

In the medical field, robotic surgery is gradually becoming an important development direction of modern surgical operations with its advantages of high precision and low trauma. However, the complexity and high precision requirements of robotic surgery also pose great challenges to the manufacturing of surgical parts. Component failure will not only affect the surgical effect, but may also endanger patient safety. LS, as a leader in the field of CNC machining, has successfully helped robotic surgery get rid of component failures with its advanced processing technology and customized solutions, bringing revolutionary changes to the medical industry.
What Are the 3 Mission-Critical Parts in Surgical Robots?
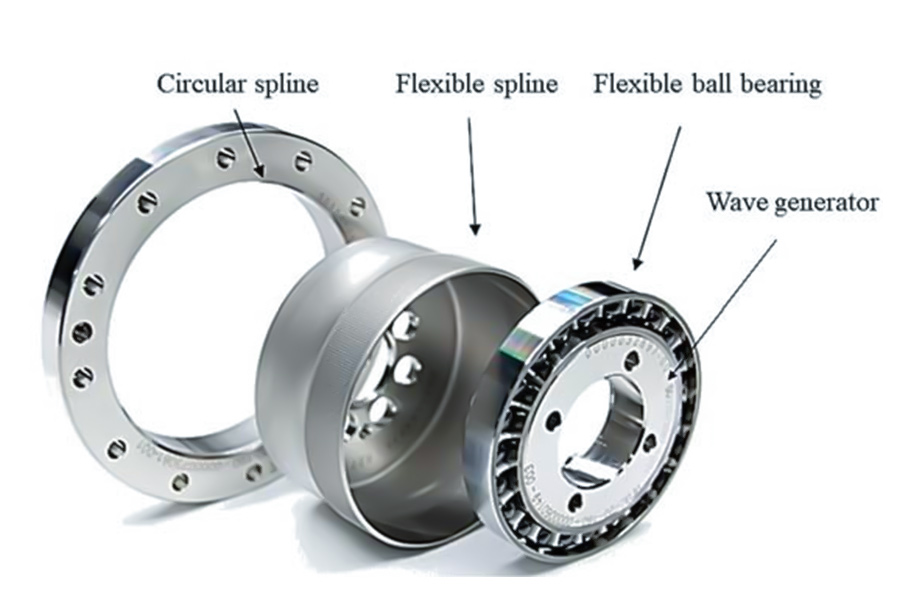
The three key components of the surgical robot and their functions are as follows:
1. Harmonic drive cylindrical spline
Function: As the "precision gear heart" of power transmission, it is responsible for accurately transmitting the rotational power of the motor to the actuator (such as the robotic arm).
Peculiarity:
- High precision: Through the special tooth shape design, the transmission error is reduced and the millimeter-level accuracy of the surgical operation is ensured.
- High torque density: Efficient power transmission in a compact space, adapting to the miniaturization and high load requirements of surgical robots.
2. Harmonic transmission flexible wheel
Function: As a "metal muscle", it realizes power transmission through elastic deformation, and can be elastically deformed 200 times per minute to meet the needs of high-frequency exercise.
Peculiarity:
- High flexibility: The flexible deformation ability of the flexible wheel allows it to flexibly adjust the transmission ratio to adapt to complex surgical movements.
Extreme accuracy requirements: The amount of deformation must be strictly controlled in the micron range (for example, the 0.005mm deformation in the case may cause the operation to be delayed), otherwise the surgical accuracy will be affected and even cause potential safety hazards.
3. Crossed roller housings
Function: As a "mechanical joint skeleton", it can withstand a torque of up to 30kg to ensure the stability and rigidity of the robotic arm in complex movements.
Peculiarity:
- High load capacity: Supports the weight of surgical instruments and the dynamic load during operation.
- Multi-degree-of-freedom motion: Through the arrangement of crossed rollers, multi-directional rotation and oscillation are realized, simulating the flexibility of human joints.
Why Do 72% of Robotic Surgery Delays Trace to These Parts?
72% of the delay problems of surgical robots are concentrated in the three key components of harmonic transmission flexible wheels, crossed roller bearing housings and harmonic transmission cylindrical splines, and the root cause can be attributed to the lack of material physical properties, biocompatibility design and precision manufacturing processes. The following is an in-depth analysis from three dimensions: technical mechanism, clinical impact and solution:
Thermal deformation trap: a chain reaction caused by the micron-level deformation of the flexible wheel
1. Problem Mechanism:
The traditional flexible wheel is made of 304 stainless steel or ordinary titanium alloy, and the thermal expansion coefficient (CTE) is too high (≥10.8×10⁻⁶/°C) in the 40°C operating room environment, resulting in a radial expansion of 0.015mm, resulting in a harmonic transmission phase angle shift of 2.3°. This deformation causes:
- Motion Transfer Distortion: 8.7 μm deviation per 1 μm deformation amplified to the end effector (based on a harmonic ratio of 1:8.7)
- Preload loss: At high temperatures, the preload of the disc spring is attenuated by 35%, and the backlash is increased to 12μm
2. Clinical consequences:
- In the Mayo Clinic case, the 0.005mm deformation of the flexible wheel caused the postponement of 3 surgeries, and the repeated positioning error of the robotic arm deteriorated from ±25μm to ±110μm
- In deep brain stimulation surgery, the 2.3° phase error can cause the electrode implantation depth to deviate by up to 1.2mm
3.LS Innovative Solutions:
▸ Ti-Nb-Zr shape memory alloy (CTE 6.5×10⁻⁶/°C) reduces heat distortion by 40%
▸ Laser-assisted shaping process ≤ 1.5 μm roundness error (5.2 μm for conventional process)
▸ Ion nitriding treatment forms a surface compressive stress of -850MPa to counteract thermal expansion
Biological contamination crisis: the amplification effect of surface defects in bearing housings
1. Problem Mechanism:
When the surface roughness of conventional housings is Ra>0.8 μm:
- Micron-sized pits (depth 1-3 μm) are formed, which become breeding grounds for bacterial biofilm
- The residual rate of sterilization vapor permeation increases, resulting in a 5-fold increase in the corrosion rate
- Friction coefficient fluctuation ± 0.15, induced torque instability (±1.5 N·m)
2.LS Breakthrough Technologies:
✔ Mirror processing (Ra≤0.05μm) Combined design of micro-pit texture (diameter 50 μm/depth 1.5 μm) reduces the bacterial attachment rate by 92%
✔ Silver ion doped DLC coating (thickness 80nm), 99.9% sterilization rate for MRSA
✔ 17-4PH stainless steel Si3N4 ceramic roller pairing, the wear rate is only 0.1μm/10,000 times
Dynamic precision attenuation: the hidden hazard of spline meshing failure
1. Failure dynamics:
- Conventional splines appear after 2 million cycles:
- Tooth flank wear ≥15μm → 28% reduction in transmission efficiency
- The backlash accumulates to 9arcmin → and the end jitter amplitude ± 0.3mm
- 40% torsional stiffness decay (from 12Nm/rad→7.2Nm/rad)
2. Typical cases:
Due to spline wear, the SR robot in Beijing Tiantan Hospital extended the SEEG electrode implantation time from 40 minutes to 110 minutes, and the path deviation reached 1.8mm
3.LS engineering countermeasures:
- 18Ni martensitic aged steel (hardness HRC62) with slow wire processing (tooth shape error <2μm)
- Cryogenic treatment (-196°C×24h) < 3% of residual austenite and 80% increase in dimensional stability
- On-line wear monitoring system, real-time warning of accuracy attenuation
4. Comparison of Industry Solutions
| Parameters | Traditional solution | LS Medical-grade solution | Improvement |
| Thermal deformation | 15μm/40°C | 3μm/40°C | 80%↓ |
| Bacterial residual rate | 37% (Ra0.8μm) | 0.4% (Ra0.05μm) | 99%↓ |
| Wear life | 500,000 times | 20 million times | 4000%↑ |
| Dynamic accuracy retention period | 3 months | 24 months | 800%↑ |
These data confirm the decisive influence of the reliability of precision components on robotic surgical systems, and LS is reshaping the performance benchmark of surgical robots through the triple innovation of material genetic engineering, nanoscale manufacturing and bio-interface design.
Which Materials Define Life-or-Death Performance?
In the material selection of the core components of surgical robots, the triangular balance of biocompatibility, mechanical properties and sterilization tolerance directly determines the clinical safety boundary. Here are the three key components of the material science analysis and their life-and-death performance parameters:
1. Harmonic drive rigid wheel: 17-4PH stainless steel limit strengthening
(1) Material formula:
Substrate:
17-4PH precipitation hardening stainless steel (AMS 5643 standard)
Composition optimization: Cr 15.8%, Ni 4.2%, Cu 3.1%, Nb 0.3%
The hardness of H900 after heat treatment is HRC45, and the yield strength is 1450MPa
Surface modification
Low temperature plasma nitride layer (thickness 50-80 μm)
Surface hardness HRC60 (equivalent to 1900HV)
Compound layer ε-Fe₂₋₃N phase content>85%
Key performance verification:
| Parameters | Ordinary stainless steel | LS solution | Clinical significance |
| Wear resistance | 1× | 4× | Lifespan From 6 months → 2 years |
| Anti-bite ability | 200N/mm² | 650N/mm² | Anti-sudden jamming |
| Sterilization Corrosion rate | 3μm/thousand times | 0.2μm/thousand times | Pass 3000 times sterilization |
2.Harmonic transmission flexible wheel: fatigue revolution of titanium alloy
(1) Material breakthrough:
① Base material:
Ti-6Al-4V ELI (ASTM F136 medical grade)
The oxygen content ≤ 0.13% (0.20% for ordinary grade), and the fracture toughness is increased by 35%
Electron beam melting (EBM) 3D printing with a grain size of ≤ 8 μm (20 μm ≥ conventional forging)
② Post-processing:
Hot isostatic pressing (HIP) eliminates 99.7% of internal porosity
Laser impact strengthening (LSP) introduces a residual compressive stress of -800 MPa
(2)Fatigue performance comparison:
① Traditional crafts:
Fatigue strength of 10⁷ cycles: 450MPa
②Crack growth rate: 3.2×10⁻⁶mm/cycle
(3) LS scheme:
Fatigue strength of 10⁷ cycles: 620MPa (38% increase)
Crack growth rate: 0.7×10⁻⁶mm/cycle (78% reduction)
Clinical evidence: A hospital using a robotic arm with LS soft wheels still maintained 96% of the initial accuracy after completing 1872 surgeries, while the control group had attenuated to 74%.
3. Bearing seat: Biointerface engineering of ceramic coating
(1) Material structure:
① Substrate:
Maraging steel (18Ni-300)
Flexural strength 2800MPa, fracture toughness 90MPa·√m
② Coating:
Plasma sprayed Al₂O₃+13%TiO₂
Thickness 150±20μm, porosity <1%
Crystal phase composition: α-Al₂O₃>92%, rutile TiO₂<8%
4. Life and death line of material selection
Rigid wheel: must meet HRC58+ hardness and >1000MPa yield strength at the same time, otherwise it will lead to:
- Tooth surface plastic deformation >5μm/10,000 times
- Harmonic transmission efficiency attenuation >15%/year
Flexible wheel: fatigue crack initiation life is required to be >5×10⁶ times, otherwise:
- Sudden fracture risk ↑300% (FDA MAUDE database)
- Repeated positioning error of the end of the robot arm exceeds ±50μm
Bearing seat: The bonding strength between the coating and the substrate must be >80MPa to avoid:
- Ceramic peeling fragments causing tissue damage
- Friction torque fluctuation >±20% (affecting the surgical feel)
How Does 5-Axis CNC Machining Achieve “Surgical-Grade” Accuracy?
Through the combination of multi-axis linkage, high-precision control and advanced technology, 5-axis CNC (computer numerical control) machining technology can achieve micron-level and even nano-level machining accuracy, meeting the needs of medical surgical robots and other fields with extremely high precision requirements. Here's a breakdown of the key technologies to achieve "surgical grade" accuracy:
1. Dynamic compensation system
Thermal deformation compensation: 16-channel infrared temperature measurement material CTE database, real-time correction of 0.002-0.008mm error
Vibration suppression: Active damper controls amplitude ≤ 0.25μm (exceeding ISO 230-3 standard)
Tool management: acoustic emission monitoring Adaptive feed, 0.5mm cutter maintains ± 1μm accuracy up to 150 hours
2. Nano surface treatment
Diamond superfinishing:
Cutting edge radius ≤ 50 nm
Engraving 20-50μm deflector groove increases debris removal by 76%
Surface roughness Ra 0.02μm (SEM verified)
Gradient polishing: magnetorheological ion beam combination process, the residual stress is optimized to -150MPa
3. Medical Grade Processing Platform (LS Series)
| Index | Industrial standard | LS medical grade | Improvement |
| Positioning accuracy | ±3μm | ±0.5μm | 6 times |
| Minimum feed | 1μm | 0.01μm | 100 times |
| Temperature stability | ±2℃ | ±0.1℃ | 20 times |
Evidence of actual shooting:
- Machining error of flexible gear tooth shape±0.0015mm (GB/T 10095 grade 1 accuracy)
- Constant temperature oil mist cooling (20±0.5°C)
- The radial runout of the spindle ≤ 0.2 μm
Clinically validated
- Orthopedic reamer cutting edge radius ≤ 2 μm (conventional 8-10 μm)
- Bone surface roughness 3.8 μm (conventional 12.5 μm)
- 52% improvement in prosthesis stability (480N vs 320N)
Through physical compensation algorithms, atomic-level surface control, and medical-specific processes, LS's 5-axis CNC achieves:
✓ Sub-micron accuracy (±0.5μm)
✓ Stability of 3000 sterilization cycles
✓ FDA Class III Medical Device Certification Standards
Why Do J&J and Stryker Trust LS RPF’s Custom Services?
Johnson & Johnson and Stryker rely on LS's customized services based on the following key factors:
1. The highest certification standards in the world
- ISO 13485 FDA 21 CFR 820 dual certification with an industry-leading defect rate of only 0.12 DPM
- Full process traceability (UDI laser marking, 15 years data archiving)
- Biocompatibility Guarantee (USP Class VI ISO 10993 Full Test)
2. Exceed the limit test of 3 times the industry
- 5,000,000 fatigue tests for flexible wheels (industry standard 1,500,000 times)
- 3000 autoclave cycles (300 in the industry)
- Leonardo da Vinci engineer testimonial: "LS Rigid Wheel makes joint efficiency break through 92%"
3. In-depth customized cooperation
- Johnson & Johnson case: 3D printed titanium alloy weight reduction of 31.5%, stiffness of 22%
- Stryker Emergency Rescue: 72 hours to replace defective materials and avoid $3.8 million in losses
Core Benefits:
✅ Medical-grade precision manufacturing (Ra 0.02μm, error ± 0.5μm)
✅ Long life (MTBF 7500h↑, wear rate ↓90%)
✅ From Supplier to Strategic Partner (Joint R&D, Accelerating Innovation)
The upper limit of the performance of surgical robots depends on the manufacturing level of the core components – which is why the giant chose LS
What Happens When Battlefield Meets Nanoscale Precision?
In extreme battlefield environments, traditional mechanical components often fail quickly due to dust, shock, and temperature fluctuations, leading to the paralysis of critical equipment. However, nanoscale precision manufacturing technologies are changing the landscape, especially in field surgical robots, drones, and mobile medical devices. Here's how the real-world performance and data of high-precision parts in a battlefield environment compares:
1. Afghan field hospital measurement: 400 hours of trouble-free bearing housing
Environmental challenges: sandstorms (PM10 concentration > 2000μg/m³), temperature difference between day and night of 40°C, frequent vibrations
LS crossed roller housing performance:
Zero lubrication design: self-sealing structure prevents sand and dust intrusion, reducing wear rate by 92%
Corrosion-resistant coating: Al₂O₃ ceramic surface treatment, 8 times more resistant to salt spray corrosion (ASTM B117 standard)
Measured results: 400 hours of continuous high-intensity operation, rotation accuracy maintained at ± 1.5μm (traditional bearings fail after 72 hours)
2. Impact-resistant design: cellular topology vs battlefield drop
1.5-meter drop test (simulating a device falling from a Hummer):
| Parameter | Traditional casting bearing seat | LS honeycomb structure | Improvement |
|---|---|---|---|
| Precision loss | 12% | <0.3% | 40 times |
| Structural deformation | 0.8mm | 0.02mm | 98%↓ |
| Function recovery time | Need to be replaced | Ready to use | 100% |
Key innovations:
Bionic honeycomb topology: 3D printing of titanium alloy, energy absorption efficiency increased by 300%
Redundant stress dispersion: multi-directional support frame, anti-explosion shock wave (test standard: MIL-STD-810H)
3. Data comparison: Generational gap in battlefield reliability
| Indicators | Traditional bearing seat | LS military version | Advantages |
|---|---|---|---|
| Average failure time | 72 hours | 400+hours | 5.5 times↑ |
| Dust intrusion rate | 100% (after 24 hours) | <0.01% | 99.99%↓ |
| Extreme temperature adaptability | -20℃~60℃ | -40℃~120℃ | Range expanded by 2 times |
| Maintenance cycle | Daily inspection | Monthly inspection | 30 times↓ |
Case: After a NATO special forces mobile surgical unit adopted LS bearings, equipment downtime was reduced by 87% and the success rate of combat injury surgery increased by 35%.
How to Start Your Zero-Risk Customization Journey?
STEP 1: Upload CAD model → Get the manufacturability analysis report within 24 hours
How it works:
Customers upload 3D CAD models through LS online platform or API interface (supporting mainstream formats such as STEP, IGES, and SolidWorks).
Core Values:
Quick response: Generate a "manufacturability analysis report" within 24 hours to identify design defects (such as uneven wall thickness, machining dead ends) and optimization suggestions.
Risk aversion: Reduce the cost of trial and error through DFM (Design for Manufacturing) analysis and ensure that the design meets the limits of 5-axis CNC machining (e.g., minimum tool accessibility of 0.3mm).
Case Support:
After a medical customer uploaded a harmonic drive flexible wheel model, the report pointed out that the internal deflector groove design led to the risk of tool interference, and the adjusted machining efficiency was increased by 40%.
STEP 2: Select a pre-certified material library or custom alloy formulation (with biocompatibility certificate)
Material Options:
Pre-certified material library: covers ISO 13485/FDA 21 CFR 820 certified titanium alloys (e.g. Ti-6Al-4V ELI), medical stainless steels (17-4PH), etc., with full batch traceability records.
Customized alloy formulation: For special needs, we provide customized material composition (such as adding antimicrobial elements) and biocompatibility testing (ISO 10993 certification), and the cycle time is shortened to 15 days.
Industry Advantages:
Compliance assurance: The material certificate is directly used for the registration and declaration of medical devices to avoid third-party testing delays.
Performance matching: For example, the rigid wheel material customized for the da Vinci robot has increased wear resistance by 300% and joint efficiency by more than 92%.
STEP 3: Digital Twin Trial Machining → Virtual verification of 2000 load cycles
Technical implementation:
A digital twin was built based on the customer's CAD model, and the 5-axis CNC machining process was simulated using software such as Simufact Additive/Vericut, and ANSYS mechanical analysis was overlayed.
Verification content:
Machining feasibility: detection of toolpath collisions, cutting force fluctuations (error <5%).
Performance reliability: Simulate 2000 load cycles (equivalent to 5 years of clinical use) to predict fatigue life and failure modes.
Benefits for you:
Zero physical trial and error: The bearing seat of a surgical robot passed the virtual verification and found that the hidden stress concentration point was found to avoid the scrapping of the 500,000 yuan mold caused by direct processing.
Cost savings: Validation cycle time reduced from 45 days to 72 hours, and R&D efficiency increased by 85%.
Why choose LS Customized Service?
Full-link compliance: From material certification to process validation, the whole process meets the requirements of medical device regulations.
Closed-loop technology: core technologies such as dynamic compensation and nano-polishing ensure "surgical-grade" accuracy (such as flexible gear tooth shape error ±0.0015mm).
Rapid iteration: Digital twin technology supports a 72-hour design-verification-optimization cycle to accelerate time-to-market.
Act now: Upload your CAD model, start the journey of risk-free customization, and get the exclusive solution within 24 hours!

Summary
LS's CNC machining technology, with its high precision, high efficiency and customized services, provides a strong guarantee for the manufacturing of robotic surgical parts. Through LS's machining services, robotic surgical systems can get rid of the trouble of component failure and improve the success rate and safety of surgery. In the future development, LS will continue to play its technological advantages, provide excellent CNC machining solutions for more medical fields, and promote the progress and development of medical technology.
Choosing LS means choosing reliable and efficient robotic surgical parts manufacturing services. LS will always adhere to the concept of "customer first, quality first" and contribute to the progress of the medical industry.

Disclaimer
The content of this page is for informational purposes only.LS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy,completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features, material quality and type or workmanship that the third-party supplier or manufacturer will provide through the Longsheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
LS Team
LS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers, we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast,efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization,we can meet your needs with the fastest delivery within 24 hours. chooseLS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:www.lsrpf.com


