

In manufacturing, the most common metalworking techniques aremillingand wire tapping. Both methods are specifically used to create threads on metal surfaces. They are highly efficient and advanced processing methods.
Both technologies are key parts of the manufacturing process. Although the two methods have some similarities in principle, there are obvious differences in processing process, final product and application field. In this paper, the difference between tapping and milling will be discussed in detail, and a corresponding comparison will be made to understand when tapping is appropriate in order to make the optimal optimal decision more quickly according to different project needs.
What is thread milling?
Thread milling is an advancedmetal machiningtechnology widely used in manufacturing industry. It is a process of machining thread with rotarycutting tools(also known as threadmilling cutter).
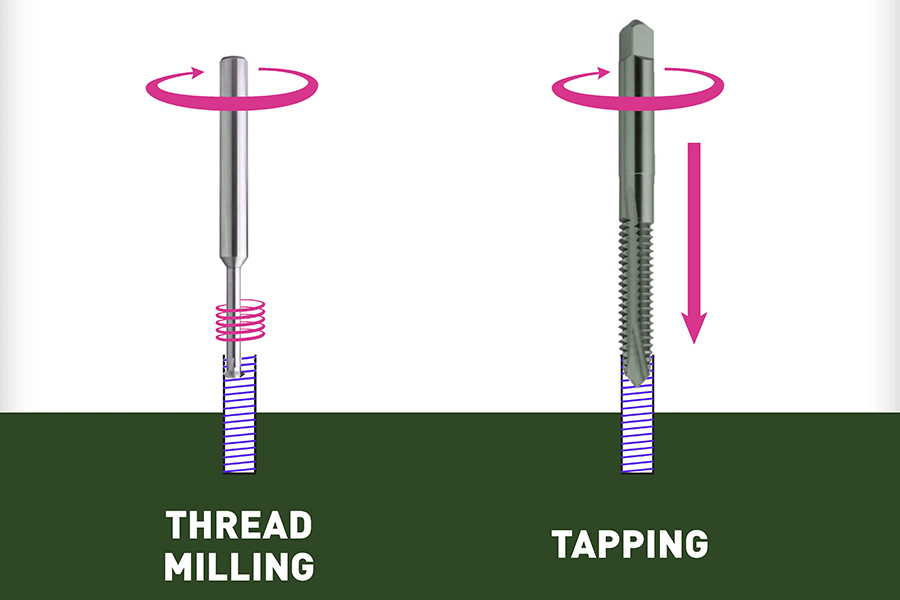
Unlike tapping with a single point cutting tools, thread milling involves amulti-groove toolmoving along the surface of a workpiece while producing internal or external threads. Thread milling provides better control over thread operations, especially for larger and deeper threads, regardless of thread size and type, which is also a major advantage. In order to improve processing efficiency, Multi tooth design is usually adopted. thread milling has high precision, flexibility and high machining efficiency, especially suitable for high-precision and complex workpieces processing requirements.

What is tapping?
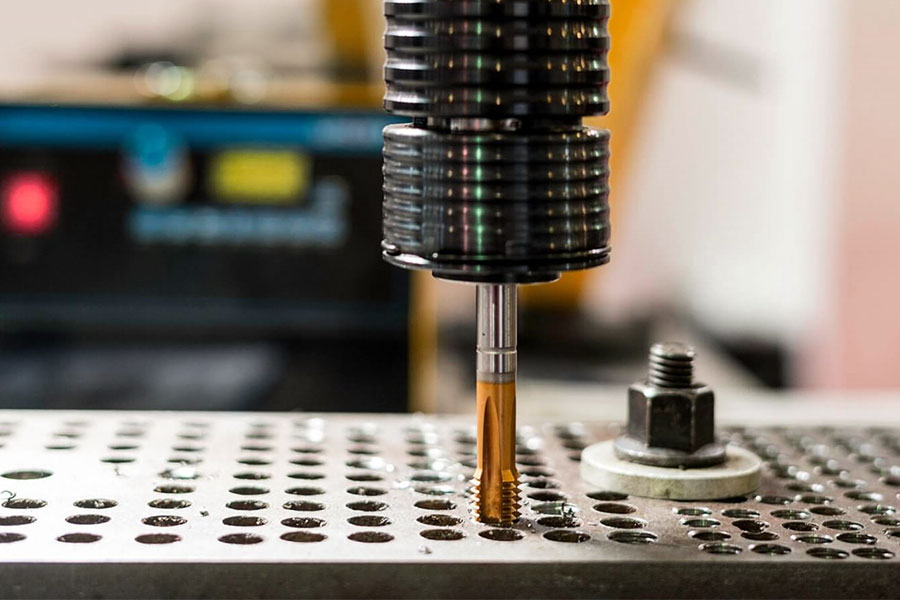
Tapping is a common metal processing technique that uses rotating cutting tools, known as tapping, to cut threads into holes. It is one of the key processes for making bolt and nut threaded joints. It involves drilling a bottom hole in the workpiece that is slightly smaller in diameter than the nominal diameter of the thread. The tap is then inserted directly into the bottom hole and threaded by rotating.
Manual tapping requires control of force and direction, while mechanical tapping is completed automatically by equipment. Tapping process is suitable for small batch production and easy to operate. However, for hard materials such as stainless steel and titanium alloys, self-tapping wire has its limitations, which can easily lead to self-tapping wire wear or breakage. Compared with thread milling, tapping process efficiency is low and the machining accuracy is low. It is suitable for aluminum and stainless steel. It is more suitable forsmall batch productionand processing of common materials.
What is the core difference between tapping and milling?
Wire tapping and milling are two advanced thread processing techniques. Although they are all used to create threads on artifacts, there are significant differences in approach, accuracy, efficiency, and application scenarios. Here are the core differences:
- Processing method:
tapping wire using rotary tool (tap) in the pre-drilling hole directlycut internal thread. It is a traditional internal thread processing method.
Milling machine adopts aCNC millingmachine and a special milling cutter to cut thread on the workpiece by helical interpolation. Suitable for inner and outer thread processing.
- Processing accuracy:
the manual tapping accuracy is low, easy to be affected by the technical level of operators, tapping wear and other factors. For example, if uneven forces are used, the use of manual wire tapping may result in incomplete thread contours or inaccurate pitch.
Milling machine adopts CNC milling machine, which can achievehigh machining accuracythrough precise program control. It can precisely control the thread data, such as pitch, profile angle, thread pitch angle, etc., suitable for precision, mass production and complex workpiece thread processing.
-
Processing efficiency:
For large diameter threads or material with high hardness, the speed of tapping wire is relatively slow. When the tap is cut in the hole, the cutting speed needs to be controlled because of the cutting force.
- Applicable materials:
Tapping is suitable for internal thread machining of carbon steel, aluminum alloy, and composite materials. If there are problems such as tap breakage during the machining process, it is because the hardness of the material is too high.
Milling is suitable for processing various hard materials and can be used to machine threads on titanium alloy parts. The advantage of machining threads on complex shaped workpieces can be fully demonstrated by the appearance of parts with curved orirregular shapes.
- Flexibility in handling:
Tapping is mainly for standard threads and is less flexible when dealing with complex and specific threads. Once the faucet is identified, the processing thread specifications were also determined, which made real-time adjustments difficult and limited customization.
Milling can be modified by numerical control procedures to achieve different specifications of thread (such as pitch, profile angle, etc.) processing, with a high flexibility.Able to process threads of various specialcontours and structures to meet various processing requirements.
Which should be chosen between tapping and milling?
Below is a graphic comparing various factors to get a better understanding of the different characteristics of milling and tapping:
| Factor | Milling | Tapping |
| Processing speed | Adjusting the machine tool controller takes a long time | Same size holes, fast speed |
| Service life | Made of durable materials with a long service life | Made of high-speed steel, prone to wear and tear |
| Flexibility | Higher, adjust parameters through programming | Lower, tapping to a fixed size |
| Accuracy | High, precise control of thread size through programming | Low, processing materials and slight misalignment can affect accuracy |
| Thread specification | No specification restrictions | Suitable for regular sizes |
| Thread size | Large thread, customized thread | Small thread, deep thread |
| Thread quality | High thread quality, smoother surface, especially in hard materials | In hard materials, it is impossible to achieve the same mass and smoothness |
| Processing costs | Low long-term usage cost | Low short-term usage cost |
In general, if you need to mass produce threads quickly, especially small or deep threads, tapping is a more efficient option with a clear speed advantage.
If you only need to produce a small number of products, such as some full-size threads, tapping has a cost advantage. Digging is a more appropriate approach to save money when budgets are tight.
Thread milling is the best optionwhen you are faced with complex requirements such as adjusting thread sizes, handling various materials, making large or custom threads. It is highly adaptable and the tools used have a longer service life.
LScan efficiently and quickly meet your needs, whether it's small-scale production or mass customization, and deliver within 24 hours at the fastest.
What are the advantages and Weaknesses of tapping and milling?
Advantages of tapping:
1.Efficient production internal threads:
- Main processinginternal thread design, one-time molding, high efficiency (especially suitable for mass production).
- After drilling, tap directly to reduce the number of processes.
2. High-precision thread:
- Fixed thread profile, good consistency, suitable for precision threads.
- By adjusting the feed speed and feed depth, the thread depth and tolerance can be controlled easily.
3.Materials are adaptable:
- Support metal (steel, aluminum), plastics and other materials processing.
4.Simple operation:
- Fixed cutting tools (faucet) only requires axial feed motion, equipment requirements are low.
Weaknesses of tapping:
1.Difficulty chip removal:
- Chips are prone to entangle on the tap, which may cause chip breakage or thread defects.
- Lube or chip groove aids are required.
2.Big restrictions:
- Cannot process external threads or complex shapes, only suitable for internal thread processing.
- The bottom diameter threaded bottom needs to be drilled in advance, and the aperture error will affect the final mass.
3.Knives wear fast:
- Hardened materials such as stainless steel and titanium alloys can accelerate faucet wear.
- High risk of chip breakage and frequent tool replacement.
4.Fixed requirements are high :
- Forced axial feed can easily cause workpiece displacement, so it is necessary to stabilize the fixture to prevent misalignment.
Advantages of milling:
1.Flexibility:
- It can process various geometric shapes such as flat surfaces, grooves, gear tooth profiles, and complex curved surfaces.
- Support multi axis linkage to achieve3D part machining.
2.Adapt to hard materials:
Using hard alloy cutting tools or coated cutting tools can efficiently process high hardness materials.
3.Processing without or with minimal chips:
- Some milling methods, such as forming milling, can reduce chip accumulation.
- Drymilling technologyis gradually becoming popular, reducing cleaning costs.
4.Balancing batch and individual items:
Low cost and low dependence on molds during small-scale production.
Disadvantages of milling:
1.Large equipment investment:
Efficient milling machines (such asfive axis linkage machines) are expensive and have high maintenance costs.
2.The process is relatively complex:
- Programming requires precise calculation of tool paths and parameters, which demands high technical skills from operators.
- Removing excess materials may increase processing time.
3.The surface roughness of the workpiece is high:
- Traditional milling has repeated cutting marks and requires precise adjustment of machining parameters.
- Although high-speed milling improves this problem, the equipment cost is higher.
What are the application scenarios of tapping and milling?
Application scenarios of milling:
Thread milling is widely used inaerospace fieldto process threaded parts of key parts of aircraft engine blades. Inautomotive manufacturing, intricate internal channels, connection holes, and exterior surface contours are manufactured. In mold manufacturing, various injection molds and die-casting molds with complex shape and high precision requirements can be processed. In the production ofmedical devices, mainly used to produce pacemakers, artificial joints and other high-precision, abnormal components. In the field of mechanical manufacturing, it can be used to process various mechanical parts, such as plane, groove, gear, spline, etc.
Application scenarios of tapping:
In the aerospace field, tapping wire is used to process internal threads of key parts such as aircraft structure and aircraft engine components to meet the strict requirements of strength and precision. Inelectronic equipment manufacturing, we process threaded holes in metal casings, circuit board brackets and other electronic products. In the production of medical devices, mainly used in the manufacture of surgical medical devices, implantable implantable medical devices other internal threaded connection parts. In the field of furniture manufacturing, internal threads are processed to connect wood or metal parts on furniture for assembly of components.
summary
In conclusion, tapping and milling, as two important thread-processing techniques in metalworking field, have similar concepts in processing principle, processing process and final product, but also have significant differences. Tap and milling have their own advantages and disadvantages. In practical application, it needs to be considered according to processing quantity, workpiece characteristics, production budget and other factors. For the inner thread processing with small batch, limited budget and low precision requirements, tapping is a suitable choice. For the workpiece processing with large batch, high precision, complex shape and high thread specification, milling has more advantages.

Disclaimer
The content on this page is for reference only.LSdoes not make any express or implied representation or warranty as to the accuracy, completeness or validity of the information. No performance parameters, geometric tolerances, specific design features, material quality and type or workmanship should be inferred as to what a third party supplier or manufacturer will deliver through the Longsheng Network. It is the responsibility of the buyerseeking a quote for partsto determine the specific requirements for those parts.Pleasecontact usfor moreinformation.
LS team
FAQs
1.What is the difference between thread milling and tapping?
Thread milling processes internal and external threads through spiral interpolation, with high precision, suitable for complex materials,high hardness workpieces and mass production; Tapping is used to process internal threads in pre drilled holes with slightly lower accuracy, and is commonly used for small batch processing of internal threads in ordinary materials.
2.Which method is more suitable for manufacturing threads - tapping or milling?
Tapping is suitable for small batch/ordinary material internal threads, with low cost and easy operation; Milling is suitable for large quantities,complex shapes, with high equipment costs and fast tool wear. Flexible selection based on enterprise needs, workpiece characteristics, and budget.
3.What are the advantages of thread milling over tapping?
Higher precision in thread milling, precise control of parameters through CNC programming to ensure quality; Widely applicable materials (hard, soft, irregular workpieces), high mass production efficiency, strong flexibility, long tool life, meeting diverse needs.
4.When to choose tapping as the best machining method?
It is necessary to produce large quantities and highly repetitive internal thread workpieces using soft materials. The workpieces are of common specifications and do not have complex contours. In various situations, tapping is the best production and processing method.
Resources


