
عندما نسافر حول عالم السلع المختلفة ، من الأجهزة الإلكترونية في أيدينا إلى الأحذية الرياضية تحت أقدامنا ، ومن أدوات المائدة في المطبخ إلى القرطاسية في المكتب ، فليس من الصعب أن نجد أن الأداء المتميز لهذه المنتجات في التصميم والوظائف والجمال غالبا ما يكون لا ينفصل عن الحقائب. مساهمة تكنولوجيا overmolding. اليوم ، سيقودك فريق LS إلى الخوض في هذا الموضوع ، والكشف عن الآلية الداخلية لتقنية overmoldingوكيف تلعب دورا لا غنى عنه في صناعات متعددة.
ما هو الإفراط في الصب؟
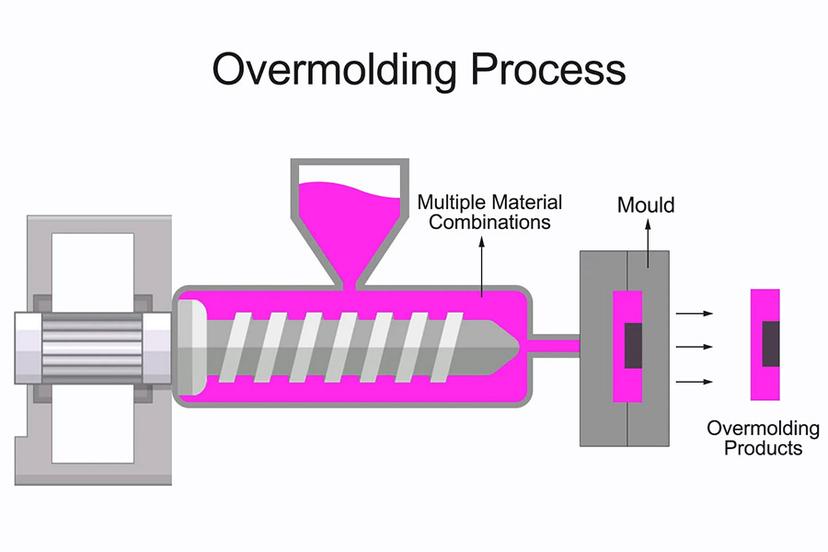
Overmolding هي عملية إنتاجيركز ذلك على الجمع بين اللدائن البلاستيكية الحرارية الناعمة أو المواد المماثلة مع البلاستيك الصلب أو مواد الركيزة الأخرى من خلال القولبة بالحقن أو التغليف لإنشاء هيكل مركب بخصائص وظيفية محددة ومظهر جمالي. تستخدم هذه العملية على نطاق واسع لتحسين الإحساس ، والتأثير المضاد للانزلاق ، والجمال البصري للمنتجات ، وتعزيز متانة المنتج والتصميم المريح.
كيف يعمل التشكيل الزائد؟
Overmolding هي عملية تصنيع يتم فيها طلاء مواد معينة على سطح الركيزة لتشكيل منتج نهائي. فيما يلي نظرة عامة خطوة بخطوة على كيفية عملها:
الخطوة 1: تحضير الركيزة
اختر ركيزة مناسبة ، مثل المعدن أو البلاستيك أو غيرها من المواد ، وتأكد من أن جودتها تلبي متطلبات الإنتاج. ضع الركيزة في قالب التشكيل الزائد ، مع التأكد من أن موضع الركيزة دقيق لحقن المواد والطلاء اللاحق.
الخطوة 2: حقن المادة الأولى
في بعض عمليات التشكيل الزائد ، قد يكون من الضروري حقن مادة أولى كجوهر للمنتج. يمكن أن تكون هذه المادة من البلاستيك والمعدن وما إلى ذلك ، ويعتمد الاختيار المحدد على متطلبات التصميم والأداء للمنتج. بعد حقن المادة ، تخضع للتبريد والتشكيل اللازمين لضمان تصلبها ووصولها إلى الشكل والحجم المطلوبين.
الخطوة 3: المعالجة المسبقة
بالنسبة لبعض الركائز ، مثل الأجزاء البلاستيكية ، قد تكون هناك حاجة إلى التنظيف لإزالة الشوائب مثل الزيت والغبار والشوائب الأخرى من السطح. تعمل المعالجة المسبقة على تحسين الالتصاق بين مادة الكسوة والركيزة وتضمن جودة المنتج النهائي.
الخطوة 4: أدخل القاعدة المصبوبة في أداة التشكيل الزائد
يتم نقل المكون الأساسي (أو الركيزة المعالجة مسبقا) التي تم تبريدها ومعالجتها إلى أداة التشكيل الزائد. تأكد من وضع الجزء بدقة في الأداة للحقن اللاحق لمواد الكسوة.
الخطوة 5: حقن المواد الزائدة
اختر مواد الكسوة المناسبة ، مثل المطاط والسيليكون و TPE وما إلى ذلك ، والتي تتمتع بمرونة جيدة ومقاومة للتآكل. يتم حقن مادة الكسوة في أداة الكسوة بحيث تتناسب بشكل مريح مع سطح الركيزة. في هذه العملية ، تحدث رابطة كيميائية أو ميكانيكية بين المادة الجديدة والركيزة لتشكيل كسوة قوية.
الخطوة 6: التبريد والإخراج
اترك الجزء المفرط في التشكيل ليبرد ويتصلب في القالب. يعتمد وقت التبريد على نوع المادة وسمكها. بعد اكتمال التبريد ، يتم إخراج الجزء المشكل حديثا من القالب باستخدام آلية طرد. تحقق من جودة السطح ودقة أبعاد المكون للتأكد من أنه يلبي متطلبات التصميم.

ما هي أنواع المواد المستخدمة في التشكيل الزائد؟
اختيار المواد المستخدمة في القولبة الزائدةواسع جدا ، اعتمادا على عوامل مثل الأداء والتكلفة وقابلية المعالجة والمتطلبات البيئية للمنتج المطلوب. فيما يلي بعض المواد الشائعة المستخدمة في القولبة الزائدة:
- اللدائن الحرارية (TPEs):لديها مقاومة ممتازة للانزلاق ولمسة مرنة ، وضبط الصلابة والخصائص الفيزيائية. غالبا ما يستخدم في المقابض والمقابض والإلكترونيات وما إلى ذلك ، لتعزيز اللمس وقبضة المنتج.
- البولي يوريثين بالحرارة (TPU):مقسمة إلى نوع بوليستر ونوع بولي إيثر ، وتتميز بخصائص مقاومة الزيت ، ومقاومة التآكل ، والقوة الميكانيكية الجيدة ، ومقاومة التعب ، ومقاومة التآكل ، والمرونة الجيدة. في الوقت نفسه ، TPU عصري وصديق للبيئة ويمكن أن يحل محل PVC. إنها مناسبة لتغليف الشرائط والخيوط والشرائط ، مثل أحزمة الأليفة ، وأحزمة مقبض السيارة ، وأشرطة المقطورة ، إلخ. كما أنها تستخدم بشكل شائع لطلاء منتجات الأمتعة والخطوط المعدنية.
- البولي يوريثين (PU):لديها صلابة ممتازة ، ومقاومة قوية للتمزق ، ومقاومة فائقة للتآكل. يستخدم على نطاق واسع في الصناعات الخفيفة ، والصناعات الكيماوية ، والإلكترونيات ، والمنسوجات ، والطب ، والبناء ، والسيارات ، والدفاع الوطني وغيرها من المجالات. في صناعة الورق ، يمكن استخدام الأسطوانة المتأخرة الجديدة من البولي يوريثان لاستبدال المواد المطاطية في ظل درجات الحرارة العالية وظروف ضغط الخط العالي.
- سيليكون:يصنف مسحوق السيليكون حسب كمية محتوى السيلوكسان ، والقوة بين الجزيئات للسيلوكسان قوية ، وليس من السهل تشتيت بشكل موحد بالطرق الفيزيائية. السيليكون مزحم ومقاوم للاهتراء ويمكنه تحسين توافق الواجهة بين المعادن غير العضوية غير القطبية والمركبات العضوية. يمكن استخدام ماسترباتش السيليكون كمحفزات للتدفق ، وعوامل مضادة للتكتل ، ومثبطات اللهب التآزرية ، ومواد التشحيم ، والعوامل الكارهة للماء ، وعوامل الإطلاق ، وما إلى ذلك في معالجة البلاستيك.
- البولي إيثيلين (PE):مقاومة جيدة للماء والرطوبة ، استقرار كيميائي جيد ، قوة شد وتمزق ميكانيكية معينة ، مرونة جيدة ، مقاومة جيدة لدرجات الحرارة المنخفضة ، ولكن مقاومة درجات الحرارة العالية الضعيفة. غالبا ما يستخدم في الأكياس البلاستيكية وكمواد تغليف للأكياس المركبة. يمكن استخدام الأفلام المصنوعة من البولي إيثيلين منخفض الكثافة عالي الضغط (LDPE) لتعبئة الأطعمة ذات المتطلبات المنخفضة ، وخاصة الأطعمة الجافة ذات متطلبات حاجز الرطوبة.
- البولي بروبيلين (PP):نقطة انصهار عالية ، سعر منخفض ، ثقل نوعي صغير ، خصائص ميكانيكية ممتازة ، مقاومة تشقق الإجهاد المعلقة ومقاومة التآكل ، استقرار كيميائي جيد ، معالجة صب سهلة. يستخدم على نطاق واسع في الصناعات الكيميائية والكهربائية والسيارات والبناء والتعبئة والتغليف وغيرها من الصناعات. الأغشية البلاستيكية المستخدمة في التغليف المرن للبضائع ، وتستخدم أيضا كطبقة مانعة للتسرب حراري للمواد المركبة.
- أكريلونيتريل بوتادين ستايرين (ABS): أناs لدن بالحرارة ذات قوة عالية ومقاومة الصدمات ومقاومة الحرارة. يمكن استخدامه للإفراط في التشكيل بمتطلبات محددة ، مثل الأجزاء التي تتطلب قوة عالية ومقاومة للحرارة.
- البولي كربونات (PC):تتميز بخصائص الشفافية العالية وقوة التأثير العالية والاستقرار الحراري العالي. في القولبة الزائدة ، يمكن استخدام الكمبيوتر الشخصي للأجزاء التي تتطلب شفافية عالية وقوة تأثير عالية.
- النايلون:مقاومة ممتازة للتآكل ومقاومة الصدمات والتشحيم الذاتي. غالبا ما يستخدم في تصنيع المكونات التي تحتاج إلى تحمل الأحمال العالية والتآكل ، مثل التروس والمحامل وما إلى ذلك. في القولبة الزائدة ، يمكن استخدام النايلون للمكونات التي تتطلب مقاومة التآكل والتشحيم الذاتي.

ما هي التطبيقات الشائعة للقولبة الزائدة؟
كعملية تصنيع متقدمة ، أظهر overmolding مجموعة واسعة من إمكانات التطبيق والقيمة التجارية الكبيرة في العديد من المجالات. فيما يلي تفصيل للتطبيقات الشائعة للقولبة الزائدة:
1. الإلكترونيات الاستهلاكية
- الهواتف الذكية:من خلال تقنية overmolding ، يمكن أن توفر لمسة ناعمة لغلاف الهاتف الذكي ، مع زيادة الأداء المضاد للانزلاق وتحسين تجربة المستخدم.
- سماعات الراس:غالبا ما يتم استخدام Overmolding في سماعات الأذن لتوفير ملاءمة مريحة وعزل جيد للصوت.
- جهاز التحكم عن بعد:يعتمد الجزء الرئيسي من جهاز التحكم عن بعد على تقنية overmolding ، والتي يمكن أن تزيد من نعومة ولمس الزر ، وتحسين راحة تشغيل المستخدم.
- شاحن:يمكن تشكيل أجزاء السكن والقابس في الشاحن لتحسين المتانة والأداء غير القابل للانزلاق.
2. قطع غيار السيارات
- مقبض التحول:يمكن لتقنية overmolding أن تجعل مقبض النقل يتمتع بقبضة أفضل وأداء مضاد للانزلاق ، وتحسين سلامة القيادة.
- لوحة العدادات:باستخدام تقنية overmolding ، من الممكن توفير إحساس ناعم الملمس للوحة القيادة مع زيادة الجماليات والمتانة.
- أغطية المقبض:تستخدم أغطية مقبض أبواب السيارات والمكونات الأخرى تقنية القولبة الزائدة لتوفير قبضة مريحة وأداء غير قابل للانزلاق مع زيادة الجماليات.
3. المعدات الطبية
- الأدوات الجراحية: يعتمد جزء المقبض من الأداة الجراحية على تقنية التشكيل الزائد ، والتي يمكن أن تزيد من الراحة والأداء المضاد للانزلاق ، وتحسين دقة وسلامة عملية الطبيب.
- مقابض المقبض: يمكن أن توفر مقابض المقبض والمكونات الأخرى في الأجهزة الطبية لمسة ناعمة من خلال تقنية القولبة الزائدة ، مما يقلل من التعب للعاملين في مجال الرعاية الصحية.
- مناطق الاتصال بالمرضى: المناطق التي تتلامس مع المرضى في الأجهزة الطبية يتم تشكيلها بشكل مفرط لزيادة الراحة وتقليل انزعاج المريض.
4. الأدوات اليدوية
- مقبض الأداة:يعتمد جزء المقبض من الأداة اليدوية على تقنية القولبة الزائدة ، والتي يمكن أن توفر قبضة مريحة وأداء غير قابل للانزلاق ، وتحسين كفاءة وسلامة الأداة.
- مسك:يمكن تشكيل قسم المقبض لمجموعة متنوعة من الأدوات اليدوية لتوفير تصميم مريح يحسن راحة المستخدم وكفاءته التشغيلية.
Overmolding مقابل إدراج صب
يعد كل من القولبة الزائدة والصبة الزائدة طريقتين فعالتين لإنتاج منتجات متعددة المواد بدون مواد لاصقة ، وتبسيط عملية الإنتاج ، وتقليل خطوات التجميع الثانوية ، وتحسين جودة المنتج النهائي. ومع ذلك ، هناك اختلافات كبيرة بين تقنيتي التشكيل ، والتي تتجلى في الجوانب التالية:
إدراج صب مقابل Overmolding: التكلفة
- إدراج صب:تكاليف الأدوات منخفضة نسبيا لأن آلات التشكيل التقليدية أحادية الطلقة تستخدم عادة. تعتمد تكاليف المواد على اختيار مواد الإدخال والراتنج. يمكن زيادة التكلفة الإجمالية عن طريق إعداد الإدخال وإعداد جهاز تحديد المواقع.
- الفرصة:يمكن أن تكون تكاليف القالب أعلى بسبب هيكل القالب المعقد المطلوب لاستيعاب القاعدة ومواد التشكيل الزائد. تعتمد تكاليف المواد على اختيار الركيزة ومواد الكسوة. قد تزيد التكلفة الإجمالية بسبب المعالجة المسبقة لمواد الكسوة ، وإعداد قنوات الحقن ، وعمليات ما بعد المعالجة.
إدراج صب مقابل Overmolding: السرعة
- إدراج صب:إنتاج سريع نسبيا لأنه يمكن استخدام آلات التشكيل بالحقن التقليدية للإنتاج. قد تؤدي المعالجة المسبقة وتحديد موضع الإدخالات إلى زيادة وقت الإنتاج قليلا.
- الفرصة:يمكن أن يكون الإنتاج أبطأ لأن الوقت الإضافي مطلوب لحقن ومعالجة مادة التشكيل الزائد. قد تؤدي هياكل القوالب المعقدة وعمليات ما بعد المعالجة أيضا إلى زيادة وقت الإنتاج.
إدراج صب مقابل Overmolding: التطبيقات
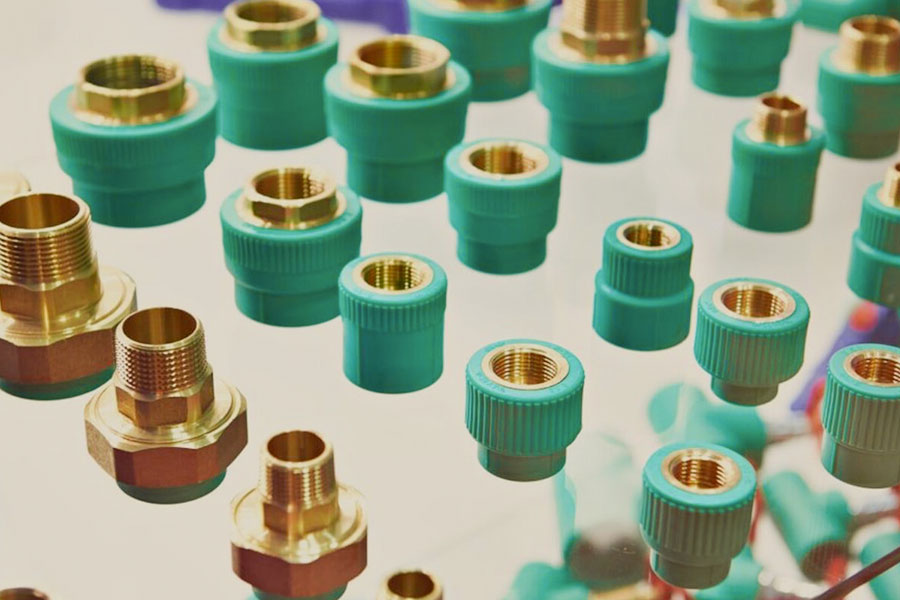
- إدراج صب:غالبا ما تستخدم لإضافة طبقة من البلاستيك فوق طبقة معدنية ، مثل صنع مفكات البراغي المعدنية بمقابض بلاستيكية ، أو صنع أنابيب عازلة ، وأسلاك ، وما إلى ذلك. بالإضافة إلى ذلك ، فإنه يستخدم أيضا على نطاق واسع في تغليف المنتجات الإلكترونية وتصنيع الأجهزة الطبية وغيرها من المجالات.
- الفرصة:تستخدم على نطاق واسع لتصنيع الأجزاء البلاستيكية ذات المقابض المطاطية ، مثل فرش الأسنان ، وحافظات الهاتف المحمول ، إلخ. بالإضافة إلى ذلك ، فهي مناسبة أيضا لصنع أثاث بلاستيكي بلونين ، وصناديق تخزين ، وحاويات بلاستيكية ، وما إلى ذلك.
إدراج صب مقابل overmolding: ميزات ومزايا العملية
إدراج صب:(1) الميزات: القابلية السهلة للتشكيل للراتنج والصلابة والقوة ومقاومة الحرارة للمعدن تكمل بعضها البعض ويمكن تحويلها إلى منتجات متكاملة معقدة ورائعة من المعدن والبلاستيك. (2) المزايا: يمكن الجمع بين مجموعة متنوعة من المواد لتحسين الأداء العام والوظائف للمنتج ؛ يبسط عملية تجميع المنتج ويقلل من تكاليف الإنتاج.
الفرصة:(1) الميزات: يتم تشويه المظهر الجانبي البلاستيكي عن طريق التسخين والقوة الخارجية ، ثم يتم تبريده وتشكيله للحصول على المنتج. (2) المزايا: يسمح بتصنيع سهل نسبيا للمنتجات التي تحتوي على مواد و / أو ألوان متعددة ؛ يقلل من متطلبات التجميع للمنتجات ، مما يؤدي إلى تصميم شامل أكثر قوة ومتانة ؛ مناسبة للإنتاج على نطاق واسع و / أو المنتجات ذات الألوان المتعددة والتصاميم متعددة الطبقات.
ما هي اعتبارات التصميم للقولبة الزائدة؟
عند تصميم منتج مفرط التشكيل ، يجب مراعاة عوامل متعددة مثل توافق المواد وتصميم القالب وهندسة الجزء ووقت الدورة.
1. توافق المواد:
- التصاق الركيزة بمادة التشكيل الزائد: يعد ضمان التصاق جيد بين الركيزة ومادة التشكيل الزائد أمرا بالغ الأهمية. غالبا ما ينطوي هذا على فهم عميق للخصائص الكيميائية والفيزيائية للمادتين للتأكد من ارتباطهما ببعضهما البعض بقوة.
- اختيار المواد: عند اختيار المواد الأساسية ومواد الطلاء ، يجب مراعاة معاملات التمدد الحراري والطاقة السطحية والبلل والمعلمات الأخرى لضمان إمكانية تكوين واجهة ربط جيدة أثناء عملية التشكيل.
2. تصميم القالب:
- التكيف مع الجزء الأساسي: يجب أن يكون تصميم القالب قادرا على استيعاب الجزء الأساسي وتثبيته مع ضمان تغطية مادة الكسوة بالتساوي على الجزء الأساسي.
- تصميم البوابة والتنفيس: يعد التصميم المناسب للبوابة والتنفيس أمرا بالغ الأهمية للإفراط في القولبة. يجب أن تكون البوابة موجودة في مكان يسهل إزالته ولا يؤثر على مظهر المنتج ، ويجب أن يكون نظام العادم قادرا على إزالة الغاز بشكل فعال من القالب لتجنب فقاعات الهواء والعيوب.
- مادة القالب: حدد مادة القالب المناسبة وفقا لخصائص مادة التشكيل الزائد ودرجة حرارة التشكيل. على سبيل المثال ، بالنسبة لمواد التشكيل ذات درجة الحرارة العالية ، يجب اختيار فولاذ الأدوات الذي يمكنه تحمل درجات الحرارة العالية.
3. هندسة الجزء:
- حول زاوية المسودة:نحتاج إلى تصميم زاوية مناسبة لضمان إمكانية إخراج الجزء المصبوب بسهولة من القالب. بالنسبة للمسبوكات ذات الأشكال والأحجام المختلفة ، تختلف أيضا زاوية السحب التي يجب استخدامها لفك القوالب. يتم تحديد زاوية سحب القالب من خلال انكماش مادة الكسوة ومعامل الاحتكاك للقالب.
- تقوض:حاول تجنب تقويض التصميمات على الأجزاء ، لأن ذلك يمكن أن يزيد من تعقيد إزالة القوالب. من أجل ضمان عدم حدوث انزلاق جانبي ، يمكن استخدام آلية بسيطة لمنع قطعة العمل من الخروج من تجويف القالب ، أي عن طريق تغيير الفجوة بين الشريحة والقالب لضمان بقاء أبعاد المنتج مستقرة ودون تغيير. في الحالات التي تحتاج إلى تصميم القطع السفلية ، يجب مراعاة المنزلقات أو تصميمات القوالب المعقدة الأخرى لضمان تشكيل القالب بسلاسة.
- تجميع الأجزاء:عند تصميم جزء مفرط التشكيل ، يجب إيلاء الاعتبار الدقيق لتبعيات التجميع بين الجزء وأنواع الأجزاء الأخرى. على سبيل المثال ، يمكن تصميم العلبة في مكونين أو أكثر. من المهم التأكد من أن منطقة المغلف لا تتداخل مع عملية التجميع ، مع توفير خلوص تجميع كاف وخصائص تحديد المواقع بدقة.
4. طول الدورة:
- خطوات إضافية:في عملية التشكيل الزائد ، عادة ما تكون هناك حاجة إلى بعض العمليات الإضافية ، مثل المعالجة المسبقة للركيزة ، وحقن مادة الطلاء ، وخطوات المعالجة. قد تكون هناك أيضا خطوات إضافية مثل المعالجة الحرارية أو التشريب الكيميائي أو الطلاء المطابق. ستؤدي هذه الخطوات إلى زيادة وقت دورة التشكيل.
- تحسين العملية:من أجل تقليل دورة الإنتاج ، يمكننا التفكير في ضبط وتحسين معلمات عملية التشكيل ، مثل سرعة الحقن والضغط ودرجة حرارة القالب. من خلال هذه التدابير ، يمكن تحسين جودة المنتجات. بالإضافة إلى ذلك ، يمكننا أيضا التفكير في اعتماد أدوات صب وتصميمات قوالب أكثر كفاءة لتقصير دورات الإنتاج.

الأسئلة الشائعة
1. كيف يتم الإفراط في القولبة؟
Overmolding هي عملية صب يتم فيها وضع مادة واحدة (عادة من البلاستيك أو المطاط) على سطح مادة أخرى (المكون الأساسي). يمكن تحقيق هذه العملية من خلال مجموعة متنوعة من الطرق ، بما في ذلك على سبيل المثال لا الحصر: (1) الحقن بلونين: في آلة الحقن ذات اللونين ، يتم حقن مادة واحدة أولا في القالب لتشكيل مكون أساسي ، ثم نقلها إلى التجويف المقابل لأسطوانة حقن أخرى. يتم حقن مادة أخرى في المكون لتشكيل منتج متكامل مزدوج المواد. (2) قولبة الحقن بخطوتين: قم بتشكيل جزء من إحدى المواد على آلة الحقن ، ثم ضع هذا الجزء في قالب آخر كملحق ، ثم قم بحقن المادة الثانية.
2. كيف يعمل إدراج الصب؟
إدراج صب هو طريقة صب تقوم بتثبيت إدخالات معدة مسبقا من مواد مختلفة في قالب الحقن ثم حقن الراتنج. تنضم المادة المنصهرة وتتصلب مع الملحق لتشكيل منتج متكامل. تشمل الخطوات الرئيسية ما يلي: (1) إعداد الإدخالات: يمكن أن تكون الإدخالات مصنوعة من المعدن والقماش والورق والأسلاك والبلاستيك والزجاج والخشب وغيرها من المواد. حدد الملحق المناسب وفقا لاحتياجات المنتج. (2) ضع الإدراج: ضع الملحق في الموضع المحدد مسبقا لقالب الحقن. (3) حقن الراتنج: قم بحقن الراتنج المنصهر في القالب ، وسوف يتدفق الراتنج حول الملحق ويملأ القالب. (4) المعالجة: يبرد الراتنج ويتصلب في القالب ، ويشكل رابطة قوية مع الإدراج.
3. ما هي عملية التشكيل المفرط للمطاطي؟
القولبة الزائدة للمطاط هي عملية يتم فيها تغطية المواد المطاطية على سطح المواد الأخرى (مثل المعدن والبلاستيك وما إلى ذلك). الخطوات العامة هي: أولا تنظيف الشحوم وإزالة الشحوم للتأكد من أن سطح قطعة العمل نظيف وخالي من الزيت أو الشوائب الأخرى. ثم يتم تصميم القالب وتصنيعه وفقا لاحتياجات التشكيل الزائد. ثم يتم وضع المادة المطاطية في القالب ويتم الضغط على قطعة العمل لتشكيل طلاء محكم. بعد ذلك ، تحت درجة حرارة وضغط معينين ، يتم تسخين التشكيل لإحداث خضوع المادة المطاطية لتفاعل الفلكنة ، وبالتالي التصلب في طلاء مطاطي مستقر. أخيرا ، تتم إزالة قطعة العمل ويتم إجراء التنظيف اللازم وفحص الجودة قبل التعبئة والتغليف.
4. ما هي المواد التي يشيع استخدامها في overmolding؟
تشمل المواد المستخدمة بشكل شائع في الإفراط في التشكيل المواد البلاستيكية مثل اللدائن الحرارية (TPE) ، والبولي يوريثين بالحرارة (TPU) ، والبولي يوريثين (PU) ، والسيليكون ، والبولي إيثيلين (PE) ، والبولي بروبيلين (PP) ، والأكريلونيتريل بوتادين ستايرين (ABS) ، والبولي كربونات (PC) ، والمواد المعدنية أو المواد الخاصة الأخرى التي يمكن استخدامها في بعض الحالات الخاصة. يعتمد اختيار هذه المواد على سيناريو التطبيق المحدد والخصائص الفيزيائية والكيميائية المطلوبة وعوامل التكلفة.
ملخص
على سبيل المثال ،عملية القولبة بالحقن، يحقق overmolding مزيجا وثيقا من مادتين مختلفتين من خلال التحكم الدقيق في عملية القولبة بالحقن والاندماج للمواد ، مما يوفر دعما فنيا قويا لتطوير الصناعة الحديثة. مع التقدم المستمر للعلوم والتكنولوجيا والتحسين المستمر للتكنولوجيا ، يعتقد أن تقنية التشكيل الزائد ستجلب الابتكار والاختراقات إلى المزيد من المجالات في المستقبل.
اخلاء المسؤوليه
المحتوى الموجود في هذه الصفحة هو للإشارة فقط.هللا يقدم أي إقرار أو ضمان صريح أو ضمني فيما يتعلق بدقة المعلومات أو اكتمالها أو صحتها. لا ينبغي الاستدلال على معلمات الأداء أو التفاوتات الهندسية أو ميزات التصميم المحددة أو جودة المواد ونوعها أو الصنعة فيما يتعلق بما سيقدمه مورد أو مصنع تابع لجهة خارجية من خلال شبكة Longsheng. إنها مسؤولية المشتريالبحث عن عرض أسعار لقطع الغيارلتحديد المتطلبات المحددة لتلك الأجزاء.رجاءًاتصل بناللمزيدإنفالترشيح.
فريق LS
تمت كتابة هذه المقالة من قبل العديد من المساهمين في LS. LS هي مورد رائد في قطاع التصنيع ، معالتصنيع باستخدام الحاسب الآلي,تصنيع الصفائح المعدنية,الطباعة ثلاثية الأبعاد,حقن صب,ختم المعادن، وأكثر من ذلك.

