

На токарном станке, краеугольным камнемметаллическая резка, основной привод, который дает ему возможность «есть» металл, называется «инструментом поворота». За этим, казалось бы, простым общим термином стоит большая и сложная семья инструментов. От грубой и мощной цилиндрической обработки, до тонкой скучной глубокой полостей, до точной формирования нитей, каждая конкретная задача поворота соответствует специальному инструменту поворота с другой структурой, углом и материалом.
Будь то традиционные интегральные высокоскоростные стальные инструменты, или современные индексационные вставки из карбида, понимание общего названия «инструмент поворота» и богатый разнообразие и характеристики, лежащие в основе, являются основным ключом к освоению технологии поворота и повышению эффективности и точности обработки. Эта статья предоставит вам систематический анализ токана, который этот «Железный портной» полагается на работу «зубов» - мирТокарные режущие инструментыПолем
Каковы общие названия для токарных режущих инструментов?
Ниже приведено четкое резюмеОбщие названия инструментов токарного станкаи их основная система именования в сочетании с техническими сценариями и практическими приложениями:
1. Обычно используемые имена и технические точки инструментов токарного станка
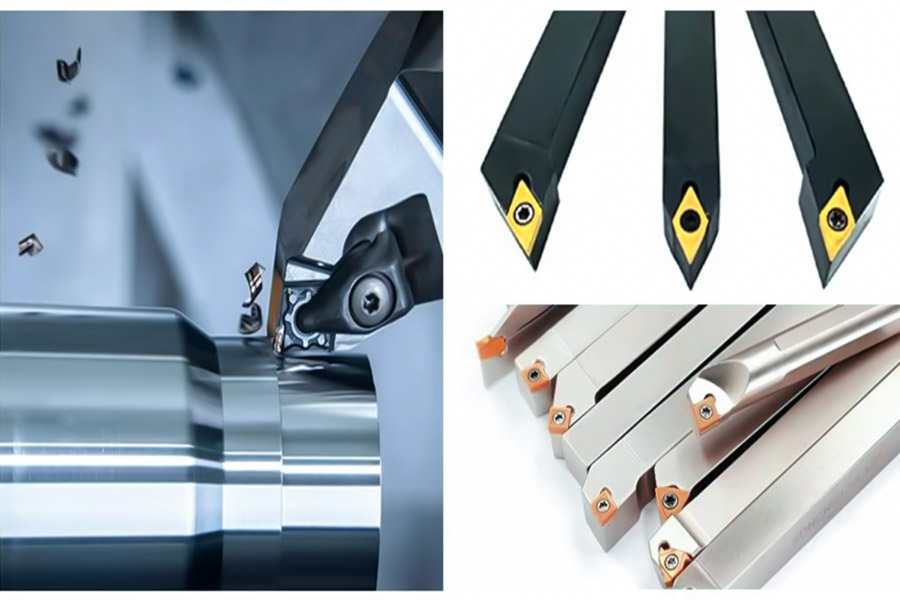
(1) Инструмент внешнего поворота (инструмент поворота)
Основная функция:
Повернув внешний круг, конечную поверхность, конусную и пошаговую поверхность.
В соответствии с основной типологией угла смещения: инструмент смещения 90 ° (хорошая жесткость, ось шага поворота), инструмент колена 45 ° / 75 ° (универсальность с учетом внешнего круга и конечного лица).
Типичная структура:
Резак для тела:углеродистая стальХэнк (экономичный) или карбид хвостовика (высокая вибрационная сопротивление).
Современное мейнстрим: индексируемые вставки (например, стандартная серия ISO CNMG/ DNMG), поддерживая быстрое изменение краев резания.
(2) Резка ножа (инструмент прощания)
Основные параметры:
Ширина бита: 3-6 мм (узкий слот дизайн уменьшает отходы материала).
Специальный материал: лезвие из нержавеющей стали / сплавов титанового сплава (например, вытягивание Tialn, высокая температурная сопротивление).
Специальный дизайн:
Усиление структуры ребра: повысить жесткость корпуса резака и предотвратить вибрацию резки.
Почистка наконечника лезвия: снижает риск разбивания и продлевает срок службы лезвия.
Другойвысокочастотный инструмент поворотаимена и техническое позиционирование
| Тип инструмента | Основная функция | Технические функции |
|---|---|---|
| Инструмент внутреннего поворота (скучный инструмент) | Обработка глубоких отверстий/внутренних стен | Стройная стержня инструмента (соотношение свеса ≤4: 1), микро -лезвия (такие как CCMT) |
| Инструмент поворота потока | Режущая метрическая/имперская нить | Угол наконечника инструмента точно соответствует профилю зуба (60 °, 55 °), высокоскоростной сталь/карбид |
| Инструмент Grooving | Поворот осевой/радиальной канавки | Конструкция с двумя обоюдными (левая и правая подача), чип-выключатель оптимизирует удаление чипа |
| Формирование инструмента поворота | Одноразовый поворот сложных изогнутых поверхностей (сферические/круглые) | Индивидуальная режущая кромка контура, высокая эффективность, но дорогая |
Основная логика системы именования
Функциональное именование:
Непосредственно связано с объектами обработки (например, «цилиндрический», «нить», «вырезать»), чтобы избежать двусмысленности.
Маркировка материала и структуры:
Материал корпуса инструмента (углеродистая сталь/карбид) и тип покрытия (например, олово/тиал) указаны для прояснения сценариев применения.
Параметрическая маркировка:
Ключевые размеры (ширина реза, угла основного смещения) записаны в имени, чтобы повысить эффективность выбора (пример: резак 6 мм).
НазваниеТокарные инструменты - это точная комбинация «функция + структура + параметры«Например,« Инструмент внешнего поворота (карбид, 75 ° Основной угол отклонения) »или« Специальный режущий инструмент из нержавеющей стали с 4 мм ». Основное количество этой системы может быстро сопоставить инструменты с требованиями к обработке и достичь беспроигрышной ситуации эффективности и точности.
Какие инструменты создают внутренние функции?
Ниже приведены основные инструменты, используемые для создания внутренних функций на токарных станках и их ключевых технических параметров, охватывающих ключевые процессы, такие как точное холмейки и внутреннеерезьба резки:
Токарная система инструментов для внутренней обработки поверхности
1. Скучный бар
Основные функции:
Перевержение точного отверстия, коррекция эксцентриситета отверстия, поворот внутренних цилиндрических поверхностей/конусные поверхности
Минимальный диаметр отверстия: до Ø2 мм (ультралерого скучный стержень + микро вставки)
Технические функции:
Вибрационный демпфирование дизайна:
Карбид/хвостовик из тяжелых металлов (плотность ≥16 г/см сегодня)
Отношение свеса ≤4: 1 (пример: обработка глубокого отверстия 50 мм требует диаметра хвостовика ≥12,5 мм)
Вставьте тип:
CCMT060204 (бриллиант 80 °, наконечник R0,2 мм, отделка)
DCMT11T302 (бриллиант 55 °, грубая скучная ударная сопротивление)
Оценка точности:
Обработка отверстий с отверстиями IT7 (± 0,015 мм)
Шероховатость поверхности RA0,8 мкм (зеркало скучно)
2. Инструмент внутреннего потока (инструмент внутреннего потока)
Основная функция:
Резкая метрика/имперская внутренняя нить (слепые/через отверстия)
Стандартный угол зуба: 60 ° (метрика) / 55 ° (имперский)
Технические функции:
Усиленная жесткость держателя инструмента:
Конструкция внутреннего охлаждения (охлаждающая жидкость непосредственно к наконечникам инструмента, удаление чипа и охлаждение)
Спиральный рифленый хвостовик (подавление вибрации для резьбы глубокого отверстия)
Вставьте тип:
16er Ag60 (полная вставка зубов, одна метрическая нить выстрела)
16р 0,5p (V-образный чипформер, подавляет запутывание чипа из нержавеющей стали)
Точность обработки:
Столерантность диаметра центра 6 герб/6H (стандарт GB)
Шероховатость поверхности: RA3,2 мкм (без обрезки края)
Расширенные инструменты: сложная внутренняя обработка поверхности
| Тип инструмента | Функция | Ключевая технология |
|---|---|---|
| Внутреннее инструмент для канавки | Поворот внутренней герметичной канавки/втягивание канавки | Механизм блокировки радиального клина (жесткость увеличилась на 200%) |
| Обратный скучный инструмент | Обработка ступенчатая дыра/внутренняя конечная поверхность | Конструкция обратной подачи (расширение после вставки головки инструмента) |
| Инструмент внутреннего формирования | Поворот внутренней сферической полости поверхности/специальной формы | Индивидуальный профиль лезвия (требуется предварительная симуляция CAM/CAM) |
Золотое правило отбора
«Для небольших отверстий выберите тонкие стержни; для глубоких отверстий выберите уменьшение вибрации; для нитей выберите угол зуба; для точности выберите наконечник инструмента»
Обработка микро-дыры Ø2 ~ 5 мм:
Скучный стержень: вольфрамовая стальная монолитная (упругая модуль ≥ 650 гПа)
Лезвие: TCMT020204 (0,2 мм Угол кончика инструмента)
Обработка внутренних потоков нержавеющей стали:
Покрытие лезвия: композитное покрытие Tialn+MOS₂ (коэффициент трения <0,3)
Скорость резки: VC = 60 м/мин (с эмульсионным внутренним охлаждением высокого давления)
Решения в отрасли Pain Point
| Проблемы | Инструментальные решения | Оптимизация параметров |
|---|---|---|
| Оценки вибрации глубоких отверстий (L/D > 5) | Затухающая вибрация скучная батончик | Подавление амплитуды > 90% (> 2000 Гц) |
| Внутреннее поломка зубов. | Полная лезвия профиля зубов + осевая слоистая резка | Уменьшение глубины резки: 0,5p → 0,1p (тонкая отделка) |
| Мягкая толерантность к шероховатой дыре | Алмазный скучный инструмент + охлаждение керосина | RA может достигать 0,1 мкм (зеркальный сорт) |
Основными инструментами для токарной внутренней обработки поверхности являются скучные резаки и внутренние резьбы, а их производительность зависит от конструкции жесткости стержень инструмента, точности геометрии лезвия и оптимизации динамики резки. Освоение «Технология снижения скучной вибрации микро-отверстия» и «Внутреннее управление формированием внутренних потоков» может пройти 80% внутренних узких мест обработки функций.

Какие инструменты обрабатывают резку потока?
Ниже приведены основные инструменты и технические характеристики длярезка резьбо, покрытие внешних потоков, внутренних потоков и эффективных решений для обработки:
Система резьбы резьбы
1. Инструмент внешнего потока
Основные функции:
Поворот внешние резьбы из частей вала/трубки (метрическая, имперская, трапециевидные нити)
Диапазон обработки: M3 ~ M100+ (далеко за пределами TAP, M30 и выше имеют значительные преимущества)
Технические характеристики:
Точность угла зуба лезвия:
60 ° (метрическая нить)
55 ° (имперская нить Уитворт)
30 ° (трапециевидная нить, такая как TR40 × 7)
Тип структуры:
Индексируемая вставка: основное решение, вставьте пример модели:
16er Ag60 (полная вставка зубов, одноразовая образование M20 × 2,5 потока)
16NR P1.5 (V-образный чип-выключатель, специальный для нержавеющей стали)
Интегральный инструмент карбида: обработка микроордигонов (например, ниже M3)
2. Die Holder
Основные функции:
Зажимные круглое умирают (круглые матрицы).
Применимые сценарии: мастерская по техническому обслуживанию/малая партия M6 ~ M24 потоки
Технические ограничения:
Точность составляет только 7H/7G -уровни (ниже уровня 6 для поворота)
Сила резки зависит от слайда машинного инструмента, чтобы нажать, легко вибрировать
Не применимо: затрудненные материалы, такие как нержавеющая сталь/титановый сплав
Расширенные инструменты: эффективные решения для обработки потоков
| Тип инструмента | Функция | Технические преимущества |
|---|---|---|
| Внутренняя резьба | Поворот орехов/корпуса клапана внутренние нити | Жесткий держатель инструмента + внутренняя конструкция охлаждающей жидкости (применимо к глубоким отверстиям и слепым отверстиям) |
| Резьба измельчающего резака | Пять осевых поворотных и фрезерных соединений для обработки нитей специальной формы | Может обработать нестандартные профили зубов и нити больших шагов |
| Торнадо измельчающая голова | Эффективная партийная обработка винтов/свинцовых винтов | Эффективность резки увеличилась в 5 ~ 8 раз (мульти-лезловая синхронная резка) |
Руководство по выбору инструмента обработки потоков
В соответствии с требованиями материала и точности
| Условия труда | Предпочтительные инструменты | Ключевые параметры |
|---|---|---|
| Внешняя резьба для отделки стальных деталей (IT6 класс) | Индексируемый внешний резак резьбы | Вставка: карбид с покрытием тикна |
| Внутренняя нить глубокого отверстия (L/D> 3) | Внутренняя резьба + панель инструмента для демпфирования вибрации | Скорость резки VC = 25 м/мин |
| Микро нить из нержавеющей стали (M2) | Сплошная карбидная резьба | Угол нагрового угла γ = 15 ° (оптимизация нарушения чипа) |
В соответствии с требованиями к эффективности производства
Одиночный кусок/небольшая партия: внешний резьбовой резак + осевой метод резки (уменьшение глубины резки)
Большая партия: циклоновая фрезеровая головка + мульти-зубчатая резак (образование с одним проходом)
Решения в отрасли Pain Point
| Проблема | Решение для инструментов | Оптимизация параметров |
|---|---|---|
| Вибрация нити | План инструментов снижения карбида | Скорость шпинделя ≤800 об / мин |
| Инструмент из нержавеющей стали | Инструмент внутренней охлаждающей жидкости + EP Смазочное покрытие | Скорость подачи = шаг × 0,95 |
| Очистка корня слепого отверстия | Полное зубное лезвие с канавкой | Угол кончика r ≤0,1p (p = шаг) |
Высокие потоки материала с высокой степенью/трудным процессом → Индексные инструменты переключения потока (внешние резки резьбы/резки внутренних потоков) предпочтительнее
Быстрая обработка стандартных деталей с низким уровнем определения → Ограниченное использование держателей матрицы (только для резьбов из углеродистой стали малого размера)
Высокоэффективное массовое производство → использование Whirling Melling или Threadling Technology
Как определяются инструменты Grooving?
Инструменты Grooving and Cut-Off-это коллективный термин для инструментов, предназначенных для поворота осевых/радиальных канавок на вращающихся поверхностях заготовки или для отключения заготовки. Их основная особенность - значительно ширина головы, чем обычноповоротные инструменты, что позволяет разделить материал и формирование канавки посредством узкой, жесткой режущей кромки.
Техническая классификация и параметры инструментов Grooving
1. Прямой инструмент канавки
Основная функция:
Поворот прямоугольные канавки одинаковой ширины (герметичные канавки, канавки отступления, масляные канавки)
Точная резка (ширина инструмента ≤ 3 мм)
Ключевые технические параметры:
Диапазон ширины канавки: 0,5 ~ 5 мм (ширина головки реза = ширина канавки)
Укрепление края:
Двухсторонняя снятие (анти-щели)
Оптимизация канавки с чипсами (T-тип/V
Точный контроль:
Толерантность к ширине слота ± 0,02 мм (вставка из точной заземления)
Шероховатость канавки нижней поверхности ra≤1,6 мкм
2. V-образный инструмент Grooving
Основная функция:
Обработка декоративных канавок (например, линии антискреи, масляные линии)
Поворот герметичного кольца V-образной канавки(Структура до сжатия уплотнительного кольца)
Ключевые технические параметры:
Угол Стандарт: 90 ° (общее назначение) / 120 ° (тяжелое уплотнение) / 60 ° (точное воздушное уплотнение)
Структура наконечника ножа:
Симметричные двойные края (левая и правая резак под равными углами)
Угол кончика r r r0,1 ~ 0,3 мм (для предотвращения концентрации напряжения)
Сценарий приложения:
Гидравлический поршневый стержень декоративная канавка (90 °)
Канавка для герметизации клапана высокого давления (60 °)
Тип расширения: Специальный инструмент для слота
| Тип | Функция | Технический прорыв |
|---|---|---|
| Инструмент радиального слота | Радиальный подача, чтобы повернуть концом слот для лица | Механизм вращения тела реза (± 90 ° Руководство) |
| Инструмент с внутренним отверстием | Обработка внутреннего настенного кольца канавки | Упругая панель инструментов деформации (автоматическая компенсация глубины слота) |
| Инструмент из многодух | Однократное формирование нескольких параллельных слотов | Регулируемый набор лезвий (расстояние ± 0,05 мм) |
Четыре элемента дизайна инструмента прорезинга
Точность ширины разреза → непосредственно определяет толерантность к ширине слота (± 0,02 мм требует шлифования лезвия)
Жесткость тела инструмента → соотношение ширины к глубине ≥1: 3 (например, глубина слота 5 мм требует толщины тела инструмента ≥15 мм)
Возможность удаления чипа → внутреннее отверстие для охлаждающей жидкости высокого давления непосредственно ударяет на наконечник инструмента (давление> 70BAR)
Передовое покрытие → Tialn (сталь) / бриллиантовое покрытие (нерушительные металлы)
Решения в отрасли Pain Point
| Проблема | Решение для инструментов | Параметры процесса |
|---|---|---|
| Широкая вибрация канавки (> 8 мм) | Шаг с расщеплением чипа | Слоистая резка: каждая глубина резки слоя ≤2 мм |
| Глубокая блокнот с удалением чипа | Внутреннее охлаждение | Смешанное охлаждение воздуха (давление воздуха> 0,8 МПа) |
| Карбид | Отрицательный конструкция угла наклона (γ = -5 °) | Скорость резки VC = 80 м/мин |
Функциональное канавки (герметизация/втягивание) → Выберите резак с прямой канавкой, обратите внимание на точность ширины лезвия и дизайн разрыва чипа
Декоративная/герметичная канавка → используйте резак V-Grove, заблокируйте угловую достойку и отделку поверхности
Условия экстремальных работ (глубокая канавка/трудно обрабатывать материалы) → полагайтесь на механизм радиального подачи и систему внутреннего охлаждения высокого давления

Какие инструменты выполняют точное расставание?
Ниже приведено подробное руководство по техническому анализу и применению дляТочные режущие инструменты, охватывая параметры ядра и логику выбора для решений для промышленного уровня:
Система точного режущего инструмента
1. Инструмент карбидного отсечения
Основные преимущества:
Высокая твердость (HRA ≥ 92) и износостойкость, ожидаемая продолжительность жизни для высокоскоростных стальных режущих инструментов 3 ~ 5 раз
Применимые материалы:нержавеющая сталь, сплавная сталь, титановый сплави другие трудные материалы
Ключевые технические параметры:
Вставьте толщину: 2-4 мм (жесткость в геометрической прогрессии увеличивается с толщиной)
2 мм: точная резак с микросхемами (Ø ≤ 20 мм)
4 мм: тяжелая резка (Ø> 50 мм)
Скорость резки (VC): 30-80 м/мин
Мягкая сталь: 60-80 м/мин
Титановый сплав: 30-40 м/мин (требуется покрытие Tialn)
Технология укрепления краев:
Негативная конструкция угла наклона (γ = -6 °) для улучшения воздействия
Пассивация по краю микронного уровня (против шипения)
2. Инструмент высокоскоростного срезания (инструмент HSS Cut-Off)
Основное позиционирование:
Экономическое решение (1/3 стоимости карбида).
Подходит для мягких материалов, таких как алюминий, мягкая сталь, медные сплавы и т. Д.
Ограничения производительности:
Плохая красная твердость (> 600 ℃ размягчение), ограничивая скорость VC≤40 м/мин.
Недостаточная износостойкость, ожидаемая продолжительность жизни составляет около 20 ~ 30% цементированного карбида.
Основные показатели точной резки
| Параметры | Карбид инструмент | Высокоскоростной стальной инструмент |
|---|---|---|
| Шероховатость поверхности | RA≤1,6 мкм (точная резка) | RA≤3,2 мкм |
| Вертикальность порезанной поверхности | ≤0,02 мм/10 мм | ≤0,05 мм/10 мм |
| Высота заусенца | ≤0,05 мм | ≤0,1 мм |
Ультра-определение решения для резки
Инструмент для обрезания с бриллиантовым покрытием (инструмент PCD Cut-Off)
Применимые сценарии:
Зеркальное разреза бездушных металлов (алюминиевый сплав, медный сплав)
Точная резка композитных материалов/графитовых электродов
Производительный эталон:
Шероховатость поверхности RA≤0,4 мкм
Скорость резки VC = 300-500 м/мин (алюминиевый сплав)
Инструмент керамического отсечения (инструмент керамического отсечения)
Применимые сценарии:
Сухая резка закаленной стали (HRC55+)
Высокоскоростная резка высокотемпературного сплава(Inconel 718)
Технические параметры:
VC = 150-250 м/мин
Наконечник r угол r0,2 мм (чтобы подавить скольжение)
Ключевые параметры для оптимизации процесса
| Проблема | Решение | Регулировка параметра |
|---|---|---|
| Наклонный наклон поверхности | Высота наконечника инструмента ± 0,01 мм калибровка | Спечный стержень ≤1,5 раза ширина инструмента |
| Обертывание чипа | Внутреннее давление охлаждения ≥70BAR | Скорость подачи f ≥0,1 мм/rev |
| Инструмент | Пошаговая слоистая резка | Глубина резки на слой ≤2 мм |
Точная резка требует выбора инструментовОсновываясь на трех измерениях: твердость материала, точность поверхности и бюджет затрат. Карбидные инструменты удовлетворяют 80% промышленных потребностей, а инструменты с алмазным покрытием являются первым выбором для обработки сверхпрочной.

Краткое содержание
Основным названием инструментов режущих токарных станок является инструмент Turning,Но это только отправная точка познания. От сильного инструмента отклонения для внешнего цилиндрического поворота до точного скучного стержня для глубокого диаметра отверстий, от эффективной и гибкой индексационной вставки до инструмента формирования с индивидуальным контуром, «инструмент поворота» на самом деле является центром выполнения обработки металлов, который интегрирует функциональное разнообразие, структурные инновации и материальные технологии. Революция точности и эффективности в современном производстве происходит от углубленного мастерства техническогоХарактеристики поворота инструментовПолем Только путем точного соответствия геометрическим углам, характеристики покрытия и условия труда инструмента могут токарные станки, «металлический танцор», вырезать промышленное искусство на уровне миллиметрового уровня на вращающейся стадии с чипсами в качестве ритма. Понимание инструментов поворота - это понять основную силу поворота технологии.

📞 Телефон: +86 185 6675 9667
📧 Электронная почта: info@longshengmfg.com
🌐 Веб -сайт:https://lsrpf.com/
Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.LS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
LS Команда
LS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьLS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com

Часто задаваемые вопросы
1. Каково стандартное название режущего инструмента токарного станка?
Обычным профессиональным названием для токарных режущих инструментов является инструмент «Поворот», который является исполнительным инструментом, установленным на токарном станке, чтобы повернуть вращающиеся заготовки, и подразделяется в соответствии с его функцией, включающей цилиндрические инструменты поворота, инструменты отсечения, инструменты для резьбы, скучные инструменты и т. Д., Которые вместе предпринимают задачу резки металла и формирование.
2. Как категории категории категории режущих инструментов токарного станка?
Инструменты поворота в основном классифицируются в соответствии с тремя измерениями: функционально они делятся на цилиндрические инструменты поворота (для обработки валов), инструменты для разрыва (для разделения материалов), инструменты поворота (для резки резьбов) и скучные инструменты (для обработки внутренних отверстий); Структура включает в себя сварные, интегральные и зажимываемые машины индексабель (современный мейнстрим); и материал охватывает высокоскоростную сталь, цементированный карбид (доминант), керамика и супер-харда (CBN/Diamond).
3. Какие наиболее распространенные типы инструментов используются на современных токарных станках?
В современном производстве инструменты индексируемой машины по поворотам являются абсолютным основным потоком, в котором используются стандартизированные карбидные вставки (например, модель ISO CNMG120408) и механически закрепляются для достижения быстрого изменения края, с преимуществами, включая более высокую эффективность (без затопка), стабильный срок службы, на 30% меньше (повторно используйте инструмент), и подходит для высокого уровня, подходящего для стабильности. сплавы и другие материалы.
4. Как выбрать поворотные инструменты в соответствии с потребностями в обработке?
Выбор должен следовать правилу треугольника «соответствие материальной функции»: во-первых, в соответствии с материалом заготовки, чтобы определить матрицу инструментов (сталь с карбидом, закаленная сталь с керамикой/CBN, нерухозными металлами с бриллиантом); Затем в соответствии с характеристиками обработки выбора типа функции (инструмент цилиндрического поворота, чтобы повернуть контур, тип постукивания инструментов потока, Grooving Tool Grooving); И, наконец, в соответствии с требованиями оптимизации точности, наконец, параметры оптимизируются в соответствии с требованиями точности (0,2 мм r угла наконечника инструмента для отделки, внутреннее охлаждение высокого давления для достижения зеркальной поверхности RA0,8 мкм).


