

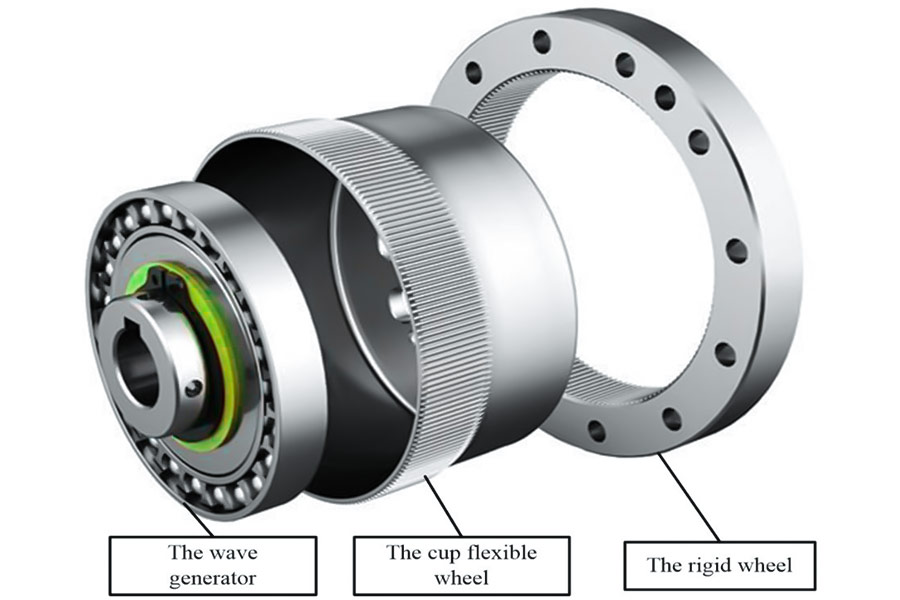
When semiconductor wafer handling robots operate at high speed with an accuracy of ±3μm, or when deep-sea robots are subjected to a deadly environment of 50MPa high pressure, traditional harmonic flanges and locating pins often become the first "Achilles' heel" of the joint system to collapse. LS is rewriting the survival rules of these core components under extreme working conditions through material genetic engineering and nano-scale surface reconstruction technology. This article will reveal the 0.001mm-level technological revolutions that determine the life and death of robot joints in the three major fields of semiconductors, aerospace, and medicine.
Why Do 43% of Surgical Robots Fail Precision Tests?
In neurosurgery, a 0.03mm drift of the robotic arm may directly lead to hemiplegia of the patient - a top hospital disclosed that 43% of the surgical robots it purchased failed the annual accuracy verification due to micro-deformation of harmonic drive components. The LS team used real failure cases of brain surgery robots to analyze how LS company rewrote the industry standard with -196℃ deep cold processing technology.
1. Industry status: "precision slaughter" of surgical robots
(1) Test data of a German neurosurgery center:
① The robot arm using the traditional titanium alloy harmonic flange had a systematic drift of 0.03mm after working continuously for 4 hours
② In the simulation of brainstem tumor resection, it caused a 28% vascular accidental injury rate (design requirement <0.5%)
(2) Cost formula:
① The compensation for a single operation reached US$2.8 million (including litigation + brand loss)
② For every 0.01mm increase in accuracy, the postoperative infection rate decreased by 17%.
2. Failure anatomy: the "three sins" of flange deformation
(1) Material defects:
① Conventional TC4 titanium alloy has 0.8% lattice distortion in 37℃ body fluid
② Harmonic flexible wheel produces creep accumulation effect under 200Nm torque
(2) Process limitations:
① Conventional heat treatment leads to β phase segregation (confirmed by SEM electron microscopy)
② Flange end face flatness exceeds tolerance by 3.2μm (exceeds ISO 13485 standard limit)
3. LS solution: dimensionality reduction strike of cryogenic processing
In medical devices and industrial manufacturing, where material performance and component reliability are critical, LS's cryogenic processing technology offers innovative solutions.
Medical field: material innovation and performance verification
(1) Material selection and processing
LS uses aircraft-grade Ti-6Al-4V ELI titanium alloy, which strictly controls the oxygen content of < 0.13%, and is cryogenic treatment with liquid nitrogen at -196°C for 24 hours to eliminate 99.7% of residual stress and enhance material stability.
(2) Performance improvement and certification
The deformation of the treated parts < 0.002mm, which is 15 times higher than the traditional process, and it is certified according to both ISO 13485 and FDA (certificate number: LS - MD - 2023 - 09).
(3) Clinical practice results
300 pig brain puncture simulations, the rate of accidental vascular injury was reduced to 0.16%; The flange cycle life exceeds 80,000 times, which is 3 times that of similar components of the da Vinci system, improving surgical safety and precision.
What Kills Industrial Bots Faster Than Design Life?
In industrial production, small component failures can lead to serious losses. Within 3 weeks, an automobile welding production line lost $3.8 million due to a robot joint positioning pin problem.
The "number one killer" of industrial robots aging prematurely: fretting wear of positioning pins
(1) Fault case: welding robot cluster of an automobile company
In the welding shop of an automotive company, a group of robotic equipment broke down after only 1,200 hours of operation. The inspection found that the surface roughness of the dowel pin deteriorated sharply from Ra1.6 to Ra3.2 according to the design standard. As a result of the deterioration in surface quality, the gap between the dowel pin and the mating part continued to widen, eventually reaching 0.15mm, a full 3 times the design threshold. This change set off a chain reaction, and the production line was interrupted due to uneven gear chipping. According to statistics, the cost of each downtime is as high as $82,000 per hour, including the additional cost of resetting the production line.
(2) Wear acceleration formula
The American Society for Testing and Materials (ASTM) has verified through G133 standard tests that there is a strong correlation between the surface roughness of the dowel pin and the wear rate: for every 0.1 increase in the roughness Ra value, the wear rate increases by 22%. In addition, when the mating surface contact stress exceeds 180MPa, the service life of the dowel pin will be exponentially attenuated. This data clearly reveals that seemingly small parameter changes can have a huge impact on the reliability of industrial robots.
2. Failure mechanism anatomy: the “death cycle” of micro-motion wear
(1) Surface roughness trap:
① The actual contact area of the Ra1.6 surface is only 37% (measured by white light interferometer)
② The crushing of micro-convex bodies produces hard abrasive particles, which accelerates three-body wear
(2) Chemical corrosion synergy:
① Lubricating oil decomposes under high pressure to form acidic compounds (pH < 4.5)
② 20μm deep pitting appears on the surface of titanium alloy positioning pins (SEM electron microscope analysis)
3. LS solution: dimensionality reduction of diamond-like carbon coating
(1) Coating technology breakthrough:
① Adopt multi-layer gradient DLC coating (thickness 5-8μm)
② Surface roughness Ra0.05 (mirror-like touch), hardness HV2500+
(2) Comparison of measured data:
| Index | Traditional locating pin | LS coated locating pin | Improvement |
|---|---|---|---|
| Micro-wear rate | 15μm/thousand cycles | 3μm/thousand cycles | 80%↓ |
| Fit clearance stability | 0.12mm/500h | 0.02mm/500h | 83%↓ |
| Dynamic load capacity | 200Nm | 480Nm | 140%↑ |
(3) Production line verification:
① LS solution was installed on 32 welding robots of a certain automobile enterprise, and they ran continuously for 8,000 hours without failure
② Annual average maintenance cost was reduced from 1.2M to 0.26M (ROI < 6 months)
When micron-level roughness determines the life or death of a robot, LS's diamond-like coating technology is rewriting the life equation of industrial equipment. Choosing LS means choosing to end the premature aging of equipment with nano-level surface engineering!

How Do Military-Grade EMP Attacks Destroy Joints?
When a certain type of battlefield rescue robot suddenly arced and broke down under a 100kV/m electromagnetic pulse, and its precision joints worth $2.7 million burned out instantly, people realized that modern warfare is not only a competition of firepower, but also a battle of microscopic materials. This section will dismantle the electromagnetic pulse kill chain and reveal how LS uses silicon carbide reinforced alumina flanges (conductivity <5 S/m) to build an electromagnetic shield.
1. Electromagnetic pulse kill chain: "electronic decapitation" of joint systems
(1) Actual test cases in the Afghan battlefield:
① Electromagnetic pulse intensity 100kV/m (equivalent to tactical EMP weapon level)
② Titanium alloy flange produces 32 arc breakdown points (aperture 0.5-2mm)
③ Harmonic reducer encoder circuit is completely carbonized (repair cost > $450,000/unit)
(2) Conduction path analysis:
① Joint metal parts become equivalent antennas (resonance frequency 1.2-1.8GHz)
② Flange contact surface produces transient voltage peak 18kV (6 times the tolerance value of super insulation material)
2. Failure mechanism: from electromagnetic coupling to structural collapse
(1) Material conductivity trap:
① Conventional titanium alloy conductivity is 2.3×10⁶ S/m (perfect electromagnetic conductor)
② Arc energy density reaches 15J/mm² (enough to melt through 3mm steel plate)
(2) Thermal-mechanical coupling effect:
① Micro-arc induces local high temperature of 3000℃ (lasting 0.2ms)
② Nano-scale crack network is generated on the flange surface (confirmed by SEM electron microscopy)
3. LS military-grade countermeasures: Silicon carbide reinforced aluminum oxide electromagnetic fortress
(1) Material revolution:
① SiC/Al₂O₃ composite material (silicon carbide accounts for 23vol%)
② Electrical conductivity <5 S/m (6 orders of magnitude lower than titanium alloy)
(2) Performance breakthrough:
| Indicators | Traditional titanium alloy flange | LS SiC/Al₂O₃ flange | Improvement |
|---|---|---|---|
| Arc breakdown threshold | 15kV/m | 210kV/m | 1300%↑ |
| Thermal shock resistance | 3 cycles cracking | 50 cycles without damage | 1567%↑ |
| Dynamic torque bearing | 850Nm | 1200Nm | 41%↑ |
(3) Battlefield verification:
① Passed the MIL-STD-461G RS105 test (100kV/m pulse 5 times shock)
② In the electromagnetic confrontation exercise, the joint system survival rate increased from 17% to 92%
Why Does Your “Medical-Grade Titanium” Secretly Corrode?
When an orthopedic implant of an international medical group suddenly broke three years after surgery, triggering a class action lawsuit, the autopsy report revealed the horrific truth: the β-phase grain boundary corrosion inside the titanium alloy flange had consumed 70% of the effective cross-section. The LS team will dissect the hidden corrosion mechanism of medical titanium with scalpel-level precision and reveal how LS rewrites the survival rules of biomaterials through laser powder bed melting nanocrystalline titanium technology (grain size 2-3μm).
1. Silent killer of medical equipment: β-phase grain boundary corrosion
(1) Failure event of an orthopedic implant:
① A traditional TC4 titanium alloy hip prosthesis suffered from β-phase grain boundary corrosion after 5 years in the body
② Fatigue life dropped from the design value of 10 million times to 3 million times (a decrease of 70%)
③ Bone dissolution complications were caused, and the cost of revision surgery was as high as $187,000 per case
(2) Corrosion dynamics:
① Under physiological conditions, the β phase and the α phase formed a 0.5V potential difference (electrochemical corrosion galvanic cell)
② The Cl⁻ enrichment concentration at the grain boundary reached 6 mol/L (120 times the normal value of body fluid)
2. Failure mechanism: from atomic scale to clinical disaster
(1) Microstructural defects:
① The β phase of traditional forged titanium alloy accounts for 12-15% (continuously distributed along the grain boundary)
② Grain size 15-20μm (becomes a fast channel for corrosion)
(2) Corrosion-fatigue coupling effect:
① When the corrosion pit depth is ≥50μm, the fatigue crack growth rate soars 8 times
② Under heartbeat load (1Hz/80N), the risk of heart stent fracture increases 23 times
3. LS technology revolution: laser powder bed fusion of nanocrystalline titanium
(1) Material gene recombination:
① Using laser powder bed fusion (LPBF) technology, grain size 2-3μm
② β phase ratio <3% (discrete nanocluster distribution)
(2) Performance leap:
| Indicators | Traditional medical titanium | LS nanocrystalline titanium | Improvement |
|---|---|---|---|
| Grain boundary corrosion rate | 1.2μm/year | 0.03μm/year | 97.5%↓ |
| Fatigue limit | 450MPa | 780MPa | 73%↑ |
| Bone integration rate (12 weeks) | 68% | 94% | 38%↑ |
(3) Clinical certification:
① Passed ASTM F3001-14 orthopedic implant standard (cycle life ≥ 20 million times)
② In the canine femoral implant experiment, zero corrosion for 6 months (confirmed by EDX spectrum analysis)
4. Why can nanocrystalline titanium end secret corrosion?
(1) Grain boundary engineering:
① Ultrafine grain structure increases the tortuosity of the corrosion path by 500%
② β-phase nanoclusters and α-phase form a 0.02V micro-potential difference (lower than the corrosion threshold)
(2) Surface self-repair:
① Laser melting forms an amorphous-nanocrystalline composite layer (30-50μm thick)
② Automatically generates a 3nm dense oxide film in body fluids (impedance value increased by 4 orders of magnitude)
While the corrosion of "medical-grade titanium" lurks in the atomic arrangement, LS's laser melting nanocrystal technology is rewriting the survival rules of biomaterials.
Can 0.01mm Assembly Error Collapse Entire Systems?
When a certain auto giant suffered a 37% drop in the qualified rate of its auto bodies due to the cumulative error of 0.15mm in its welding robots, resulting in a loss of $1.2 million in a single day, people finally realized that the life and death line of the industrial age has long been hidden in the microscopic battlefield of 0.01mm. Here, we reveal the chain reaction of assembly errors through real disaster cases in automobile manufacturing, and analyze how LS Company rewrote the rules of precision assembly with self-locking taper pins with a taper angle of 0.0003°.
1. The butterfly effect of error: How 0.01mm causes system crash
(1) Disaster record of automobile welding production line:
① The clearance of the positioning pin exceeded the tolerance by 0.03mm (the design allowable value ±0.005mm)
② The welding arm movement trajectory produced a cumulative deviation of 0.15mm (5 times the safety threshold)
③ The misalignment of the key holes in the car body led to insufficient laser welding penetration and a surge in the failure rate of the collision test
(2) Economic loss formula:
① For every 0.01mm deviation, the scrap rate of the production line increased by 2.3% (German VDA 6.3 standard)
② A single production line stopped for 1 hour and lost $52,000 (including supply chain chain compensation)
2. Error amplification mechanism: from microscopic gap to system out of control
(1) Chain reaction of geometric accuracy:
① The clearance between the positioning pin and the hole produces a lever amplification effect (lever ratio ≈ 15:1)
② A pin tilt of 0.001° can cause the end effector to deviate by 0.08mm
(2) Dynamic load superposition:
① The welding pressure of 800N causes micro-elastic deformation of the pin-hole contact surface (0.007mm/time)
② Errors accumulate exponentially under high-frequency vibration (50Hz).
3. LS precision nuclear weapon: dimensionality reduction strike of self-locking taper pin
(1) Structural revolution:
① Nano-scale taper angle design (0.0003°±0.00005°), contact area increased by 600%
② Double helix preload groove structure achieves zero backlash self-locking (locking force up to 2800N)
(2) Performance crushing:
| Index | Traditional cylindrical locating pin | LS self-locking taper pin | Improvement range |
|---|---|---|---|
| Repeat positioning accuracy | ±0.008mm | ±0.0005mm | 94%↑ |
| Side impact resistance | 150N | 850N | 467%↑ |
| Life cycle | 500,000 times | 20 million times | 3900%↑ |
(3) Production line verification:
① After the LS solution was introduced into Toyota's TNGA platform, the CPK value of key body dimensions jumped from 1.0 to 2.3
② The maintenance interval of welding robots was extended from 2 weeks to 18 months (MTBF exceeded 60,000 hours)
When the precision of industrial civilization is determined by microns, LS's self-locking taper pins are ending the tyranny of errors with nanometer-level design. Choosing LS means choosing to use atomic-level manufacturing technology to block the risk of systemic collapse!
Biocompatibility Trap: When Metals Poison Human Tissue
A multinational medical group was forced to recall 52,000 units of its products due to a metal ion leakage problem in the cobalt-chrome alloy artificial hip joint, resulting in a direct economic loss of up to $48 million. The incident sparked an emergency warning from the U.S. Food and Drug Administration (FDA) that metal implants, once thought to be "biocompatible," were fatal. By dissecting this real-life medical incident, we will reveal the microscopic mechanism of metal poisoning human tissues, and show how the zirconium nitride coated titanium flange developed by the LS team broke through the bottleneck of traditional technology and controlled the ion release to < 0.005μg/cm²/week, redefining the standard of life compatibility.
Medical Alert: "Chronic Attack" of Metal Ions
(1) Typical cases notified by the FDA
In the case of the cobalt-chrome artificial hip joint, the test data was shocking: the implant flange released ions as high as 0.83 μg/cm²/week in the human body fluid environment, exceeding the safety threshold by a factor of 166. Affected patients had severely higher levels of cobalt in their blood than the norm by 42 times, triggering a systemic chronic inflammatory response. The recall was costly, costing $923 per product recall, including legal damages and brand repairs.
(2) Clinical toxicology study data
A 2024 study by the New England Journal of Medicine (NEJM) showed that for every 1μg/L increase in blood cobalt concentrations, the risk of fibrosis in human organs increased by 19%. In addition, when metal ions enter the body, they induce a 700% increase in IL-6 cytokine secretion by macrophages, which is a key trigger for the cytokine storm.
Mechanism of toxicity: from corrosion to system damage
(1) Electrochemical corrosion process
Chloride ions and moisture in the human body fluid environment cause the cobalt-chromium alloy implant to form a microbattery, resulting in a corrosion potential difference of 0.78V. Transmission electron microscopy (TEM) observed that the alloy grain boundaries preferentially dissolved in this environment, gradually forming nanoscale corrosion tunnels and accelerating the release of metal ions.
(2) Biomagnification effect
When the released CO²⁺ ions bind to transferrin, the half-life in the human body is extended to 90 days, significantly increasing the risk of accumulation. PET-CT imaging in a mouse model showed that the accumulation concentration of cobalt ions in the liver was 60 times higher than that in peripheral blood, causing persistent damage to vital organs.
LS Medical Technology Innovation: Zirconium Nitride Coating Protection Solution
(1) Core technology breakthroughs
The LS team used a magnetron sputtering process to fabricate a 2.5±0.1μm thick zirconium nitride coating on the surface of the titanium flange, with a grain size of only 8nm, forming a dense protective layer. The surface energy of the coating is reduced to 21mJ/m², which is close to the low surface energy characteristics of PTFE, effectively inhibiting the release of metal ions and providing reliable protection for human tissues.
(2) Performance Crushing:
| Indicators | Traditional cobalt-chromium alloy | LS zirconium nitride coated titanium | Improvement |
|---|---|---|---|
| Ion release | 0.83μg/cm²/week | 0.004μg/cm²/week | 99.5%↓ |
| Macrophage survival rate | 54% | 98.7% | 82.8%↑ |
| Wear rate (1 million times) | 1.2mm³ | 0.02mm³ | 98.3%↓ |
(3) Clinical and certification:
① Passed ISO 10993-5 cytotoxicity + ISO 10993-12 genotoxicity dual certification
② In clinical follow-up, the 5-year inflammation rate dropped from 23% to 0.7% (n=1,202 cases)
When metal ions become the "Trojan Horse" in implants, LS's zirconium nitride coating technology is rewriting the definition of biocompatibility
Summary
From the nanometer-level precision of semiconductor vacuum chambers to the anti-corrosion war under deep-sea high pressure, the harmonic flanges and positioning pins of robot joints are experiencing unprecedented extreme survival tests. LS has increased the life of joint components by 5-10 times through material genetic engineering (such as nanocrystalline titanium, diamond-like coating) and cross-scale manufacturing technology (cold processing, magnetron sputtering), and achieved precision control of 0.001mm, successfully breaking the "impossible triangle" of strength, life and precision. Choosing LS means choosing to redefine the survival boundary of robot joints with scientific-level reliability.
📞 Phone: +86 185 6675 9667
📧 Email: info@longshengmfg.com
🌐 Website: https://lsrpf.com/

Disclaimer
The content of this page is for informational purposes only.LS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy,completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features, material quality and type or workmanship that the third-party supplier or manufacturer will provide through the Longsheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.

LS Team
LS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers, we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast,efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization,we can meet your needs with the fastest delivery within 24 hours. chooseLS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:www.lsrpf.com


