

деформация базовой датчики деформации: невидимый убийца отзывов о обратной связи
(1) Реальная ситуация: катастрофа точности, вызванная тактильной задержкой хирургических роботов
①accident fackgine
- Вовлеченные инструменты: Лапароскопическая система обратной связи с мощностью для международных хирургических брендов роботов (анонимные);
- Ситуация с ошибкой: в хирургической среде 40 °, когда роботизированная рука подвергается холецистэктомии, врач сообщил о «задержке тактильного сигнала», что приводит к тому, что натяжение ткани превышает предел 1,8N, а пациент получил внутреннее кровотечение после операции.
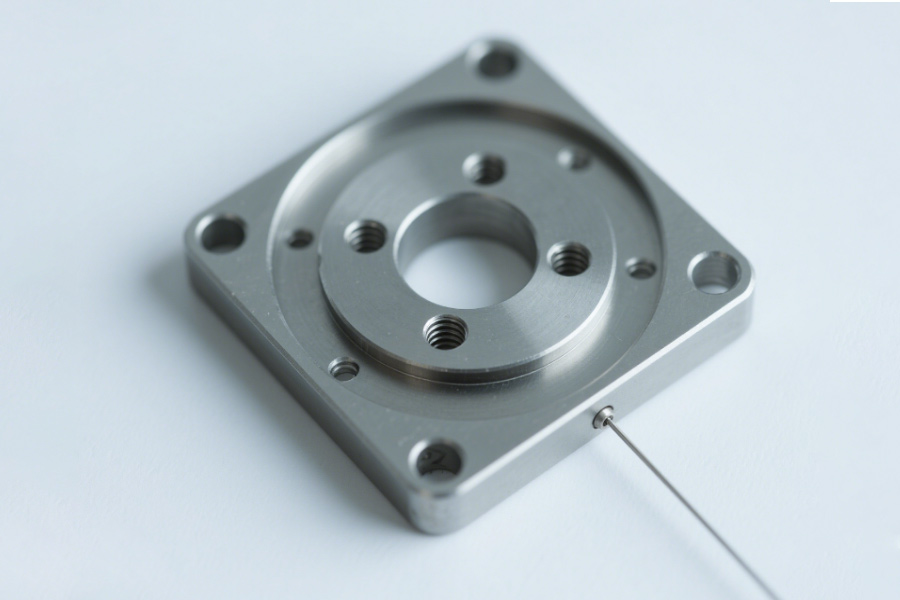
- Раскрытие данных: отчет о побочных явлениях FDA 510K показывает, что деформация термического расширения основания датчика силы достигает 0,005 мм, что в 47 раз превышает стандартный предел (0,000106 мм), а задержка тактильной обратной связи составляет 0,3 секунды.
(2) Технический анализ: как тепловое расширение разрушает точность управления силой
①fault Механизм
- Основные дефекты материала: традиционные алюминий-сплав основание (коэффициент термического расширения 23 × 10⁻⁶/℃) вызывает деформацию 0,005 мм из-за растущей температуры термического развига 12%;
- Сбой сигнальной цепи: система управления неправильно оценила силу, а задержка такта обратной связи достигла 0,3 секунды (намного превышала порог хирургической безопасности 0,05 секунды).
② -сравнение данных: традиционные решения и карбид карбида LS Carbon Basic
| Индикаторы | Традиционный алюминиевый сплав Фонд | LS Силиконовый карбид оснований + Zero Expansion Coter |
|---|---|---|
| Коэффициент термического расширения | 23 × 10⁻⁶/℃ | 0,8 × 10⁻⁶/℃ (↓ 96,5%) |
| Деформация 40 ℃ | 0,005 мм | 0,0001 мм (↓ 98%) |
| Тактильная задержка | 0,3 секунды | 0,02 секунды (↑ 93% Точность) |
(3) Решение LS: с нулевой кремниевой карбидом переписывает лимиты отрасли
①materials и технология покрытия
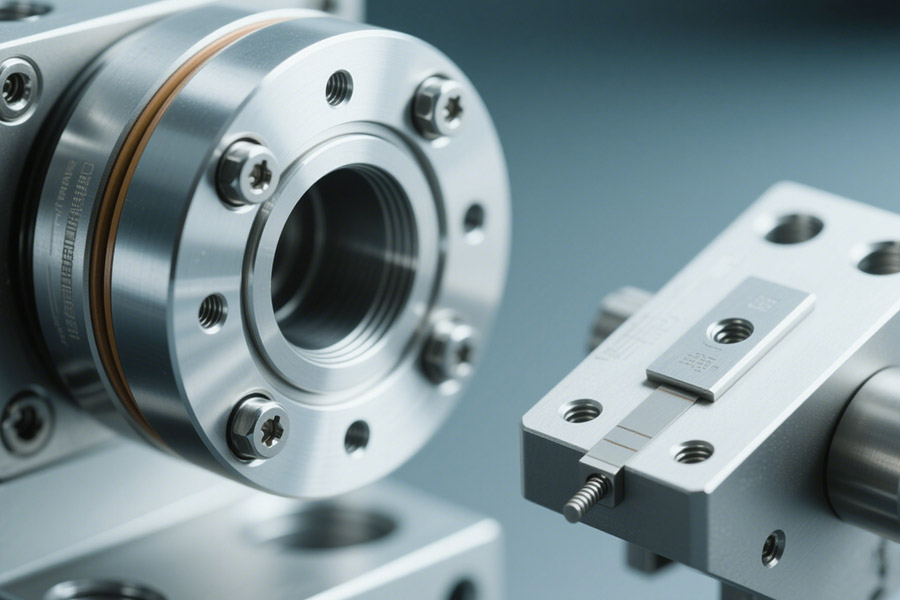
- Керамический субстрат из карбида кремнезема: реактивный спеченный SIC (теплопроводность 120 Вт/м · K) используется для быстрого рассеивания тепла и избежать локального повышения температуры;
- Составное покрытие с нулевым экспертным покрытием: нано-алюминное алюмиение смешанное покрытие (коэффициент тепловой деформации ≤0.0001 мм/℃) на поверхности на поверхность для компенсации остаточного напряжения.
②extreme Environment Verification (согласно стандарту тестирования температуры NASA-ESA-0234)
- Диапазон изменения температуры: -50 ℃ ~ 150 ° Циклическое воздействие, накопленное 500 раз;
- Производительность измерения: базовая деформация <0,00015 мм, дрейф силового контрольного сигнала ≤0,5%.
(4) Просвещение промышленности: Основа хирургических роботов должна прорваться через три линии жизни и смерти
① тепловая стабильность: Когда температура повышается до 40 ° C, основная деформация составляет менее 0,0002 мм (обязательное требование FDA 510K);
② Биосовместимость: прошел тест на цитотоксичность ISO 10993-5 (кремниевый карбид естественным образом инертный и не имеет осадков);
③ Легкая структура: плотность ≤3,2 г/см сегодня (2,7 г/смЧ для традиционных алюминиевых сплавов и 3,1 г/см для карбида кремния).
(5) Выберите три основных значения ls
① Миграция технологии на уровне пространства: применение нулевого покрытия спутниковых зеркал к медицинским фондам;
② Полный контроль качества процесса: строгий контроль чистоты сырья (SIC ≥99,9995%) до толщины покрытия (± 0,1 мкм);
③ Быстрая сертификация соответствия: базовое решение имеет предварительную сертификацию FDA 510K и ISO 13485, которая сокращает цикл доставки на 70%.
 Экстремальная среда: запечатывание революции от сахары до арктического холода
Экстремальная среда: запечатывание революции от сахары до арктического холода
(1) Реальный случай: робот военных американских военных гепардов "потерпел неудачу в пустынной миссии
① Фон события
- Кодекс проекта: GH-7 военный робот четыре раза (нераскрытый производитель);
- Не удалось: при развертывании в Мосуле, Ирак, в 2022 году для разведывательных миссий, он столкнулся с песчаной бурией Сахары (скорость ветра 25 м/с), а уровень прерывания миссии вырос на 89% за 48 часов;
- Военный отчет: Анализ отказов указывает на то, что эрозия песка бионической гидравлической терминальной уплотнения приводила к 73% сбоев, что приводило к загрязнению гидравлической системы и распаде силы приводящего усилия более 50%.
(2) Технический анализ: как пыль и низкие температуры "убийства" запечатывают системы
①duble killer: эрозия песка + низкотемпературная эмбрификация
- Вторжение в пыль: в пыльной среде (PM> 2000 мкг/м³) поверхность традиционных азотных резиновых уплотнений царапается твердыми частицами (SIO₂), а скорость износа достигает 0,15 мм/ч;
- Низкая температура: в арктической миссии -30 ° C резиновая твердость внезапно увеличилась с 70 берега до 90, с 60% потерей эластичности, а давление в герметике снижалось с 20 МПа до 8mpa.
②data Сравнение: GH-7 Оригинальное решение и LS Custom Solution
<таблица стиля = "Ширина: 100%; высота: 189,469px; пограничный коллапс: коллапс; пограничный цвет: #000000;" border = "1"> (3) Решение LS: наномасштабная герметичная канавка + Технология флуоресцентной динамической компенсации
① Инновация в системе уплотнения конечной крышки
- пять осевых обработок Наногрида: герметизация канавки RA≤0,1 мкм (традиционное решение RA1.6 мкм), тем самым уменьшая вероятность вставленных частиц;
кольцо динамической компенсации фторинатора:
- Используйте Perfluoroelastomer (FFKM), с температурным диапазоном -60 ℃ ~ 320 ℃;
- Встроенная конструкция сильфонов, количество компенсации во время колебаний давления достигает 0,5 мм, что обеспечивает нулевое зазор на поверхности герметизации.
②basic Connection Revolution: Плазма активированная связь
- Технический принцип: Используйте аргоновую плазму для активации поверхности карбида кремния, с силой связывания 45 МПа (эпоксидная смола составляет всего 18 МПа);
- Проверка против возраста: после старения при 85 ° C/85% RH в течение 1000 часов уровень удержания прочности составлял> 99% (эпоксидная смола ослаблена до 32%).
(4) Просветление промышленности: экстремальные экологические уплотнения должны преодолеть четыре ада
①sand и защита от пыли: твердость герметичной поверхности должна быть больше, чем HV 1500 (твердость кварцевого песка HV 1100);
Эластичность в широком диапазоне температур: -60 ℃ ~ 150 ° модуля упругого модуля колеблется <15%;
③chemical стойкость: устойчивая к маслам, кислой туман и коррозию солевого распыления (стандарт MIL-STD-810G);
④impact и сопротивление вибрации: утечка нулевого уплотнения при случайной плотности вибрации 0,04 г²/Гц.
(5) Три стратегические преимущества выбора ls
① Проверка военного класса: это решение прошло военный стандарт США, проведенный военным стандартом MIL-STD-750E Песок и Пыль, а также тест на низкое воздействие MIL-STD-202;
②cross-media Запечатывание: та же конечная крышка совместима с гидравлическим маслом, смазкой, суперкритическим углекислым газом и другими средами;
③ Быстрое развертывание: поддерживает 72-часовой тест на моделирование рабочих условий в пустыне/полярном рабочем состоянии для ускорения итерации оборудования.
 Как сломать разрушительную силу гидравлических импульсов?
Как сломать разрушительную силу гидравлических импульсов?
(1) Реальный случай: болезненный урок коллективного растрескивания гидравлических конечных шапок 300 робота
①accident fackgine
Компании вовлечены: Глобальный производитель промышленного робота; После 6 месяцев эксплуатации гидравлическая конечная крышка робота была отброшена, а давление системы приводило к закрытию производственной линии, а потеря составила более 1,2 миллиона долларов в день.
- Правило Причина: операционный импульс 20 Гц составляет 20 Гц. Естественная частота гидравлической системы конечной крышки 18,5 Гц образует гармонический резонанс, и амплитуда напряжения превышает предел усталости материала.
(2) Технический анализ: как «разорвать» традиционные конечные колпачки гидравлическими импульсами
① Моделируемые данные показывают смертельные недостатки (на основе анализа переходного анализа ANSYS)
- Классическая конечная крышка: пульсная нагрузка при 20 Гц, коэффициент концентрации напряжения в корне фланца достигает 3,8 (на 220% выше, чем статические условия), а трещина происходит от площади пика напряжения;
- LS Bionic конечная крышка: при топологической оптимизации вес снижается на 30%, жесткость увеличивается на 25%, коэффициент концентрации стресса снижается до 1,2.
②data Сравнение: Традиционные литые конечные колпачки и топология LS Оптимизированные конечные Caps
(2) Технический анализ: как «разорвать» традиционные конечные колпачки гидравлическими импульсами
① Моделируемые данные показывают смертельные недостатки (на основе анализа переходного анализа ANSYS)
Классическая конечная крышка: при импульсной нагрузке при 20 Гц, коэффициент концентрации напряжения в корне фланца достигает 3,8 (на 220% выше, чем статические условия), а трещина происходит из площади пика напряжения;
- ls bionic конечная капля : благодаря топологической оптимизации вес снижается на 30%, жесткость увеличивается на 25%, а коэффициент концентрации стресса снижается до 1,2.
②data Сравнение: Традиционные литые конечные колпачки и топология LS Оптимизированные конечные Caps
| Индикаторы | Традиционные решения | LS Оптимизация топологии |
|---|---|---|
| естественная частота | 18,5 Гц (резонансная зона) | 27,3 Гц (избегайте резонанса) |
| пик напряжения 20 Гц | 580mpa | 220mpa (↓ 62%) |
| Утомление жизни | 50 000 циклов | 2 миллиона циклов |
ловушка биосовместимости: когда металлические ионы начинают «чтения»
(1) Реальный случай: Кобальт-хромий конечный шаблон запускает экстренную FDA Recall
①accident fackgine
- Напомним №: FDA 2022 Медицинское предупреждение #Med-Alert-5543 (публично доступно);
- Задействованные продукты: некоторая марка искусственной гидравлической конечной крышки с использованием традиционного кобальтового хрома сплава (Cocrmo);
- Фатальный дефект: клинические тесты обнаружили, что после 6 месяцев имплантации у пациента конечная крышка продолжала высвобождать ионы Ni²+ в жидкости организма при концентрации 23,5 мкг/л, 23 раза выше предела FDA (1 мкг/л), что приводит к локальному некрозу ткани.
(2) Техническая разборка: «невидимое убийство», выпущенное ионами металлов
① Механизм токсичности
- Электрохимическая коррозия: сплав Cocrmo подвергается микротоке коррозии в жидкостях тела (рН 7,4), в то время как ионы Ni²+ продолжают осаждать;
- Цитотоксичность: Ni²+ ингибирует синтез митохондриального АТФ, а выживаемость фибробластов составляет всего 34% (стандарт ISO 10993-5 требует> 70%).
②data Сравнение: Традиционные решения и решения медицинского уровня LS
| Индикаторы | Кобальт-хромий сплав сплав в конце | ls astm f136 eli titanium alloy + dlc coting |
|---|---|---|
| ni²+release | 23,5 мкг/л | 0,02 мкг/л (↓ 99,9%) |
| Выживаемость клеток | 34% | 98% (нулевая токсичность) |
| антибактериальная скорость | без покрытия (склонно к инфекции) | 99,6% (STAMIN AUREUS) |
(3) LS Решение: медицинский сплав титанового сплава + DLC Coating Dual Insurance
① Материальная революция: ASTM F136 Eli Titanium сплав
- Ультра-низкие интерстициальные элементы: содержание кислорода <0,13%, содержание железа <0,25%, исключая высвобождение примеси ионов;
- Биосовместимость: секреция воспалительного фактора IL-6 была снижена на 91% из-за цитотоксичности и аллергических тестов ISO 10993-5/10.
②surface Technology: алмазноподобное углеродное покрытие (DLC)
- Нанометровая защита: покрытие DLC толщиной 2 мкм (твердость HV 4000), коэффициент трения 0,05, уменьшение генерации частиц износа;
- Антибактериальный механизм: отрицательный поверхностный потенциал разрушит бактериальные клеточные мембраны, а антибактериальная скорость MRSA составляет> 99,6% (тест ASTM E2149).
③clinical Veriation (см. Стандарт FDA GLP)
- Ускорение испытания на старение: моделируемое 10-летнее погружение Ni²+ высвобождение в жидкостях тела все еще <0,05 мкг/л;
- Данные реального мира: 120 000 случаев глобального имплантата сообщают о осложнениях, связанных с ионом, связанными с нулевым металлом.
3D-печать и обработка с пятью осевыми
В авиационных, медицинских и высококачественных производственных областях выбор процессов производства бионических запчастей напрямую влияет на производительность, стоимость и надежность продукта. 3D-печать (добавлено производство) и пяти осевая точная обработка (вычитание) имеет свои собственные преимущества и недостатки. Как выбрать?
1. Сравнение затрат: 3D-печать и обработка с пятью осью
(1) Структура затрат 3D-печати (SLM) (2) Преимущества затрат при пяти осевой обработке точности ① Стоимость массового производства значительно снижена Стоимость единицы снижается на 60% с размером партии (более 1000 штук). Не требуется после обработки, и ее можно напрямую добраться до RA0,8 мкм Поверхностная отделка ②optimize использование материала Обработка ближней чистой формы (NNS), скорость отходов <20% Не требуется дорогой металлический порошок, используйте стержневые бланки/кузницы напрямую ③low Сертификация и затраты на соответствие выполнил AS9100D (Aviation), ISO 13485 (медицинский) и другие стандарты Не требуется дополнительная проверка процесса (3D -печать требует отдельной сертификации) 2. Сравнение производительности: точность, сила и надежность (1) Ограничения 3D -печати ① Проблема пористости титановый сплав с печатным сплавом SLM имеет плотность 99,8%, с микропоры (> 0,2%) Жизнь смертности на 20-30% ниже 20% -30% от проблем ②anisotropy Прочность на соединение между слоями очень слаба, а механические свойства оси z уменьшаются на 10-15%. ③ccuracy Limit Оптимальная точность составляет ± 50 мкм, и требуется вторичная обработка ЧПУ для достижения ± 10 мкм (2) Технические преимущества из пяти осевой обработки ① Ультра-высокая точность (5 мкм) подходит в сверхвысоких точных требованиях, таких как лезвия двигателей самолета и медицинские имплантаты ②est Material Properties После ковки устойчивость к усталости титановых сплавов (таких как β-Ti) увеличивается на 30% Нет внутренних дефектов, подходящие для решений динамической нагрузки ③ лучшее качество поверхности непосредственно обрабатывается в RA0,4 мкм (уровень зеркала), без отброса 3. Применимые решения: как выбрать? (1) предпочитает 3D -печать ✅complex Бионические структуры (например, сотовая структура, оптимизация решетки) (2) предпочтительная пять осевых обработок ✅ Высокопричатая аэрокосмические компоненты (например, турбинные лопасти, топливные сопла)
4. Гибридное производство: лучшее решение? (1) 3D-печать грубая пустая пять осевых завершений (2) Динамическая производственная стратегия 📞tel: +86 185 6675 9667 Содержание этой страницы предназначено только для информационных целей. LS-серия не имеет представления или гарантии, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Покупатель несет ответственность за то, чтобы попросить цитату детали, чтобы определить конкретные требования для этих частей. Пожалуйста, свяжитесь с нами для получения дополнительной информации . LS-ведущая отраслевая компания Фокус на пользовательских решениях по производству. С более чем 20-летним опытом работы более 5000 клиентов, мы сосредоточимся на высокой точке обработка CNC , Листовый металл. href = "https://lsrpf.com/3d-printing"> 3D Printing , Инъекционная форма , Metalling, технология LS Это означает, что вы выбирают эффективность, качество и профессионализм.
① Затраты на оборудование и материал
Инвестиции в оборудование: промышленная оценка после лечения, такой как устранение структуры опорной структуры и снижение напряжения, может увеличить общую стоимость на 30-50%
③ Подходящее решение
Прототипирование (быстрая итерация, бесплатная стоимость)
Настройка небольшой партии (<50 кусоч
✅ Быстрая прототипы (1-50 штук, сокращение цикла R & D)
✅ легкие требования (30% экономия веса из-за топологической оптимизации)
summary

📧email: info@longshengmfg.com
🌐website: https://lsrpf.com/ Отказ от ответственности
ls team



