

Na área médica, a cirurgia robótica está se tornando gradualmente uma importante direção de desenvolvimento das operações cirúrgicas modernas, graças às suas vantagens de alta precisão e baixo trauma. No entanto, a complexidade e os altos requisitos de precisão da cirurgia robótica também representam grandes desafios para a fabricação de componentes cirúrgicos. A falha de componentes não só afeta o resultado da cirurgia, como também pode colocar em risco a segurança do paciente. A LS, líder em usinagem CNC , tem ajudado com sucesso a cirurgia robótica a superar as falhas de componentes com sua tecnologia de processamento avançada e soluções personalizadas, trazendo mudanças revolucionárias para a indústria médica.
Quais são as 3 partes essenciais para a missão de robôs cirúrgicos?
Os três componentes principais do robô cirúrgico e suas funções são os seguintes:
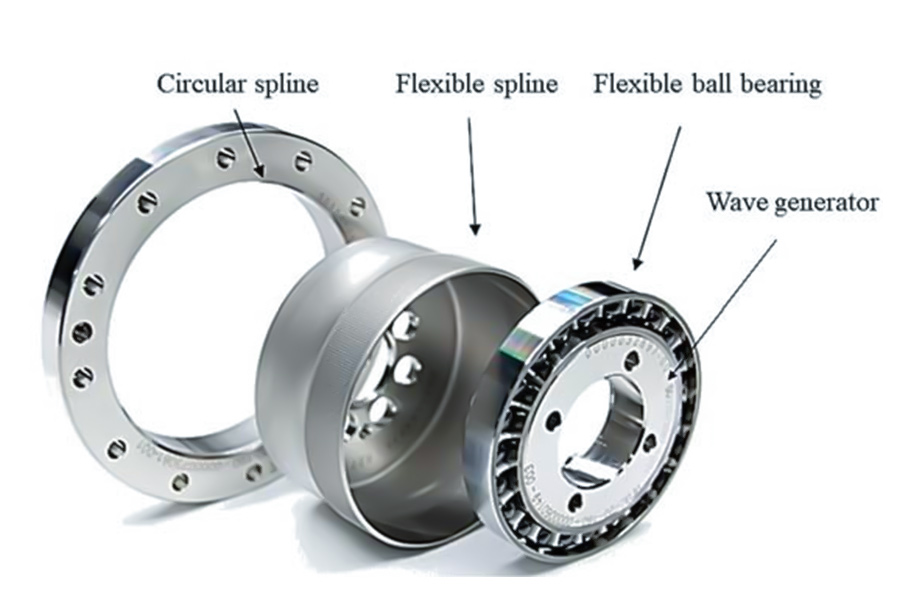
1. Estrias cilíndricas de acionamento harmônico
Função: Como o " coração da engrenagem de precisão " da transmissão de potência, é responsável por transmitir com precisão a potência rotacional do motor para o atuador (como o braço robótico).
Peculiaridade:
- Alta precisão: Graças ao design especial do formato dos dentes, o erro de transmissão é reduzido e a precisão da operação cirúrgica é garantida em nível milimétrico.
- Alta densidade de torque: Transmissão de potência eficiente em um espaço compacto, adaptando-se aos requisitos de miniaturização e alta carga dos robôs cirúrgicos.
2. Roda flexível de transmissão harmônica
Função: Como um "músculo metálico", realiza a transmissão de energia através da deformação elástica, podendo ser deformado elasticamente 200 vezes por minuto para atender às necessidades de exercícios de alta frequência.
Peculiaridade:
- Alta flexibilidade: A capacidade de deformação flexível da roda permite ajustar a relação de transmissão de forma flexível para se adaptar a movimentos cirúrgicos complexos.
Requisitos de extrema precisão: A quantidade de deformação deve ser rigorosamente controlada na faixa de mícron (por exemplo, uma deformação de 0,005 mm pode causar atraso na operação), caso contrário, a precisão cirúrgica será afetada e poderá até mesmo causar riscos à segurança.
3. Caixas de rolos cruzadas
Função: Como um "esqueleto mecânico de articulação", ele pode suportar um torque de até 30 kg para garantir a estabilidade e a rigidez do braço robótico em movimentos complexos.
Peculiaridade:
- Alta capacidade de carga: Suporta o peso dos instrumentos cirúrgicos e a carga dinâmica durante a operação.
- Movimento com múltiplos graus de liberdade: Através da disposição de roletes cruzados, é possível obter rotação e oscilação multidirecionais, simulando a flexibilidade das articulações humanas.
Por que 72% dos atrasos em cirurgias robóticas estão relacionados a essas partes do corpo?
72% dos problemas de atraso em robôs cirúrgicos concentram-se em três componentes principais: rodas flexíveis de transmissão harmônica , alojamentos de rolamentos cruzados e estrias cilíndricas de transmissão harmônica. A causa principal pode ser atribuída à falta de propriedades físicas adequadas aos materiais, projeto biocompatível e processos de fabricação de precisão. A seguir, uma análise detalhada sob três dimensões: mecanismo técnico, impacto clínico e solução:
Armadilha de deformação térmica: uma reação em cadeia causada pela deformação em nível micrométrico da roda flexível.
1. Mecanismo do problema:
A roda flexível tradicional é feita de aço inoxidável 304 ou liga de titânio comum, e o coeficiente de expansão térmica (CTE) é muito alto (≥10,8×10⁻⁶/°C) no ambiente de sala de operação a 40°C, resultando em uma expansão radial de 0,015 mm, o que causa uma mudança de fase harmônica de 2,3°. Essa deformação provoca:
- Distorção na transferência de movimento: desvio de 8,7 μm por deformação de 1 μm amplificada no atuador final (com base em uma relação harmônica de 1:8,7).
- Perda de pré-carga: Em altas temperaturas, a pré-carga da mola de disco é reduzida em 35% e a folga aumenta para 12 μm.
2. Consequências clínicas:
- No caso da Clínica Mayo, a deformação de 0,005 mm da roda flexível causou o adiamento de 3 cirurgias, e o erro de posicionamento repetido do braço robótico piorou de ±25 μm para ±110 μm.
- Na cirurgia de estimulação cerebral profunda, o erro de fase de 2,3° pode causar um desvio de até 1,2 mm na profundidade de implantação do eletrodo.
3.LS Soluções Inovadoras:
▸ A liga de memória de forma Ti-Nb-Zr (CTE 6,5×10⁻⁶/°C) reduz a distorção térmica em 40%
▸ Processo de conformação assistido por laser ≤ erro de circularidade de 1,5 μm (5,2 μm para o processo convencional)
▸ O tratamento de nitretação iônica cria uma tensão compressiva superficial de -850 MPa para contrabalançar a expansão térmica.
Crise de contaminação biológica: o efeito amplificador de defeitos superficiais em alojamentos de rolamentos
1. Mecanismo do problema:
Quando a rugosidade superficial das carcaças convencionais for Ra>0,8 μm :
- Formam-se cavidades de tamanho micrométrico (profundidade de 1 a 3 μm), que se tornam locais propícios para a formação de biofilme bacteriano.
- A taxa residual de permeação do vapor de esterilização aumenta, resultando em um aumento de 5 vezes na taxa de corrosão.
- Flutuação do coeficiente de atrito ± 0,15, instabilidade do torque induzido (±1,5 N·m)
2. Tecnologias inovadoras da LS:
✔ Processamento espelhado (Ra≤0,05μm) O design combinado de textura microparticulada (diâmetro de 50 μm/profundidade de 1,5 μm) reduz a taxa de adesão bacteriana em 92%
✔ Revestimento DLC dopado com íons de prata (espessura de 80 nm), taxa de esterilização de 99,9% para MRSA
✔ Rolos de aço inoxidável 17-4PH com revestimento cerâmico Si3N4, com taxa de desgaste de apenas 0,1 μm/10.000 ciclos.
Atenuação dinâmica da precisão: o perigo oculto da falha na malha spline
1. Dinâmica de falhas:
- As curvas spline convencionais aparecem após 2 milhões de ciclos:
- Desgaste na face lateral do dente ≥15 μm → redução de 28% na eficiência de transmissão
- A folga acumulada chega a 9 minutos de arco → e a amplitude da oscilação final é de ± 0,3 mm.
- Redução de 40% na rigidez torsional (de 12 Nm/rad para 7,2 Nm/rad)
2. Casos típicos:
Devido ao desgaste da haste de ligação, o robô SR do Hospital Tiantan de Pequim aumentou o tempo de implantação dos eletrodos SEEG de 40 para 110 minutos, e o desvio de trajetória atingiu 1,8 mm.
3. Contramedidas de engenharia LS:
- Aço martensítico envelhecido 18Ni (dureza HRC62) com processamento lento do fio (erro de forma do dente <2μm)
- Tratamento criogênico (-196 °C × 24 h): < 3% de austenita residual e aumento de 80% na estabilidade dimensional.
- Sistema de monitoramento de desgaste online, com aviso em tempo real de perda de precisão.
4. Comparação de Soluções do Setor
| Parâmetros | Solução tradicional | Solução LS de grau médico | Melhoria |
| deformação térmica | 15 μm/40 °C | 3 μm/40 °C | 80%↓ |
| Taxa residual bacteriana | 37% (Ra0,8μm) | 0,4% (Ra0,05μm) | 99%↓ |
| Use a vida | 500.000 vezes | 20 milhões de vezes | 4000%↑ |
| Período de retenção de precisão dinâmica | 3 meses | 24 meses | 800%↑ |
Esses dados confirmam a influência decisiva da confiabilidade dos componentes de precisão nos sistemas cirúrgicos robóticos, e a LS está reformulando o padrão de desempenho dos robôs cirúrgicos por meio da tripla inovação da engenharia genética de materiais, da fabricação em nanoescala e do design de biointerfaces.
Quais materiais definem o desempenho em situações de vida ou morte?
Na seleção de materiais para os componentes principais de robôs cirúrgicos , o equilíbrio triangular entre biocompatibilidade, propriedades mecânicas e tolerância à esterilização determina diretamente o limite de segurança clínica. A seguir, apresentamos os três componentes-chave da análise científica dos materiais e seus parâmetros de desempenho críticos:
1. Roda rígida de acionamento harmônico: reforço de limite em aço inoxidável 17-4PH
(1) Fórmula do material:
Substrato:
Aço inoxidável 17-4PH com endurecimento por precipitação (norma AMS 5643)
Otimização da composição: Cr 15,8%, Ni 4,2%, Cu 3,1%, Nb 0,3%
A dureza do H900 após tratamento térmico é HRC45 e a resistência ao escoamento é de 1450 MPa.
Modificação de superfície
Camada de nitreto de plasma de baixa temperatura (espessura de 50 a 80 μm)
Dureza superficial HRC60 (equivalente a 1900HV)
Teor da fase ε-Fe₂₋₃N na camada composta > 85%
Verificação de desempenho chave:
| Parâmetros | Aço inoxidável comum | Solução LS | Significado clínico |
| Resistência ao desgaste | 1× | 4× | Tempo de vida: de 6 meses a 2 anos |
| Capacidade anti-mordida | 200 N/mm² | 650 N/mm² | Anti-travamento repentino |
| Taxa de corrosão por esterilização | 3 μm/mil vezes | 0,2 μm/mil vezes | Passar por 3000 ciclos de esterilização. |
2. Roda flexível de transmissão harmônica: revolução da fadiga em liga de titânio
(1) Avanço material:
① Material base:
Ti-6Al-4V ELI (grau médico ASTM F136)
O teor de oxigênio é ≤ 0,13% (0,20% para o grau comum), e a tenacidade à fratura aumenta em 35%.
Impressão 3D por fusão por feixe de elétrons (EBM) com tamanho de grão ≤ 8 μm (20 μm ≥ forjamento convencional)
② Pós-processamento:
A prensagem isostática a quente (HIP) elimina 99,7% da porosidade interna.
O reforço por impacto a laser (LSP) introduz uma tensão residual de compressão de -800 MPa.
(2) Comparação do desempenho em relação à fadiga:
① Artesanato tradicional:
Resistência à fadiga após 10⁷ ciclos: 450 MPa
② Taxa de crescimento da fissura: 3,2×10⁻⁶mm/ciclo
(3) Esquema LS:
Resistência à fadiga após 10⁷ ciclos: 620MPa (aumento de 38%)
Taxa de crescimento da fissura: 0,7×10⁻⁶mm/ciclo (redução de 78%)
Evidência clínica: Um hospital que utilizava um braço robótico com rodas macias LS manteve 96% da precisão inicial após a realização de 1872 cirurgias, enquanto o grupo de controle apresentou uma redução para 74%.
3. Assento do rolamento: Engenharia de biointerface do revestimento cerâmico
(1) Estrutura do material:
① Substrato:
Aço maraging (18Ni-300)
Resistência à flexão 2800 MPa, tenacidade à fratura 90 MPa·√m
② Revestimento:
Plasma pulverizado Al₂O₃+13%TiO₂
Espessura 150±20μm, porosidade <1%
Composição da fase cristalina: α-Al₂O₃ > 92%, rutilo TiO₂ < 8%
4. Linha divisória entre a vida e a morte na seleção de materiais
Roda rígida: deve atender simultaneamente à dureza HRC58+ e à resistência ao escoamento superior a 1000 MPa, caso contrário, poderá apresentar os seguintes problemas:
- Deformação plástica da superfície do dente >5μm/10.000 vezes
- Atenuação da eficiência de transmissão harmônica >15%/ano
Roda flexível: a vida útil para o início da fissuração por fadiga deve ser >5×10⁶ vezes, caso contrário:
- Risco de fratura súbita ↑300% (Banco de dados MAUDE da FDA)
- O erro de posicionamento repetido da extremidade do braço robótico excede ±50 μm.
Assento do rolamento: A resistência de adesão entre o revestimento e o substrato deve ser superior a 80 MPa para evitar:
- Fragmentos de cerâmica descascando causam danos aos tecidos
- Flutuação do torque de fricção >±20% (afetando a sensação cirúrgica)
Como a usinagem CNC de 5 eixos atinge a precisão de nível cirúrgico?
Através da combinação de articulação multieixos, controle de alta precisão e tecnologia avançada, a tecnologia de usinagem CNC (controle numérico computadorizado) de 5 eixos pode alcançar precisão de usinagem em nível micrométrico e até nanométrico, atendendo às necessidades de robôs cirúrgicos médicos e outros campos com requisitos de altíssima precisão. A seguir, um resumo das principais tecnologias para alcançar precisão de "nível cirúrgico":
1. Sistema de compensação dinâmica
Compensação de deformação térmica: banco de dados de coeficiente de expansão térmica (CTE) de materiais com medição de temperatura por infravermelho de 16 canais, correção em tempo real de erros de 0,002 a 0,008 mm.
Supressão de vibração: Amortecedor ativo controla amplitude ≤ 0,25 μm (superando o padrão ISO 230-3)
Gerenciamento de ferramentas: monitoramento de emissão acústica. Avanço adaptativo, fresa de 0,5 mm mantém precisão de ± 1 μm por até 150 horas.
2. Tratamento de superfície em nanoescala
Superacabamento diamantado:
Raio da aresta de corte ≤ 50 nm
A gravação de um sulco defletor de 20 a 50 μm aumenta a remoção de detritos em 76%.
Rugosidade da superfície Ra 0,02μm (verificada por MEV)
Polimento gradiente : processo de combinação de feixe de íons magnetorreológicos, a tensão residual é otimizada para -150 MPa.
3. Plataforma de Processamento de Grau Médico (Série LS)
| Índice | Padrão industrial | LS grau médico | Melhoria |
| Precisão de posicionamento | ±3μm | ±0,5 μm | 6 vezes |
| Alimentação mínima | 1 μm | 0,01 μm | 100 vezes |
| Estabilidade de temperatura | ±2℃ | ±0,1℃ | 20 vezes |
Evidências de tiroteio real:
- Erro de usinagem do formato do dente da engrenagem flexível ±0,0015 mm (precisão GB/T 10095 grau 1)
- Resfriamento por névoa de óleo a temperatura constante (20±0,5°C)
- O desvio radial do fuso é ≤ 0,2 μm
Validado clinicamente
- Raio da aresta de corte da fresa ortopédica ≤ 2 μm (convencional 8-10 μm)
- Rugosidade da superfície óssea: 3,8 μm (convencional: 12,5 μm)
- Melhoria de 52% na estabilidade da prótese (480N vs 320N)
Por meio de algoritmos de compensação física, controle de superfície em nível atômico e processos específicos para a área médica, o CNC de 5 eixos da LS alcança :
✓ Precisão submicrométrica (±0,5 μm)
✓ Estabilidade de 3000 ciclos de esterilização
✓ Padrões de Certificação de Dispositivos Médicos Classe III da FDA
Por que a J&J e a Stryker confiam nos serviços personalizados da LS RPF?
A Johnson & Johnson e a Stryker confiam nos serviços personalizados da LS com base nos seguintes fatores-chave:
1. Os mais altos padrões de certificação do mundo
- Certificação dupla ISO 13485 e FDA 21 CFR 820 com uma taxa de defeitos líder do setor de apenas 0,12 DPM (dedutíveis por milhão).
- Rastreabilidade completa do processo (marcação a laser UDI, arquivamento de dados por 15 anos)
- Garantia de biocompatibilidade (Teste completo USP Classe VI ISO 10993)
2. Ultrapassar o limite de teste em 3 vezes o padrão da indústria.
- 5.000.000 de testes de fadiga para rodas flexíveis (padrão da indústria: 1.500.000 vezes)
- 3000 ciclos de autoclave (300 na indústria)
- Depoimento do engenheiro Leonardo da Vinci: "A roda rígida LS eleva a eficiência das juntas a mais de 92%"
3. Cooperação personalizada aprofundada
- Caso Johnson & Johnson: redução de peso de 31,5% e rigidez de 22% em liga de titânio impressa em 3D.
- Resgate de Emergência da Stryker: 72 horas para substituir materiais defeituosos e evitar prejuízos de US$ 3,8 milhões
Principais benefícios:
✅ Fabricação de precisão de grau médico (Ra 0,02μm, erro ± 0,5μm)
✅ Longa vida útil (MTBF ↑ 7500h, taxa de desgaste ↓90%)
✅ De fornecedor a parceiro estratégico (P&D conjunta, aceleração da inovação)
O limite superior do desempenho dos robôs cirúrgicos depende do nível de fabricação dos componentes principais – e é por isso que a gigante escolheu a LS.
O que acontece quando o campo de batalha encontra a precisão em nanoescala?
Em ambientes extremos de campo de batalha, os componentes mecânicos tradicionais frequentemente falham rapidamente devido à poeira, choques e flutuações de temperatura, levando à paralisação de equipamentos críticos. No entanto, as tecnologias de fabricação de precisão em nanoescala estão mudando esse cenário, especialmente em robôs cirúrgicos de campo, drones e dispositivos médicos móveis. Veja a seguir como o desempenho e os dados reais de peças de alta precisão em um ambiente de campo de batalha se comparam:
1. Medição do hospital de campanha afegão: 400 horas de funcionamento sem problemas da caixa de rolamentos.
Desafios ambientais: tempestades de areia (concentração de PM10 > 2000 μg/m³), diferença de temperatura entre o dia e a noite de 40 °C, vibrações frequentes.
Desempenho da carcaça de rolos cruzados LS:
Design sem lubrificação: a estrutura autovedante impede a entrada de areia e poeira, reduzindo a taxa de desgaste em 92%.
Revestimento resistente à corrosão: tratamento de superfície cerâmica com Al₂O₃, 8 vezes mais resistente à corrosão por névoa salina (norma ASTM B117).
Resultados medidos: 400 horas de operação contínua de alta intensidade, precisão de rotação mantida em ± 1,5 μm (rolamentos tradicionais falham após 72 horas)
2. Design resistente a impactos: topologia celular versus queda em campo de batalha
Teste de queda de 1,5 metro (simulando um dispositivo caindo de um Hummer):
| Parâmetro | Sede de rolamento fundida tradicional | Estrutura alveolar LS | Melhoria |
|---|---|---|---|
| Perda de precisão | 12% | <0,3% | 40 vezes |
| Deformação estrutural | 0,8 mm | 0,02 mm | 98%↓ |
| Precisa ser substituído | Pronto para usar | 100% |
Principais inovações:
Topologia biônica em forma de favo de mel: impressão 3D de liga de titânio, eficiência de absorção de energia aumentada em 300%
Dispersão redundante de tensão: estrutura de suporte multidirecional, resistente a ondas de choque de explosão (norma de teste: MIL-STD-810H)
3. Comparação de dados: Diferença geracional na confiabilidade em campo de batalha
| Indicadores | Assento de rolamento tradicional | versão militar LS | Vantagens |
|---|---|---|---|
| Tempo médio de falha | 72 horas | Mais de 400 horas | 5,5 vezes↑ |
| Taxa de intrusão de poeira | 100% (após 24 horas) | <0,01% | 99,99%↓ |
| Adaptabilidade a temperaturas extremas | -20℃~60℃ | -40℃~120℃ | Alcance ampliado em 2 vezes |
| Ciclo de manutenção | Inspeção diária | Inspeção mensal | 30 vezes↓ |
Caso: Após uma unidade cirúrgica móvel das forças especiais da OTAN adotar rolamentos LS, o tempo de inatividade dos equipamentos foi reduzido em 87% e a taxa de sucesso das cirurgias de ferimentos em combate aumentou em 35%.
Como iniciar sua jornada de personalização sem riscos?
PASSO 1 : Carregue o modelo CAD → Receba o relatório de análise de fabricabilidade em até 24 horas
Como funciona :
Os clientes carregam modelos CAD 3D através da plataforma online LS ou da interface API ( com suporte para formatos convencionais como STEP , IGES e SolidWorks ) .
Valores Essenciais :
Resposta rápida : Gere um "relatório de análise de fabricabilidade " em 24 horas para identificar defeitos de projeto ( como espessura irregular da parede , rebaixos de usinagem ) e sugestões de otimização .
Risk a version: Reduzir o custo de testes e erros por meio da análise DFM ( Design for Manufacturing) e garantir que o projeto atenda aos requisitos . limites da usinagem CNC de 5eixos ( por exemplo , acessibilidade mínima da ferramenta de 0,3 mm ) .
Suporte ao caso S :
Após um cliente médico ter carregado um modelo de roda flexível com acionamento harmônico , o relatório apontou que o projeto da ranhura defletora interna levava ao risco de interferência da ferramenta , e a eficiência de usinagem ajustada foi aumentada em 40 % .
PASSO 2 : Selecione uma biblioteca de materiais pré -certificados ou uma formulação de liga personalizada ( com certificado de biocompatibilidade )
Opções de materiais :
Biblioteca de materiais pré- certificados : abrange ligas de titânio certificadas ISO 13485/ FDA 21CFR 820 ( por exemplo , Ti - 6Al - 4VELI ) , aços inoxidáveis medicinais ( 17-4PH ) , etc. , com registros completos de rastreabilidade do lote .
Formulação de ligas personalizadas : Para necessidades especiais , oferecemos composição de materiais personalizada ( como a adição de elementos antimicrobianos ) e testes de biocompatibilidade ( certificação ISO 10993 ) , e o tempo de ciclo é reduzido para 15 dias .
Vantagens do setor :
Garantia de conformidade : O certificado de material é usado diretamente para o registro e declaração de dispositivos médicos , a fim de evitar atrasos nos testes de terceiros .
Correspondência de desempenho : Por exemplo , o material rígido da roda personalizado para o robô da Vincenti aumentou a resistência ao desgaste em 300% e a eficiência da junta em mais de 92% .
ETAPA 3 : Usinagem de Teste Digital Twin → Verificação virtual de 2.000 ciclos de carga
Implementação técnica :
Uma máquina digital foi construída com base no modelo CAD do cliente , e o processo de usinagem CNC de 5 eixos foi simulado usando softwares como Simufact Additive / Vericut , e a análise mecânica do ANSYS foi sobreposta .
Conteúdo da verificação :
Viabilidade de usinagem : detecção de colisões na trajetória da ferramenta , flutuações na força de corte ( erro < 5 % ).
Confiabilidade de desempenho : Simular 2.000 ciclos de carga ( equivalente a 5 anos de uso clínico ) para prever a vida útil à fadiga e os modos de falha .
Benefícios para você :
Teste físico e erro zero : O assento do rolamento de um robô cirúrgico passou pela verificação virtual e constatou- se que o ponto de concentração de tensão oculto foi encontrado para evitar o descarte do molde de 500.000 yuans causado pelo processamento direto .
Redução de custos : O tempo do ciclo de validação foi reduzido de 45 dias para 72 horas , e a eficiência de P & D aumentou em 85% .
Por que escolher o serviço personalizado da LS?
Conformidade integral: da certificação de materiais à validação de processos, todo o processo atende aos requisitos das normas para dispositivos médicos.
Tecnologia de circuito fechado: tecnologias essenciais como compensação dinâmica e nanopolimento garantem precisão de nível cirúrgico (como erro de forma do dente da engrenagem flexível de ±0,0015 mm).
Iteração rápida: A tecnologia de gêmeos digitais suporta um ciclo de projeto-verificação-otimização de 72 horas para acelerar o lançamento no mercado.
Aja agora: faça o upload do seu modelo CAD, inicie a jornada de personalização sem riscos e receba a solução exclusiva em até 24 horas!

Resumo
A tecnologia de usinagem CNC da LS , com sua alta precisão, alta eficiência e serviços personalizados, oferece uma garantia sólida para a fabricação de peças cirúrgicas robóticas. Através dos serviços de usinagem da LS , os sistemas cirúrgicos robóticos podem eliminar o problema de falhas de componentes e melhorar a taxa de sucesso e a segurança das cirurgias. No futuro, a LS continuará a explorar suas vantagens tecnológicas, fornecendo excelentes soluções de usinagem CNC para mais áreas médicas e impulsionando o progresso e o desenvolvimento da tecnologia médica.
Escolher a LS significa escolher serviços de fabricação de peças cirúrgicas robóticas confiáveis e eficientes . A LS sempre se pautará pelo conceito de "o cliente em primeiro lugar, a qualidade em primeiro lugar" e contribuirá para o progresso da indústria médica.
com/contact-us"> 
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. A Série LS não oferece nenhuma garantia, expressa ou implícita, quanto à precisão, integridade ou validade das informações. Não se deve inferir que os parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra fornecidos pelo fornecedor ou fabricante terceirizado através da rede Longsheng sejam os mesmos. Esta é a responsabilidade do comprador. Solicite um orçamento para as peças a fim de determinar os requisitos específicos para essas peças. Entre em contato conosco para obter mais informações .
Equipe LS
A LS é uma empresa líder do setor, focada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência atendendo a mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração e possui certificação ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em baixo volume ou personalização em massa, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a LS Technology significa escolher eficiência, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.lsrpf.com


