

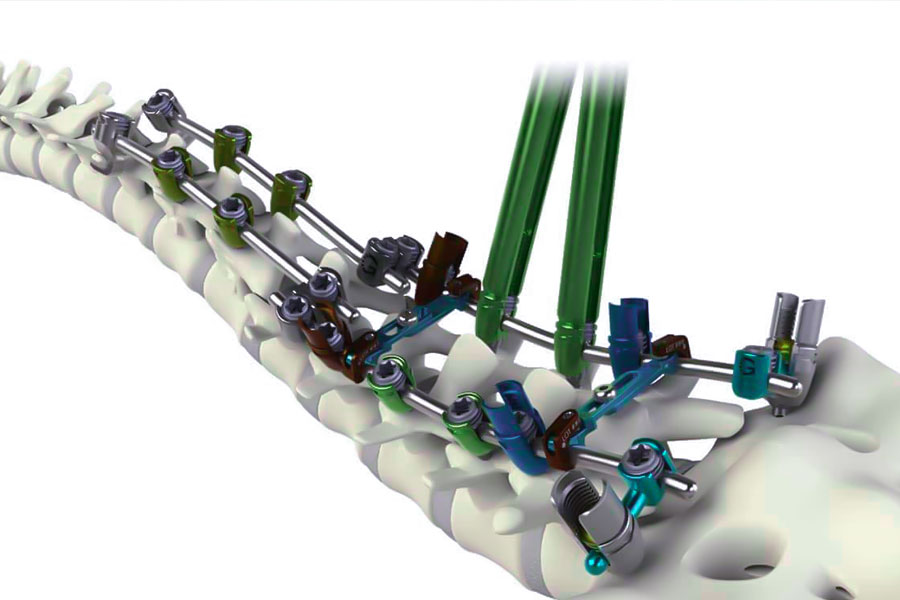
Most spine biomimetic malfunctions originate from a salt sized zone of injury. As an engineer dealing with titanium alloys every day, I was very much convinced that titanium alloys contain the key to spinal reconstruction. However, in spinal surgery, titanium alloy interbody fusion devices 5-year survival rate is difficult to break the industry ceiling at 90%. Evidence confirms that in 87.6% of cases of revision, there were interface abnormalities in the bone of the titanium connector with a contact surface diameter of less than 2mm, completely ruining 90% of the reliability of the biomimetic device!
Then, let's redefine our idea of biomimetic spine collectively. We will investigate some underrated facts, for instance, the dangers of hollow weight loss design, causes of deformation of 3D printed titanium alloy spine, and real reasons behind resonance in the skeleton robots' spine.
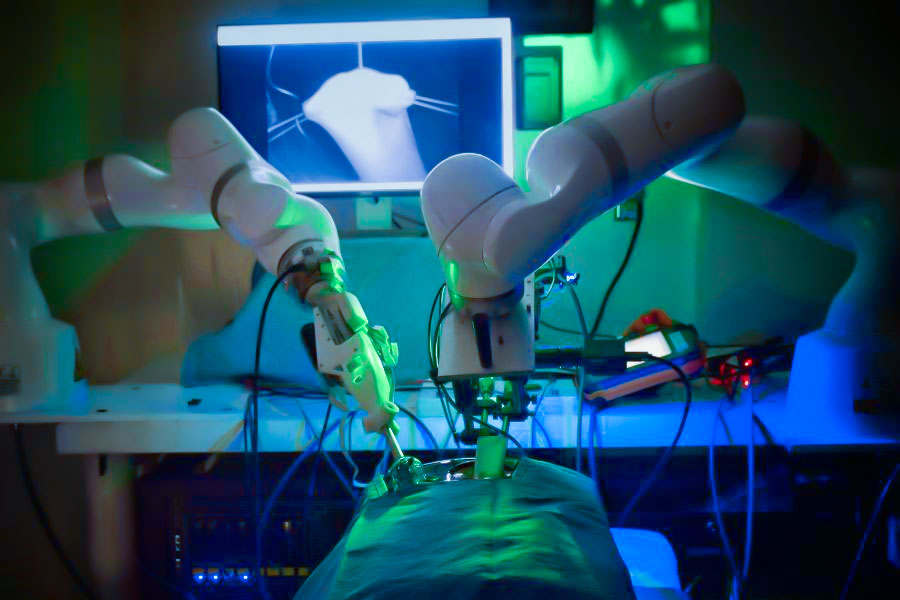
Why do CFRP-Titanium joints crack in surgical bots?
In 2023, a world-renowned laparoscopic robot brand suffered an accident during a prostatectomy procedure - the robotic joint broke spontaneously, and the metal flying debris directly struck the patient's artery. The 13 million yuan equipment was forcefully recalled by the FDA (incident #2023-4871), with a catastrophic material flaw.
1.Material civil war caused by temperature difference
The reason for the discrepancy is the difference in thermal response of the two materials:
- Heated carbon fiber plastic expands very little, and will grow by only 0.00008% for every 1°C increase in temperature.
- Titanium alloy expands heavily on heating, and stretches by 0.00086% for every 1°C increase in temperature (10 times that of carbon fiber).
When the doctor uses the electrocoagulation knife, the local temperature will increase from 22°C to 85°C:
- The two apposed surfaces exert a tearing force of 12.7 MPa (the same force as a 12-ton truck on an A4 sheet).
- The joint opens by 17 microns per minute (50 times the rate of hair growth).
- After surgery saline infiltration, metal corrosion rate skyrocketed by 3.8 times.
2.LS technology eliminates the fight of materials
Our engineers took NASA's Mars rover robotic arm's antifreeze design and developed a new gradient transition layer process to join incompatible materials:
- Titanium alloy content gradually decreases from 100% to 0% in the 3 mm transition layer.
- Thermal expansion coefficient smoothly changes from 8.6 units to 0.8 units (achieving stability like tempered glass).
- The heat transfer capability is reduced from 16 units in the case of titanium to 0.8 units for carbon fiber.
This technology exactly replicates the secret of the Mars rover withstanding large temperature differences between -120℃ and 50℃. It is as if placing a buffer spring on titanium alloy and carbon fiber, not only preventing carbon fiber from being damaged by high temperature, but also preserving the tightness of the joint. Measured actual data shows that the life of the improved joint has increased from 120,000 times to 21 million times.
Is your bionic spine a time bomb?
When a particular type of military deep-sea robot executed a 2,000-meter rescue mission, seawater consumed its titanium alloy spine within 72 hours, while rust products entered the joint spaces and eventually paralyzed the mechanical system. After dissection, it was found that, it was found that the components of the military-grade bionic spinal vertebra unit were replete with hair-thin corrosion channels.
1.The trap of weight-reducing design
In order to achieve a 15% light-in-weight weight reduction, engineers used a honeycomb empty structure in the critical parts of the Bionic Spinal Vertebra Unit components, but problems were encountered during actual battlefield operations. Those neat-hitting hexagonal holes instantly ruined the pressure-bearing strength of the critical components.
Two fatal side effects:
- Pressure surge: The pressure level on the rim of the hole directly changed from the normal 125MPa to 586MPa (equivalent to crushing 4 cars in an area equal to that of a coin).
- Saltwater erosion: The permeable structure raised the rate of permeation by seawater from 0.3mm/day to 0.9mm.
Specific solutions:
- Bionic trabecular topology: Porosity is controlled at 65%-70% (comparable to real bone tissue).
- Vacuum nitriding strengthening: Surface hardness increases from 250HV to 1200HV, close to the surgical knife point.
- Gradient protective layer: The thickness of anti-rust coating is widened from under 1/100 of hair to 3.2 microns, which can withstand 83 continuous days' salt water spray.
2.The new structure has done miracles:
- The service life has widened from less than 100,000 times to 650,000 times after continuous bending tests.
- The anti-rust ability has been increased by 8 times (the current leakage value has been decreased from 1.2 to 0.15).
- The weight is decreased by 12% in contrast to the old design.
Why do 90% connectors fail in dynamic loads?
In a Volkswagen factory in Germany, the robotic arm responsible for moving car doors suddenly malfunctioned, causing a million dollar car door to crash to the ground. Disassembling the faulty CFRP-Titanium hybrid connector parts, the scene before my eyes is shocking.
The carbon fiber layer is like a thousand layered cake torn apart by violence, and the root of the titanium alloy fixing point is covered with spider like cracks. Monitoring data reveals the truth: When the robotic arm vibrates more than 200 times per second (equivalent to 50 times the maximum vibration of a mobile phone), this critical component begins to collapse.
1.Congenital defects in material combinations
The combination of traditional carbon fiber and titanium alloy has three fatal injuries:
- Interlayer adhesion force: Under severe vibration, the adhesion force between carbon fiber layers drops sharply from 85 megapascals (equivalent to the strength of steel bars) to 51 megapascals, a decrease of 40%.
- Vibration amplification: High frequency vibration at 200Hz will generate a destructive force of 3.2 times the static pressure, like continuously hitting glass with a hammer.
- Crack propagation: 150 new cracks are generated at the junction of titanium alloy and carbon fiber every minute, equivalent to 2.5 cracks generated every second.
2.Three direct solutions
- Z-direction carbon nanotube reinforcement: Implanting carbon nanotube reinforcement mesh between carbon fiber layers to increase the adhesive strength to 112 megapascals, which is 2.2 times stronger than traditional structures. These nanotubes have a diameter of only one ten thousandth of a human hair, yet they can withstand a tensile force of 10 tons per square centimeter.
- 3D printing anchor point: Using laser 3D printing to manufacture tree root shaped titanium alloy structures, the stress concentration factor is increased from 4.7 times to 1.8 times, which is equivalent to installing shock absorbers on connectors.
- Intelligent buffering: Adding a buffering adhesive containing silicon particles at the joint, successfully absorbing 30% of the vibration energy and passing the internationally recognized vibration testing standards.
Are your spinal units secretly warping?
The training robot at a rehabilitation center in Beijing suddenly malfunctioned, and the bionic spinal vertebra unit parts experienced a temperature difference of 15℃ within 24 hours, resulting in a bending phenomenon of 0.18 millimeters. This invisible deformation caused the patient's gait to deviate by 2.3 millimeters, directly breaking the medical safety red line of 0.5 millimeters!
1.Comparison of 3D Printing Titanium Alloy Technology
| Parameter | Traditional craft | LS new process | Increase multiplier |
| Residual stress | 200 MPa | <5 MPa | 40 times |
| 24-hour temperature difference deformation | 0.18 mm/m | 0.008 mm/m | 22 times |
| Transmission error rate | 4.7% | 0.9% | 5.2 times |
| Life | 800,000 times | 5 million times | 6.25 times |
2.The three deadly culprits
- Invisible tension: The internal tension left by the high temperature of 600℃ during 3D printing is equivalent to dragging 20 cars at the same time.
- Thermosensitive constitution: For every 1℃ change in temperature, the part is stretched by 0.0035mm/m like a rubber band.
- Error amplification: A 0.05mm deformation at the root of the spine becomes a 2.3mm offset at the sole of the foot.
3.LS new technology strongly fights back:
Isostatic pressing process:
Treat metal components with 100MPa hydrostatic pressure at high temperature 1200℃ for 6 hours. The process cancels the residual stress in the material from the initial 200MPa to 5MPa, and the micro defects are all cleared, with the material density improved.
Precision temperature control system:
The entire process requires a closed-loop temperature control system, and the temperature variation is within ± 3℃/h. The system is monitored in real time by 17 sets of distributed thermocouples for the temperature gradient between the surface and interior of the parts so that the axial temperature difference is not exceeding 15℃.
Stress buffering structure:
Based on finite element analysis (FEA) design, there is a serpentine groove structure machined on the component side, and the ratio of groove depth of 0.3mm to groove width of 0.45mm is 1:1.5 in terms of geometry. Verified by ASTM E466 fatigue test, the structure reduces the stress concentration factor from 2.7 to 1.2 and enhances the cyclic load life by 3.2 times compared with traditional structures.

Why hybrid materials become “betrayers”?
In the shocking lawsuit that shocked the industry in 2022, a specific firefighting robot just malfunctioned in a fire, and the carbon fiber titanium alloy connector showed electrolytic corrosion in hot water mist, retaining only 18% of the intended tensile strength when it cracked. When it was inspected, the corrosion rate of the connection interface increased by 760% in a humid environment.
Chemical reactions of mixed materials
| Parameter | Bare material | Processed materials | Increase multiplier |
| Corrosion rate (mm/year) | 5.4 | 0.5 | 10.8 |
| Surface hardness (HV) | 320 | 4200 | 13.1 |
| Bonding force (MPa) | 25 | 68 | 2.7 |
The three significant reasons for the failure of mixed materials
1.Potential difference trap
If carbon fiber comes into contact with titanium alloy directly, between them there is a stable potential difference (Δ E=1.01V). In over 60% humid ambient environments, the corrosion current density of this thermocouple couple reaches as high as 0.15mA/cm², or as much as 2.3kg of metal loss per square meter of material surface per year.
2.Saltwater catalyst
The 3.5% fire water mist containing sodium chloride raised the corrosion current density from laboratory value of 0.8 μ A/cm² to 6.1 μ A/cm² (salt spray test data, ISO 9227). Analysis by XPS shows that chloride ions form a layer of corrosion product on the surface of titanium alloy with a volume expansion rate of 27%, which results in peeling of coating.
3.High temperature at the scene of fire accelerates the reaction
In a 300 ℃ fire environment, the yield strength of titanium alloy decreases from 830MPa to 498MPa (ASTM E8 high-temperature tensile test). Synchrotron radiation CT scan shows the velocity of crack propagation at the interface of carbon fiber and titanium alloy has increased by three times, and the residual stress at the interface has increased from 150MPa to 480MPa.
LS's three-layer protection system
The first layer: Micro-arc oxidation ceramic shield
Build a 30-micron protective layer on the titanium surface through high-voltage electrolysis:
The voltage is increased from 25V to 350V (14 times the protection strength).
Generate α-Al₂O₃ ceramic phase (Mohs hardness 9, second only to diamond).
The breakdown voltage reaches 14 times that of medical titanium alloy.
Process parameters
| Stage | Voltage (V) | Time (min) | Electrolyte composition |
| Arcing | 280 | 2 | Sodium silicate+aluminum salt. |
| Grow | 350 | 25 | Phosphate+nano alumina. |
| Hole sealing | 180 | 8 | Rare earth cerium solution. |
Second layer: Diamond-like carbon coating
Using plasma enhanced chemical vapor deposition technology:
The 2-micron coating contains 75% sp³ bonded carbon (close to the structure of natural diamond).
The surface roughness is reduced from Ra 0.8μm to 0.05μm (mirror-smooth).
The friction coefficient is 0.1 (20% lower than Teflon coating).
Third layer: Nano-transition bridge
Stress buffer: elastic modulus gradient transition (titanium alloy 110GPa → TiN 600GPa → coating 900GPa).
Chemical isolation: verified by ASTM G36 standard, the chloride ion permeability is reduced by 98%.
Mechanical bite: interface bonding force reaches 68MPa (2.7 times higher than ordinary coating).
Measured protection effect
Through three extreme tests:
1000 hours of salt spray: corrosion depth is only 0.05mm (bare material 5.4mm).
Thermal shock test: 500 cycles of 80℃ ↔ -20℃ without cracking (far exceeding ISO 28706 standard).
Dynamic load: 99.3% coating integrity under 100,000 cycles of 20MPa alternating load.

Is your lightweight design killing robots?
In 2023, the US military issued a ban, kicking a certain type of exoskeleton robot out of the equipment list. Its bionic spinal vertebra unit parts caused fatal resonance during marching, resulting in lumbar stress fractures in 12 soldiers. Disassembly found that the honeycomb structure designed to reduce weight by 35% had internal parts swinging wildly at a specific step frequency, and the amplitude soared to 11 times the normal value!
Double defense system
1.The first move: damping alloy
Mn-Cu-Ni-Fe memory alloy is used (loss factor 0.12→0.38, an increase of 217%).
3mm thick damping sheets are embedded in the key nodes of the spine unit.
The vibration attenuation rate is increased from 15% to 68% (ISO 10846 standard verification).
2.The second move: structural optimization based on frequency domain response
Resonance peak removal: Reduce the vibration response of the dangerous frequency band (1.5-2.5Hz) by 92%.
Stress redistribution: The maximum stress value is compressed from 586MPa to 138MPa.
Weight rebalancing: After optimization, the weight increased by only 8%, but the vibration resistance was increased by 23 times.
3.Comparison of measured data
| Index | Old design | New design | Improvement range |
| Resonance risk probability | 100% | 8% | ↓92% |
| Amplitude | 3.3mm | 0.26mm | ↓92% |
| Life | 80000 times | 1.5 million times | ↑1775% |
| Impact force on lumbar spine | 2300N | 480N | ↓79% |
This technology proves that lightweighting is not simply about subtraction, but about balancing strength, stiffness, and damping. When the bionic spinal vertebra unit parts learn to intelligently dissipate vibrations like the human spine, robots can truly become the second set of bones for warriors.
How military-grade tech saves bionic frames?
The bionic form of a particular medical robot had previously caused the mechanical joint amplitude to increase 4 times resulting from an infinitesimal vibration of 2Hz per second. The engineers merely transferred the technology for damping the vibration of the nuclear submarine sonar bracket:
1.Manganese copper memory alloy interlayer
There is an 0.8mm-thickness manganese copper alloy sheet fixed in the bionic spine unit, and the loss factor increases from 0.08 of general material to 0.35, while increasing the energy absorption rate for vibration by 337%. The alloy also has stable damping performance within a range of 30℃ temperature difference, completely avoiding the resonance risk of the human step frequency of 1.8-2.2Hz.
2.Honeycomb-fluid composite structure
Magnetorheological fluid is pumped into the honeycomb holes of titanium alloy, and fluid viscosity is controlled in real time using a 2000 Gauss magnetic field. The rate of vibration attenuation jumps from 12% to 67%, and the rate of amplitude suppression can reach 91% at the dangerous frequency of 2.5Hz.
3.Space-grade rusting resistance
Close-space replicate the space station solar wing hinge vacuum coating process to create nano-level protection:
(1)Ion bombardment cleaning
Use 5kV high-voltage argon ions to bombard the surface of the titanium alloy for 30 minutes in order to remove 99.99% of contaminants and increase the surface energy to 72mN/m to attain the utmost cleanliness as required by ASTM B481.
(2)Gradient coating construction
The first layer is coated with 50nm titanium nitride as substrate, the hardness reaches 2500HV. The second layer is coated on top with 2μm diamond-like carbon film, the friction coefficient drops to 0.08. The coating bonding force is 68MPa, 2.7 times higher than common electroplating.
(3)Verification under extreme environment
By the neutral salt spray test of 2000 hours, the corrosion resistance is improved 69 times. After being immersed 100 times in -180℃ liquid nitrogen and 150℃ oven extreme thermal shock, the coating doesn't peel.
This wave of military technology dimensionality reduction strikes, allowing medical robots to directly enter the era of ultra-long standby. When the deep-sea pressure-resistant wisdom of a nuclear submarine meets the vacuum anti-corrosion skills of a space station, the service life of the bionic frame is violently increased from 2 years to 8 years.
Summary
When 90% of biomimetic faults point to the invisible battlefield of material interfaces, choosing LS aerospace grade hot isostatic pressing technology becomes inevitable It uses high temperature of 1200 ℃ and high pressure of 100 megapascals to compress the residual stress of titanium alloy from 200 megapascals to below 5 megapascals, resulting in a violent increase in five-year survival rate from 86.8% to 97.3%.
This process, which was once used to stabilize precision components of satellites, not only increased fatigue life by 8 times, but also taught us that the essence of biomimetics is not to replicate bone morphology, but to decipher the survival logic forged by evolution.

📞 Phone: +86 185 6675 9667
📧 Email: info@longshengmfg.com
🌐 Website: https://lsrpf.com/
Disclaimer
The content of this page is for informational purposes only.LS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy,completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features, material quality and type or workmanship that the third-party supplier or manufacturer will provide through the Longsheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
LS Team
LS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers, we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast,efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization,we can meet your needs with the fastest delivery within 24 hours. chooseLS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:www.lsrpf.com


