¿Cómo ayudamos a los clientes a reducir los costos en un 35% y reducir los plazos de entrega?
Escrito por
Gloria
Publicado
Mar 13 2025
Mecanizado de engranajes
Síganos
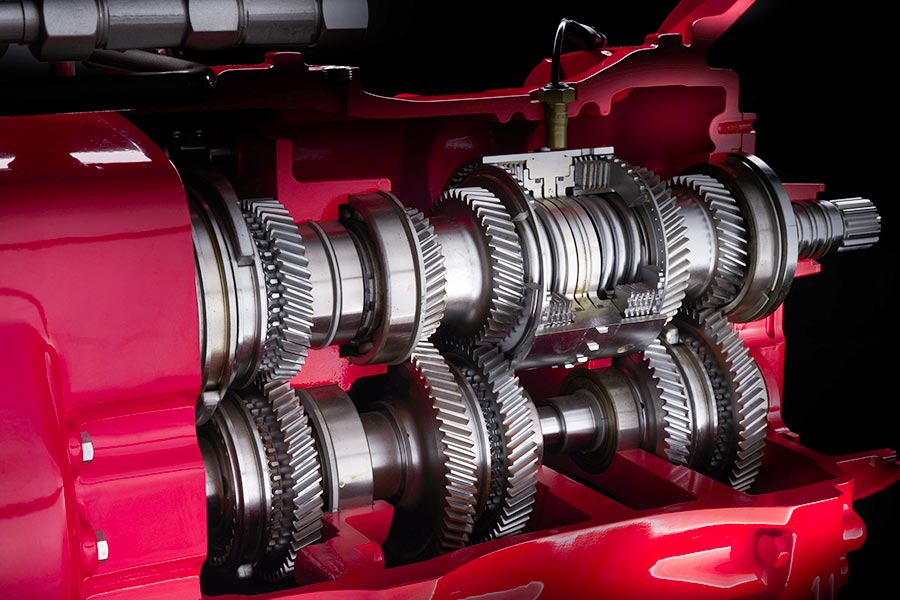
El engranaje, como componente principal de transmisión de maquinaria y equipo, influye directamente en la competitividad del producto final en términos de eficiencia de producción y control de costos en el contexto de la creciente competencia en la manufactura global. El nivel tecnológico y la capacidad de control de costos de una empresa de fabricación de engranajes son clave para determinar su competitividad.
Ante la contracción de la cadena de suministro global y la urgente demanda de productos rentables por parte de los clientes, LS Company maximiza la eficiencia de los recursos de toda la cadena de fabricación de engranajes mediante tecnología innovadora de fabricación de engranajes y un sistema de producción inteligente. El éxito ha ayudado a varios clientes a lograr importantes reducciones en los costos de producción en un 35 % y en los ciclos de entrega en más del 50 %. Este artículo analizará cómo la empresa LS puede superar los problemas de la fabricación tradicional de engranajes. src="https://www.lsrpf.com/webSite_img/i/2025/03/13/qz8jar-2.gif" alt="Fabricación y procesamiento de engranajes" width="524" height="299">
¿Cómo se fabrican los engranajes?
1.Selección de materiales y conformado de piezas brutas data-v-7b79c893="">Los materiales para engranajes requieren alta resistencia, resistencia a la abrasión y resistencia a la fatiga, comúnmente con acero aleado (p. ej., 20CrMnTi), acero inoxidable o aleación de titanio.El método de conformado de piezas brutas incluye:
Forjado: Mediante conformado o forjado libre, se forma una pieza casi final, lo que reduce la cantidad de corte posterior y aumenta la tasa de utilización del material.
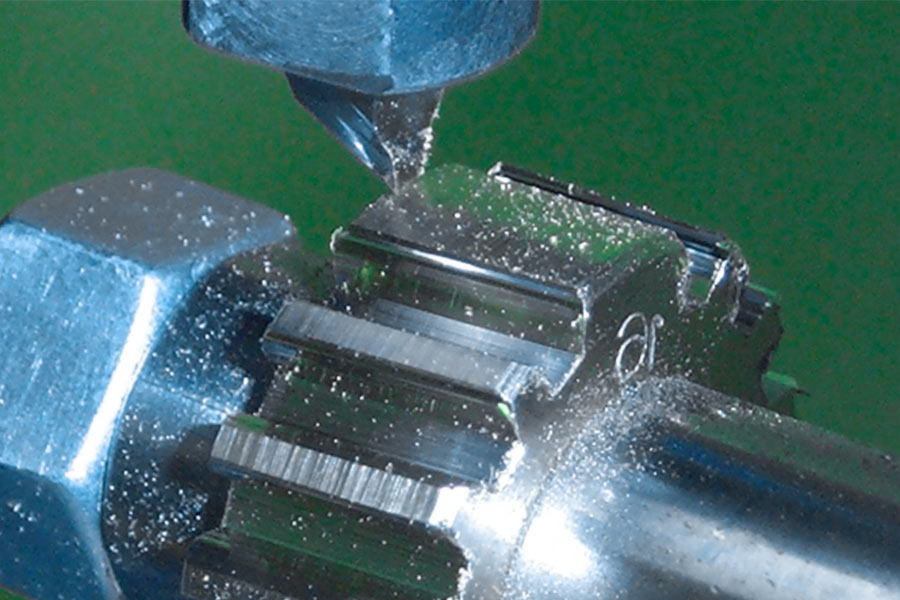
El núcleo del mecanizado de engranajes reside en el mecanizado del perfil de los dientes. Las principales técnicas de mecanizado incluyen:
Corte de engranajes: Mediante herramientas de corte rotativas y el engrane de piezas, se logra una producción eficiente de una gran cantidad de engranajes cilíndricos con un índice de precisión ISO 6336-3.
Conformado de engranajes: Adecuado para dientes interiores y dobles, alta flexibilidad de mecanizado, pero menor eficiencia de mecanizado que la fresa madre.
Fresado de engranajes CNC: Basado en un sistema de control, el mecanizado eficiente de engranajes angulares helicoidales complejos es adecuado para la personalización de lotes pequeños.
Impresión 3D (Fabricación Aditiva): Una tecnología emergente que fabrica engranajes huecos o estructuras irregulares que no pueden procesarse con los métodos tradicionales, fundiendo polvos metálicos capa por capa.
3.Tratamiento térmico y refuerzo de superficies.
Carburación y temple: Mejora la dureza superficial de los engranajes (p. ej., 62-65 HRC), mantiene la tenacidad del núcleo y es adecuado para condiciones de carga pesada.
Endurecimiento por inducción: Temple por calentamiento local, ahorro de energía, mínima deformación, comúnmente utilizado en engranajes de automóviles.
La pulverización de recubrimientos de alta dureza (como WC Co) sobre la superficie del engranaje puede aumentar la resistencia a la abrasión.
Recubrimiento de superficies por láser: La pulverización de recubrimientos de alta dureza (como WC Co) sobre la superficie del engranaje puede aumentar la resistencia a la abrasión.De 5 a 8 veces y una vida útil de más del triple.
¿Cuál es la eficiencia y el costo de la fabricación tradicional de engranajes?
Grave cuello de botella en la eficiencia
1. El proceso es largo:
La fabricación tradicional de engranajes se basa en procesos discretos como la fundición, la forja y el corte. Por ejemplo, los engranajes de las cajas de cambios de automóviles requieren tallado en molde (2 semanas), moldeo en bruto (3 días), mecanizado en bruto (5 días), tratamiento térmico (2 días), mecanizado de precisión (3 días) e inspección (2 días), y todo el proceso toma 15-20 días. Mientras que el mecanizado CNC moderno puede reducirse a 3-5 días.
2. Baja tasa de utilización de material:
Durante la fundición en arena de engranajes de fundición, el líquido metálico contenido en el molde debe enfriarse y eliminarse. Es fácil causar contracción y defectos de porosidad en el molde, lo que resulta en un desperdicio de material de hasta un 30%-40%. En el proceso de fabricación tradicional, la tasa de utilización integral de materiales es de tan solo el 55%-65%, mientras que la tasa de utilización combinada de la fabricación aditiva moderna puede superar el 90%.
3. Existe una alta dependencia de la energía y la mano de obra:
Los talleres de forja requieren altas temperaturas (como 1200 grados Celsius para la forja) y un consumo de energía que representa entre el 15% y el -20% del costo de producción; los dientes artificiales (como los de bruñido y afeitado) son lentos y solo pueden procesar de 10 a 15 piezas por hora, lo que dificulta el cumplimiento de pedidos grandes.
Alta rigidez de la estructura de costos
1.
Los costos fijos representan una proporción alta:
2.Tasa de desguace y costos de reparación:
Debido a la porosidad y las inclusiones, la tasa de desperdicio de los engranajes fundidos tradicionales puede ser del 10 al 15 por ciento, lo que requiere una inversión adicional de $200 a $500 por tonelada para la reparación de la soldadura o el tratamiento de chatarra.La desviación de tamaño debido a la deformación después del tratamiento térmico (por ejemplo, desviación del diente >0,05 mm) requiere mecanizado de precisión secundario con un Aumento del 10% al 20% en los costos de procesamiento.
3.Los costos ocultos han aumentado:
Los procesos tradicionales tienen altas emisiones de carbono (p. ej.,Las emisiones de CO2 de las fundiciones son de aproximadamente 1,2 toneladas por tonelada de piezas fundidas y se enfrentan a sanciones regulatorias ambientales y a la presión de los impuestos al carbono. La colaboración entre múltiples procesos genera largas distancias logísticas, baja rotación de inventario y costos de almacenamiento de entre el 5 % y el 8 % de los costos totales.
Caso LS 1: El mantenimiento de emergencia de una caja de cambios de aviación para una empresa francesa requiere entrega en 72 horas.
1. Problemas del cliente
Crisis de cierre: Se han desactivado componentes clave de la caja de engranajes para helicópteros, lo que podría tardar hasta 12 semanas y costar hasta 500.000 € al día si se utilizan procesos mecánicos y de fundición tradicionales.
Requisitos de calidad: Deben cumplir con los estándares de aviación (trazabilidad del material, dureza HRC 60) y ser compatibles con los sistemas de ensamblaje existentes.
El beneficio por artículo individual aumentó en 560 €.
4. Resultado final:
Los clientes evitaron pérdidas por tiempo de inactividad de 40,5 millones de euros y pagaron comisiones de procesamiento de tan solo 160.000 euros, lo que generó un beneficio neto de 40,34 millones de euros.
LS logra un margen bruto del 35 % (700 € por unidad de margen bruto) gracias a una estrategia premium.
Seguiremos encargando a LS las reparaciones de emergencia y la producción en masa de repuestos durante los próximos tres años. Años.
Caso LS 2: Los fabricantes indios de equipos agrícolas necesitan mejorar los materiales de los engranajes para lograr el objetivo de prolongar su vida útil 5 veces.
Puntos críticos del cliente
Alta tasa de fallas:Engranaje de hierro fundido en ambientes húmedos y polvorientos, tasa de falla de hasta un 30%, lo que resulta en tiempos de inactividad frecuentes durante la operación.
Presión de costos: Los costos de mano de obra de mantenimiento representan el 40% de los costos totales de mantenimiento y el riesgo de retrasos en la temporada de cosecha es extremadamente alto.
Dureza superficial (HRC) de 58-62, con una resistencia a la fatiga por contacto del diente del 40 %.
Control de calidad
Instrumento de medición de coordenadas + inspección por partículas magnéticas
Error de diente ≤ 0,01 mm, tasa de no conformidades reducida al 0,3 %.
3. Datos Comparación y cálculo de beneficios
Indicador
Solución tradicional
Esquema LS
Ahorros/beneficios
Tasa de fallas
30%
3%
Tasa de fallas 90%
Costo de reparación única
500 € (mano de obra + piezas)
150 € (solo se deben reemplazar piezas parciales)
Ahorre 350 € por transacción.
Tiempo de inactividad anual
20 días (estimado con base en una tasa de fallas del 30%)
2 días (estimado con base en una tasa de fallas del 3%)
Reducción del tiempo de inactividad en 18 días.
Ciclo de vida del equipo
1 año (requiere reemplazo de equipo)
5 años (no requiere reemplazo)
Vida útil aumentada en 4 años.
Costo anual de mantenimiento (100 dispositivos)
100 unidades x 30% x 500 € = 15 000 €
100 unidades x 3% x 150 € = 4500 €
Ahorro anual de 10 500 €
Crecimiento de los ingresos por cliente
Ingresos anuales de 10 000 € por dispositivo
Ingresos anuales de 10 000 € 11 200 por dispositivo (mejora de eficiencia del 10 %)
Incremento único de 1200 euros.
Aumento de la cuota de mercado
15 %
27 % (aumento del 12 %)
Más un 12 % de cuota de mercado.
4.Resultado final
El coste anual de mantenimiento se ha reducido de € De 15 000 a 4500 €, el coste se ha reducido en un 70 % al completar la actualización del material del engranaje.
Un aumento del 10 % en la eficiencia de cada unidad genera un aumento del 12 % en los ingresos anuales del cliente (por ejemplo, los ingresos anuales originales de 10 millones de € aumentaron a 11,2 millones de €).
Los componentes de engranajes de la empresa LS tienen una vida útil de hasta 5 años, lo que los convierte en el principal argumento de venta de la licitación.
Caso LS 3: Un fabricante de maquinaria de renombre internacional produjo en masa engranajes de transmisión principales, lo que redujo los costes en un 35 %.
Página 1 de 2 1.El dolor del cliente Puntos
Alto costo: La tasa de utilización del material en los procesos tradicionales de fundición y mecanizado es de tan solo el 62%, con un costo unitario de más de 1200 yuanes.
Ciclo largo:El mecanizado CNC requiere 12 procesos, como apertura de molde, fundición, mecanizado de desbaste, mecanizado de precisión, tratamiento térmico, ensamblaje, etc., con un ciclo de entrega de hasta 90 días.
2.Solución LS
Fase de diseño: Optimización topológica y reconstrucción de estructuras geométricas.
Potenciación del algoritmo: Los engranajes cilíndricos rectos se actualizan a engranajes hiperbólicos integrados con cuadrícula mediante el algoritmo NSGA-II.
Ahorro de material:El espesor de la pared del engranaje se optimizó de 12 mm a 8 mm mediante la simulación de la distribución de tensiones, lo que resultó en una reducción del 40 % del peso medido.
Mejoras de rendimiento: La estructura reticular aumenta la resistencia a la carga de impacto en un 23 % y prolonga la vida útil por fatiga por flexión de la raíz del diente hasta tres veces la de los diseños convencionales.
Etapa de fabricación: El proceso híbrido rompe los límites de eficiencia
La tasa de desgaste de engranajes disminuyó del 15 % a casi cero, la dureza de la superficie dentada aumentó un 28 % y la resistencia al impacto aumentó un 23 %.
Resumen
Descargo de responsabilidad
El contenido de esta página es solo de referencia.LS no ofrece ninguna declaración ni garantía, expresa o implícita, sobre la exactitud, integridad o validez de la información. No se deben inferir parámetros de rendimiento, tolerancias geométricas, características específicas de diseño, calidad y tipo de material ni mano de obra como referencia a lo que un proveedor o fabricante externo entregará a través de la Red Longsheng. Es responsabilidad del comprador que solicita una cotización de piezas determinar los requisitos específicos para esas piezas.Contáctenospara obtener más informacióninformación.
Equipo LS
LS es una empresa líder en la industria especializada en soluciones de fabricación a medida. Con más de 20 años de experiencia atendiendo a más de 5000 clientes, nos centramos en el mecanizado CNC de alta precisión, la fabricación de chapa metálica y la impresión 3D. Impresión, moldeo por inyección, estampado de metal y otros servicios integrales de fabricación. Nuestra fábrica cuenta con más de 100 centros de mecanizado avanzados de 5 ejes y cuenta con la certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción a pequeña escala o personalización a gran escala, podemos satisfacer sus necesidades con entregas en tan solo 24 horas. Elegir LS Technology significa elegir eficiencia, calidad y profesionalismo. Para obtener más información, visite nuestro sitio web: www.lsrpf.com
Preguntas frecuentes
1. ¿Cómo garantiza LS el procesamiento eficaz de los documentos de diseño del cliente?
La plataforma de LS permite la carga de documentos de diseño en múltiples formatos. Contamos con un equipo técnico profesional y herramientas de software eficientes para analizar y optimizar rápidamente los documentos de diseño del cliente y garantizar la precisión y la eficiencia en el proceso de producción.
2.¿Cómo optimiza LS el proceso de producción y acorta los plazos de entrega?
LS adopta un sistema avanzado de gestión de la producción para perfeccionar y optimizar el proceso. Mediante la automatización, equipos de producción inteligentes y un sistema logístico eficiente, LS puede mejorar significativamente la eficiencia de la producción, acortar los plazos de producción y agilizar la entrega de productos.
3. ¿Pueden los proyectos exitosos de LS ayudar a los clientes a reducir costes y plazos de entrega?
LS cuenta con varios proyectos exitosos que, mediante el procesamiento avanzado de control numérico en línea y la tecnología de impresión 3D, han ayudado a numerosos clientes a lograr la reducción de costes y plazos de entrega. Estos casos de éxito no solo demuestran la solidez técnica y el nivel de servicio de LS, sino que también ofrecen una valiosa experiencia y referencias para los clientes.
4. ¿Cómo garantiza LS la calidad de sus productos y reduce los costes de mantenimiento posterior de sus clientes?
LS utiliza un estricto sistema de control de calidad para supervisar cada paso del proceso de producción en tiempo real. Asimismo, hemos obtenido las certificaciones ISO 9001, ISO 14001, IATF 16949 y AS9100D, lo que demuestra plenamente nuestro compromiso con la calidad. Ayude a los clientes a reducir los costos de mantenimiento y mejorar la eficiencia general con productos de alta calidad.
Prototipos rápidos y experto en fabricación rápida
Especializarse en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metal, chapa y extrusión.
Etiqueta:
Mecanizado de engranajes
Compartir
Criticism
0 comments
Click to expand more
Got thoughts or experiences to share? We'd love to hear from you!