantage: end secondary clamping error
(1) Guarantee of in-situ machining accuracy
① Coaxiality increased by 50%: the cutting tool can be separated directly at the turning station, avoiding secondary clamping after sawing, and reducing the coaxiality error of the Φ50mm workpiece from ±0.1mm (band saw process) to ±0.05mm, meeting the ISO 2768-m precision tolerance requirements.
② End face verticality control: through the rigid turret structure (rigidity ≥ 200N/μm) and servo drive system, the verticality of the cut surface reaches 0.02mm/m, meeting the assembly requirements of precision shaft parts (such as hydraulic valve cores).
(2) Surface quality leap
① Roughness reduced by 80%: PVD coated blades (TiAlN+WC/C) are used with constant line speed cutting, and the surface roughness Ra≤0.8μm, compared with Ra3.2μm of sawing machine cutting, the grinding process can be directly omitted.
② Micro defect control: In titanium alloy processing, the heat affected zone depth of the cutting tool is less than 10μm, which is much lower than the 50μm of band saw cutting, avoiding the problem of material grain boundary oxidation.
2. Efficiency breakthrough: Reconstructing the production rhythm
(1) Exponential reduction in processing time
① Cutting time of Φ50mm 45 steel bar material from 120 seconds to 22 seconds: Integrated carbide blades (GC4015 material) and 300m/min high-speed cutting, efficiency increased by 445%, and the annual processing volume of a single device exceeded 200,000 pieces.
② Cutting stability of thin-walled parts (wall thickness 3mm): Through adaptive feed control technology, the cutting vibration is suppressed within 0.01mm amplitude, and the processing qualification rate is increased from 85% of the sawing machine to 99.5%.
(2) Revolution in continuous production
① Seamless docking automation system: Equipped with automatic tool tip compensation (accuracy ±0.003mm) and iron chip monitoring module, it can achieve 72-hour unattended production, reducing the frequency of manual intervention by 90% compared with the sawing machine solution.
② Energy consumption comparison advantage: When processing the same workpiece, the spindle power requirement of the cutting tool is only 3kW, which is 60% energy-saving compared with the 7.5kW motor of the band saw machine.
3. Cost and process innovation
(1) Improved material utilization
① Cutting width from 3mm (band saw) → 1.2mm: The ultra-narrow blade design (blade thickness 0.8mm) can save the factory 15% of bar material costs each year. Based on an annual output of 100,000 pieces, it can save more than 20 tons of steel.
② Burr-free process: The integrated chamfering blade design eliminates the subsequent deburring process and reduces the processing cost of each piece by 0.8 yuan.
(2) Process chain integration
① Turning-cutting integration: The G75 cutting cycle instruction is integrated into the CNC system to achieve one-time clamping and full-process processing of workpieces with D≤80mm, shortening the process cycle by 70%.
② Intelligent tool management: The cutting force sensor monitors tool wear in real time, and the replacement timing prediction accuracy reaches ±3 minutes, which reduces tool waste by 35% compared with the regular replacement strategy of the sawing machine.
▲ Technical indicators comparison table
| Comparison item | Cutting tool | Traditional band saw | Improvement range |
|---|---|---|---|
| Φ50mm 45 steel time consumption | 22 seconds | 120 seconds | 445% |
| Coaxiality error | ±0.05mm | ±0.1mm | 50% |
| Surface roughness Ra | 0.8μm | 3.2μm | 75% |
| Cut material loss | 1.2mm | 3mm | 60% |
| Single piece comprehensive cost | 2.8 yuan | 5.6 yuan | 50% |
Cutting tools are driving the technical iteration of finishing processes with their comprehensive advantages in precision, efficiency and cost. Their seamless integration with CNC lathes is more in line with the needs of flexible and automated production in the era of smart manufacturing, making them an inevitable choice to replace sawing machines.
How do parting tools handle special materials?
In machining, special materials (such as high temperature alloys, brittle ceramics, composite materials, etc.) place extremely high demands on cutting tools. Different material properties require targeted tool design, cutting parameters and cooling solutions. LS will introduce in detail how cutting tools can efficiently handle special materials and provide industry standard references.
1. Superalloys (e.g. Inconel 718, Titanium)
- Tool selection: CBN (cubic boron nitride) inserts, high temperature resistance and wear resistance
- Cooling method: liquid nitrogen cooling (-196°C ultra-low temperature cooling, reduce thermal deformation)
- Cutting data: Cutting speed up to 150m/min (50-80m/min for conventional tools)
- Industry Standard: Complies with AMS 5892 (Aerospace Material Cutting Specification)
- Advantages: Extend tool life by more than 3 times and reduce built-up edge
2. Brittle ceramics (e.g. zirconia, silicon carbide)
- Tool design: negative rake angle (-6°) to enhance cutting edge strength and prevent chipping
- Feed method: pulse feed (intermittent cutting, reduce impact)
- Surface quality: Ra≤0.4μm, which meets the needs of high-precision electronic components
- Industry Standard: Complies with SEMI F47-0206 (Semiconductor Processing Specification)
- Application scenarios: ceramic bearings, semiconductor wafer dicing
3. Composites (e.g. carbon fiber, Kevlar)
- Tool material: diamond-coated or PCD (polycrystalline diamond) tools
- Cutting method: high speed (10,000 RPM) Low feed (reduced delamination)
- Deburring: Laser-assisted cutting (reduced fiber drawing)
- Industry standard: ISO 13003 (test for mechanical properties of composite materials)
- Typical applications: Aerospace structural parts, F1 car components
4. Superhard materials (e.g. cemented carbide, hardened steel)
- Choice of tools: ceramic inserts or CBN tools (hardness≥ 4000 HV)
- Cutting data: low speed (≤80m/min) High rigidity shank (reduced vibration)
- Cooling solution: Minimum quantity lubrication (MQL) to reduce thermal cracking
- Industry standard: according to DIN 1835 (carbide machining specification)
- Application case: precision cutting of die steel (HRC60).
5. Non-ferrous metals (such as aluminum alloys, copper alloys)
- Tool optimization: sharp rake angle (15°) Large flute (to prevent sticking of the knife)
- Cutting speed: 300-500m/min (high-speed machining)
- Surface Finishing: Mirror Polished (Ra≤0.2μm)
- Industry Standard: Meets ASTM B211 (Standard for Aluminum Alloy Bar Processing)
- Typical applications: automotive radiators, electronic housings
How to choose the best cutting solution?
- High temperature alloy → CBN + liquid nitrogen cooling
- Brittle ceramics → negative rake angle + pulse feed
- Composite materials → PCD + high speed
- Superhard materials → ceramics/CBN + MQL
- Non-ferrous metals → sharp cutting edge + high-speed cutting
By matching material properties and tool technology, processing efficiency can be improved by 30%+ and tool loss can be reduced. If you need a more professional cutting solution, you can consult the precision tool supplier to customize the optimal process according to the specific material!
Why are cut-off tools irreplaceable in micromachining?
1. Micro-diameter machining: Breaking through the cutting limits of the microscopic world
(1) Ultra-micro tool technology
① Φ1mm tungsten wire precision cutting:
Using 0.3mm ultra-fine-grained carbide tools (grain size 0.2μm), combined with 80,000rpm high-speed electric spindle, it achieves ±0.005mm cutting accuracy, meeting the requirements of the MIL-DTL-39029 standard for electronic connectors for contact geometric tolerances
Nano coating technology (AlCrN+diamond-like coating) extends tool life to 5,000 cuts, 3 times higher than traditional tools
② Cutting of micro ceramic parts without chipping:
Customized negative rake edge design (-10°) and pulse cooling technology achieve chipping size <5μm in ZrO2 ceramic cutting, achieving optical device assembly-level accuracy
2. Biomedicine: Precision engraving in life sciences
(1) Submillimeter processing of cochlear implant stents
① Titanium alloy microstructure separation:
Using a 0.5mm diameter PCBN tool, the Ti-6Al-4V stent is cut under liquid nitrogen cryogenic cooling (-196°C). The depth of the heat-affected zone is controlled within 2μm, and the surface integrity meets the ASTM F2129 fatigue test standard
The spiral chip breaker design makes the chip length less than 0.1mm, avoiding the risk of residual micro-chips
② Cutting of biodegradable magnesium alloy vascular stents:
Diamond micro-blade tools (edge radius 0.01mm) combined with ultrasonic vibration assisted cutting achieve burr-free cutting of vascular stents with a wall thickness of 0.08mm, with a surface roughness Ra≤0.2μm, meeting ISO 10993 biocompatibility certification
3. Analysis of technical advantages
(1) Ultra-precision motion control
① Nano-level positioning system:
Linear motor drive (repeat positioning accuracy ±0.1μm) and laser interferometer closed-loop feedback ensure the motion stability of the micro-tool at a feed rate of 0.01mm
② Dynamic balancing technology:
The dynamic balancing level of the tool system reaches G0.4, which suppresses the radial runout within 0.003mm at high-speed rotation (50,000rpm)
(2) Intelligent processing system
① Micro-cutting force monitoring:
The built-in piezoelectric sensor monitors the cutting force in real time (range 0.1-10N), automatically adjusts the feed rate, and prevents micro-tool breakage
② AI process optimization:
The machine learning algorithm analyzes historical processing data and dynamically optimizes the cutting parameters (such as linear speed and feed rate) of workpieces with Φ<2mm, improving the yield rate to 99.9%
▲ Comparison of micro-machining performance
| Processing object | Traditional laser cutting | Micro-cutting tool solution | Improvement effect |
|---|---|---|---|
| Φ1mm tungsten wire | Heat affected zone 30μm, end taper 0.1° | Cold cutting, taper <0.01° | Accuracy improved by 10 times |
| Ti cochlear stent | Surface oxide layer thickness 8μm | No oxide layer, Ra0.4μm | Biocompatibility meets the standard |
| ZrO2 ceramic parts | Edge collapse rate 18% | Edge collapse rate 0.3% | Qualified rate increased by 97% |
In the field of micro-machining, cutting tools have become the core equipment of high-end industries such as precision electronics and biomedicine with their submicron precision, material adaptability and intelligent control capabilities. Its integrated ultra-precision manufacturing technology is driving miniaturized products to break through in the direction of smaller, stronger and more reliable.
How can cutting tools achieve multifunctional integration?
1. Turning-cutting compound: cross-process integration revolution
(1) Synchronous processing technology for deep hole parts
① Inner hole turning and outer diameter cutting are completed simultaneously:
The double-tip composite tool design (main cutting edge + cutting edge) is adopted, and the tool body is integrated with cooling channels (pressure 20MPa). When processing deep hole parts (L/D>8), inner hole fine turning (IT7 level accuracy) and outer diameter cutting are completed at one time, and the tool change time is reduced by 70%
Case: In the processing of hydraulic valve blocks, Φ18×150mm stainless steel pipe fittings can realize inner hole turning (Ra0.8μm) and end face cutting (verticality 0.02mm) synchronously, and the processing time of a single piece is compressed from 8 minutes to 2.5 minutes
② Dynamic tool compensation technology:
Equipped with a laser tool setting instrument (accuracy ±0.002mm) and a thermal deformation compensation algorithm, it automatically corrects the tool wear amount (compensation amount 0.001-0.005mm) during the composite processing process to ensure the dimensional stability of more than 200 pieces of continuous processing
2. Thread-cutting in one: an efficient solution for micro parts
(1) Integrated processing of small threads below M6
① Seamless connection between thread turning and precision cutting
The designed indexable composite insert integrates a 60° V-shaped thread turning blade with a pitch of 0.5-1.5mm and a cutting blade with a blade width of 0.3mm. After completing the M6×1 thread turning, it can be cut directly, and the thread accuracy reaches the 6g level of GB/T 197-2018. In the processing of medical bone screws (Ti-6Al-4V), a single tool realizes the separation of thread forming and workpiece, effectively avoiding the coaxiality deviation caused by secondary clamping, and the thread effective diameter tolerance is controlled at ±0.01mm.
② Intelligent cutting parameter switching
The CNC system macro program can automatically switch between thread processing (500rpm) and cutting (1200rpm) conditions, and cooperate with 0.05 - 0.15mm/rev adaptive feed control to reduce process conversion vibration impact and ensure processing stability and surface quality.
3. Analysis of multifunctional tool technology
(1) Modular tool system
① Quick-change interface design
HSK-T type tool holder (balance level G2.5) with hydraulic clamping structure is used. The multifunctional tool assembly can be quickly replaced within 5 seconds. The positioning repeatability is ≤0.003mm, which meets the needs of efficient and high-precision processing.
② Composite coating technology
The tool edge adopts TiAlN + AlCrN gradient coating to enhance wear resistance, and the substrate uses MoS₂ anti-friction coating to reduce cutting resistance. The friction coefficient is 0.3 during turning and 0.5 during cutting, ensuring good cutting performance under different working conditions.
(2) Intelligent control system
① Process chain integrated programming
With the help of dedicated CAM modules such as Mastercam Dynamic Motion, turning-threading-cutting composite processing programs can be automatically generated. Compared with traditional programming, the efficiency of process chain programming is increased by 80%, greatly shortening the programming time.
② Energy management technology
The power sensor monitors the 3-15kW cutting load in real time. The system dynamically adjusts the spindle torque (±5%) according to the load to achieve optimal energy consumption in multi-functional processing and achieve energy saving and efficient processing goals.
▲ Comparison between integrated tools and traditional processes
| Processing type | Traditional process (sequential processing) | Multifunctional integrated tools | Improved efficiency |
|---|---|---|---|
| Deep hole parts processing | 3 tool changes, total time 8 minutes | No tool change, time 2.5 minutes | Efficiency increased by 220% |
| M6 thread + cutting | Coaxiality error ±0.05mm | Coaxiality error ±0.01mm | Accuracy increased by 5 times |
| Tool cost | 3 sets of tools, annual consumption of 80,000 yuan | 1 set of composite tools, annual consumption of 35,000 yuan | Cost reduced by 56% |
The multifunctional integrated cutting tool breaks the limitations of traditional single-function tools through the combination of structural innovation and intelligent control technology, and realizes "one tool with multiple functions" in the field of precision manufacturing. Its modular and intelligent characteristics provide more efficient and economical processing solutions for high-end industries such as aerospace and medical devices.
Summary
As the "ultimate cutter" of precision manufacturing, cutting tools not only achieve efficient separation and precision grooving of metal materials, but also promote the evolution of modern processing industry towards intelligence and composite. From micron-level precision cutting of medical implants to second-level beat mass production of automotive parts, it integrates innovative technologies such as nano-coating and intelligent sensing, while increasing material utilization by 30%, and increasing processing efficiency to more than 5 times that of traditional processes. In the era of Industry 4.0, cutting tools are breaking through the boundaries of single functions, reconstructing production processes through seamless integration with turning, threading and other processes, and becoming an irreplaceable "process hub" in high-end equipment manufacturing. Only by mastering this core technology can enterprises maintain sustained competitiveness in the field of precision processing.

📞Tel: +86 185 6675 9667
📧Email: info@longshengmfg.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Series has no representation or warranty, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the Longsheng Network. It is the buyer's responsibility to ask for a part quote to determine the specific requirements for these parts. Please contact us for more information.
LS Team
LS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers, we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast,efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization,we can meet your needs with the fastest delivery within 24 hours. chooseLS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:www.lsrpf.com



