Spritzgießen ist als unverzichtbarer Bestandteil der modernen Fertigung aufgrund seiner hohen Effizienz, Flexibilität und Wirtschaftlichkeit zu einem Standardverfahren für die Herstellung von Kunststoffprodukten geworden. Um die Vorteile dieses Verfahrens optimal zu nutzen und Produktqualität sowie Produktionseffizienz zu gewährleisten, müssen jedoch wichtige Konstruktions- und Entwicklungsaspekte beim Spritzgießen sorgfältig geprüft und optimiert werden. Im Folgenden werden einige Schlüsselfaktoren vorgestellt, die beim Spritzgießprozess beachtet werden sollten.
Was ist Spritzgießen?
Im weiten Feld der Fertigung nimmt die Formgebungstechnologie eine zentrale Stellung ein. Formgebung umfasst den gesamten Prozess der Umwandlung von Rohmaterialien in Produkte mit spezifischen Formen, Strukturen und Funktionen. Speziell beim Spritzgießen ist sie ein wichtiges Verfahren der Kunststoffverarbeitung . Dabei werden Kunststoffpartikel erhitzt, bis sie flüssig sind, unter hohem Druck in den Formhohlraum eingespritzt und nach dem Abkühlen verfestigt. So entstehen vielfältige, präzise und komplexe Kunststoffprodukte.
Darüber hinaus konzentriert sich das Silikonformen als weitere spezielle Formgebungstechnologie auf die Verarbeitung von Silikonmaterialien. Kieselgel findet aufgrund seiner hervorragenden Hochtemperaturbeständigkeit, Alterungsbeständigkeit, Umweltverträglichkeit und Ungiftigkeit breite Anwendung in der Medizin, der Lebensmittelindustrie, der Elektronik und anderen Bereichen. Auch beim Silikonformen ist eine präzise Steuerung von Temperatur, Druck und weiteren Parametern erforderlich, um die Qualität und Leistungsfähigkeit des Endprodukts zu gewährleisten. Ob Spritzgießen, Kunststoffformen oder Silikonformen – sie alle sind wichtige Bestandteile der Formgebungstechnologie. Jedes Verfahren spielt in seinem jeweiligen Bereich eine unverzichtbare Rolle und trägt gemeinsam zum Fortschritt und zur Entwicklung der Fertigungsindustrie bei.

Was sind die wichtigsten Konstruktionsüberlegungen beim Spritzgießen?
Zu den wichtigsten Konstruktionsaspekten beim Spritzgießen gehören die Werkzeugkonstruktion, die Wandstärke, die Angussgestaltung, der Teileauswurf und die Formschrägen sowie Toleranzen und Schwindung.
1. Formenkonstruktion
Die Werkzeugkonstruktion ist der Kern des Spritzgießprozesses und bestimmt Form, Größe und Genauigkeit des Produkts. Die Werkzeugform muss dem Produktdesign entsprechen, um eine reibungslose Formgebung zu gewährleisten. Bei der Werkzeugkonstruktion sind Faktoren wie Produktkomplexität, Wandstärke und Maßgenauigkeit zu berücksichtigen. Der Angusskanal ist der Kanal, durch den die Kunststoffschmelze von der Düse der Spritzgießmaschine in den Formhohlraum fließt. Seine Konstruktion muss sicherstellen, dass die Kunststoffschmelze den Formhohlraum gleichmäßig und schnell füllt und gleichzeitig Fließwiderstand und Druckverlust minimiert werden. Der Anschnitt verbindet Angusskanal und Formhohlraum. Er steuert den Fluss und die Geschwindigkeit der Kunststoffschmelze in den Formhohlraum. Bei der Anschnittkonstruktion sind Faktoren wie Form, Größe und Wandstärke des Produkts sowie die Fließfähigkeit des Kunststoffs zu berücksichtigen. Durch eine optimierte Anschnittkonstruktion lassen sich Produktfehler wie Einfallstellen, Blasen und Verformungen reduzieren und die Produktionseffizienz steigern.
2. Wandstärke
Die Wandstärke gilt als einer der Schlüsselfaktoren für die Qualität von Spritzgussteilen . Da dünnwandige Kunststoffteile spezielle Strukturen und komplexe Formen aufweisen, müssen geeignete Prozessparameter in der Produktion angewendet werden, um die Produktqualität zu gewährleisten. Die Wandstärke hat einen signifikanten Einfluss auf die Fließeigenschaften des Kunststoffs, den Kühlzyklus und die mechanische Festigkeit des Endprodukts.
- Fließfähigkeit des Kunststoffs: Aufgrund der größeren Wandstärke benötigt die Kunststoffschmelze länger, um den Formhohlraum vollständig auszufüllen, was den Fließwiderstand erhöhen und somit die Formqualität des Produkts negativ beeinflussen kann.
- Abkühlzeit: Eine erhöhte Wandstärke führt zu längeren Abkühlzeiten, da der Kunststoff bei dickeren Wänden länger braucht, um in der Form die richtige Temperatur zu erreichen. Dies verlängert nicht nur den Produktionszyklus, sondern kann auch zu einer zu hohen Innentemperatur des Produkts führen, was Probleme wie thermische Spannungen und Verformungen zur Folge haben kann.
- Festigkeit des Endprodukts: Eine größere Wandstärke verlängert die Abkühlzeit, da der Kunststoff bei größeren Wandstärken länger benötigt, um in der Form die erforderliche Temperatur zu erreichen. Zudem erhöht eine größere Wandstärke die Anfälligkeit für Verzug und Rissbildung. Dies verlängert nicht nur den Produktionszyklus, sondern kann auch zu einem Anstieg der Innentemperatur des Produkts führen, was wiederum thermische Spannungen und Verformungen zur Folge haben kann. Daher muss die Wandstärke sinnvoll kontrolliert werden, um optimale Formgebungsergebnisse und Wirtschaftlichkeit zu erzielen.
3. Toranordnung
Die Anordnung der Angussöffnung ist zu einem der Schlüsselfaktoren für die Qualität von Spritzgussteilen geworden. Eine geeignete Angussanordnung sorgt für einen gleichmäßigeren Kunststofffluss und reduziert gleichzeitig effektiv Verformungen und Schwindungen: Die Position des Angusses sollte im dicksten oder mittleren Bereich des Produkts gewählt werden, um eine optimale Füll- und Druckstabilität zu gewährleisten. Bei der Positionierung des Angusses sollten Bereiche mit hoher oder niedriger Festigkeit vermieden werden, um Eigenspannungen und Verformungen zu verhindern.
Bei großen oder komplexen Bauteilen können mehrere Angüsse vorgesehen werden, um einen gleichmäßigen Kunststofffluss zu gewährleisten. Zu viele Angüsse erhöhen jedoch unweigerlich die Produktionskosten und die Komplexität der Form. Daher müssen die Vor- und Nachteile bei der Wahl der Strategie sorgfältig abgewogen werden.
Die genaue Größe des Angusses hängt von verschiedenen Faktoren wie Form, Größe und Wandstärke des Produkts ab. Ein kompakterer Anguss kann den Kunststofffluss begrenzen und die Bildung von Blasen und Einfallstellen verhindern. Ist der Anguss jedoch zu klein, erhöht sich der Fließwiderstand, was die Formqualität des Produkts beeinträchtigt.
4. Teileauswurf und Entformungswinkel
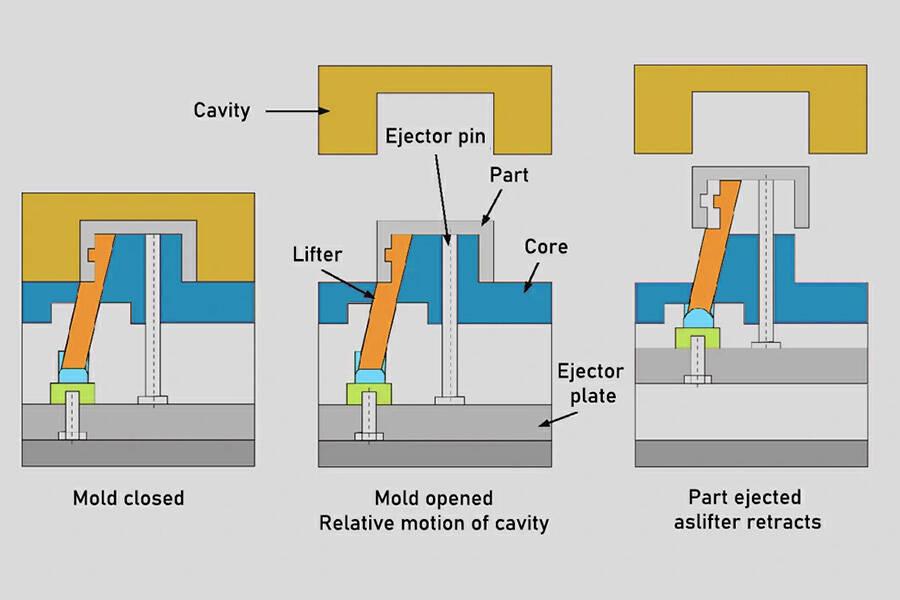
Teileauswurf und Entformungsschräge sind Schlüsselfaktoren, um sicherzustellen, dass das Teil reibungslos und ohne Beschädigung des Endprodukts aus der Form entnommen werden kann:
- Auswurfmechanismus: Der Auswurfmechanismus ist das Bauteil der Form, das zum Auswerfen des Produkts aus dem Formhohlraum dient. Er muss entsprechend der Form, Größe, Wandstärke und weiterer Faktoren des Produkts konstruiert sein, um sicherzustellen, dass die Produktoberfläche während des Auswurfvorgangs nicht beschädigt oder verformt wird.
- Entformungsschräge: Die Entformungsschräge ist der Auswurfwinkel der Oberfläche des Formteils parallel zur Auswurfrichtung der Form. Sie trägt dazu bei, den Reibungswiderstand des Produkts beim Entformen zu verringern und Kratzer oder Verformungen der Produktoberfläche zu vermeiden. Eine geeignete Entformungsschräge sollte anhand von Faktoren wie Material, Form und Größe des Produkts bestimmt werden.
5. Toleranz und Schrumpfung
Bei der Konstruktion von Spritzgussteilen müssen auch die Schrumpfung des Kunststoffs und Toleranzprobleme berücksichtigt werden:
- Kunststoffschrumpfung: Kunststoff schrumpft beim Abkühlen, wodurch sich die Produktgröße verändert. Daher muss die Schrumpfungsrate des Kunststoffs bei der Werkzeugkonstruktion berücksichtigt und ein geeigneter Toleranzbereich eingeplant werden, um diese Veränderung auszugleichen.
- Toleranzkontrolle: Die Toleranzkontrolle ist entscheidend für die Maßhaltigkeit der Produkte. Während der Werkzeugkonstruktion und -fertigung müssen Genauigkeit und Maßtoleranzen des Werkzeugs streng kontrolliert werden, um sicherzustellen, dass die hergestellten Produkte den Konstruktionsvorgaben entsprechen.

Welche Materialüberlegungen sind beim Spritzgießen unerlässlich?
Gängige Kunststoffarten beim Spritzgießen sind unter anderem ABS, Polypropylen und Polycarbonat. Lassen Sie uns die Eigenschaften und Anwendungsgebiete dieser Materialien kennenlernen.
1. Kunststoffauswahl
ABS: ABS ist eines der am häufigsten verwendeten Materialien im Spritzgussverfahren . Aufgrund seiner guten mechanischen Eigenschaften, seiner Schlagfestigkeit, seiner Chemikalienbeständigkeit und seiner einfachen Verarbeitbarkeit wird es häufig zur Herstellung von Gehäusen und Bauteilen für Automobile, Haushaltsgeräte und Elektronikprodukte eingesetzt.
Polycarbonat ( PC) zeichnet sich durch hervorragende Transparenz, Schlagfestigkeit, Hitzebeständigkeit und Dimensionsstabilität aus. Es wird häufig zur Herstellung von Produkten verwendet, die hohe Transparenz und hohe Festigkeit erfordern, wie z. B. optische Datenträger, Brillengläser, Schutzhelme, Displays für elektronische Geräte usw.
PA: Nylon ist ein Material mit hoher Festigkeit, Verschleißfestigkeit, Ölbeständigkeit und guten Selbstschmiereigenschaften. Es wird häufig zur Herstellung von Lagern, Zahnrädern, Rohren, Kabelmänteln und anderen Bauteilen verwendet, die mechanischer Belastung und Verschleiß standhalten müssen.
POM: POM ist bekannt für seine hohe Härte, hohe Steifigkeit und ausgezeichnete Verschleißfestigkeit. Es wird häufig zur Herstellung von Präzisionsteilen, Zahnrädern, Lagern, Gleitteilen usw. verwendet.
PMMA: Auch bekannt als organisches Glas, wird es aufgrund seiner guten optischen Eigenschaften, Transparenz und Witterungsbeständigkeit häufig zur Herstellung von Linsen, Vitrinen, Schildern usw. verwendet.
PET: PET wird hauptsächlich zur Herstellung von Getränkeflaschen, Lebensmittelverpackungen usw. verwendet, aber im Spritzgussverfahren wird es auch zur Herstellung einiger Produkte eingesetzt, die eine hohe Transparenz und gute Barriereeigenschaften erfordern.
PBT und PETG: Diese Werkstoffe weisen eine gute Hitzebeständigkeit, Chemikalienbeständigkeit und mechanische Eigenschaften auf und werden häufig in der Automobil-, Elektronik- und Haushaltsgeräteindustrie eingesetzt.
PPSU und PEEK: Diese Hochleistungskunststoffe werden aufgrund ihrer hohen Temperaturbeständigkeit, Chemikalienbeständigkeit und Festigkeit bei der Herstellung von Teilen für extreme Umgebungen, wie z. B. Medizinprodukte, Luft- und Raumfahrt- sowie Automobilteile, eingesetzt.
TPE/TPR: Dieses Material vereint die Elastizität von Gummi mit der Verarbeitbarkeit von Kunststoff. Es wird häufig zur Herstellung von Dichtungen, Schläuchen, Griffen und anderen Produkten verwendet, die sich weich anfühlen und gut abdichten müssen.
2. Materialeigenschaften für die Formgebung
Beim Spritzgießprozess sind die wichtigsten Materialeigenschaften Fließfähigkeit, Schlagfestigkeit, Hitzebeständigkeit usw. Diese Eigenschaften beeinflussen direkt die Qualität und Produktionseffizienz von Kunststoffprodukten. Zum Beispiel:
- Fließfähigkeit: Eine gute Fließfähigkeit hilft dem Kunststoff, die Form zu füllen und anzunehmen, wodurch die Festigkeit und Oberflächenbeschaffenheit des Produkts verbessert werden.
- Schlagfestigkeit: Kunststoffe mit hoher Schlagfestigkeit widerstehen äußeren Einwirkungen und verbessern so die Haltbarkeit und Sicherheit des Produkts.
- Hitzebeständigkeit: Kunststoffe mit guter Hitzebeständigkeit behalten auch bei hohen Temperaturen ihre Leistungsfähigkeit und eignen sich daher für die Herstellung von Produkten, die bei hohen Temperaturen eingesetzt werden müssen.
3. Silikonformung und Spezialkunststoffe
Wenn Flexibilität oder chemische Beständigkeit erforderlich sind, können Silikonformteile und andere Spezialkunststoffe die spezifischen Anwendungsanforderungen erfüllen:
Silikonformen
- Eigenschaften: Silikonkunststoff besitzt hervorragende Eigenschaften wie hohe Temperaturbeständigkeit, chemische Korrosionsbeständigkeit, Verschleißfestigkeit und Alterungsbeständigkeit und kann im Temperaturbereich von -70 °C bis +250 °C eingesetzt werden.
- Anwendung: Weit verbreitet in Medizinprodukten (wie chirurgischen Instrumenten, künstlichen Organen, Kathetern usw.), Lebensmittelverpackungen (wie Hochtemperatur-Kochbeuteln, kundenspezifischer Plastikfolie usw.) sowie im Elektronik- und Elektrobereich (wie Kabeln, Isolatoren, Leuchtdioden usw.).
Spezialkunststoffe
- Dazu gehören unter anderem PPSU, PEEK, PEI und andere Hochleistungskunststoffe, die eine ausgezeichnete Hochtemperaturbeständigkeit, chemische Korrosionsbeständigkeit und weitere Eigenschaften aufweisen.
- Anwendung: Geeignet für die Herstellung von Produkten mit extrem hohen Leistungsanforderungen, wie z. B. Präzisionsbauteile in der Luft- und Raumfahrt, Medizintechnik und anderen Bereichen.

Was sind die wichtigsten technischen Herausforderungen beim Spritzgießen?
Das Spritzgießen steht vor zahlreichen Herausforderungen, darunter Strömungsanalyse und -simulation, Optimierung von Kühlung und Zykluszeit, Vermeidung häufiger Fehler und Qualitätskontrolle. Durch den Einsatz fortschrittlicher Simulationswerkzeuge, die Optimierung des Kühlsystems, die Anpassung von Prozessparametern und eine verstärkte Qualitätskontrolle lassen sich diese Herausforderungen effektiv bewältigen und die Qualität und Effizienz des Spritzgießens verbessern.
Strömungsanalyse und Simulation
Beim Spritzgießprozess beeinflusst das Fließverhalten der Kunststoffschmelze unmittelbar die Qualität und Produktionseffizienz des Produkts. Fehler wie ungleichmäßiges Fließen, Blasenbildung und ungleichmäßige Abkühlung können die Integrität und Leistungsfähigkeit des Produkts erheblich beeinträchtigen.
Nutzen Sie Strömungsanalyse- und Simulationstools wie Moldflow, um den Spritzgießprozess zu simulieren und zu optimieren. Diese Tools unterstützen Ingenieure bei der Optimierung von Werkzeugkonstruktionen , indem sie wichtige Parameter wie Schmelzflusswege, Füllzeiten und Druckverteilung vorhersagen. Anhand der Simulationsergebnisse lassen sich Parameter wie Einspritzgeschwindigkeit, Druck und Temperatur der Spritzgießmaschine anpassen, um das Fließverhalten der Schmelze zu verbessern und Fehler wie Blasenbildung und ungleichmäßige Kühlung zu reduzieren.
Kühlungs- und Zykluszeitoptimierung
Die Abkühlzeit ist ein wichtiger Bestandteil des Spritzgießprozesses und beeinflusst direkt die Produktionseffizienz und die Kosten. Ungleichmäßige Abkühlung kann zu Qualitätsproblemen wie Verformungen und Verzug des Produkts führen.
Optimieren Sie die Konstruktion des Kühlsystems, um sicherzustellen, dass die Kühlwasserkanäle der Form gleichmäßig verteilt, ausreichend zahlreich und möglichst nah am Formhohlraum angeordnet sind. Dies trägt zu einer schnellen und gleichmäßigen Wärmeabfuhr aus der Schmelze bei und verkürzt die Kühlzeit. Durch die Anpassung von Parametern wie Kühlmitteltemperatur und -durchflussrate lässt sich die Kühlwirkung weiter optimieren. Der Einsatz fortschrittlicher Kühltechnologien, wie z. B. Schnellwärmetauscher, kann die Kühleffizienz deutlich steigern und die Produktionszyklen verkürzen.
Vermeidung häufiger Fehler
Häufige Fehler beim Spritzgießprozess sind unter anderem unvollständige Füllung, Verzug und Blasenbildung. Diese Fehler können die Qualität und Leistung des Produkts ernsthaft beeinträchtigen.
| Strategie | Beschreibung |
| Kurzaufnahme | Durch Erhöhung des Einspritzdrucks, Erhöhung der Schmelztemperatur oder Optimierung der Werkzeugkonstruktion kann die Fließfähigkeit der Schmelze verbessert und das Auftreten von unvollständigen Füllungen reduziert werden. |
| Verwerfung | Optimieren Sie die Formkonstruktion, um eine gleichmäßige Belastung des Produkts während des Abkühlprozesses zu gewährleisten; passen Sie die Einspritzgeschwindigkeit und den Einspritzdruck an, um übermäßige innere Spannungen durch die Schmelze in der Form zu vermeiden; verwenden Sie duroplastische Kunststoffe oder erhöhen Sie die Wandstärke des Produkts usw. Dadurch lässt sich der Verzug wirksam reduzieren. |
| Blasen | Die Blasenbildung kann verringert werden, indem die Entlüftungsleistung der Schmelze verbessert, das Entlüftungssystem der Form optimiert oder die Einspritzgeschwindigkeit und der Einspritzdruck angepasst werden. |
Qualitätskontrollmaßnahmen
- Herausforderung: Eine wichtige Herausforderung für die Hersteller besteht darin, während des Spritzgießprozesses die Konsistenz und Genauigkeit des Endprodukts sicherzustellen.
- Bewältigungsstrategien:
- Qualitätskontrolle der Rohstoffe: Die in der Spritzgussverarbeitung verwendeten Rohstoffe werden einer strengen Qualitätskontrolle unterzogen, um sicherzustellen, dass sie die vorgeschriebenen Normen erfüllen.
- Überwachung der Spritzgießmaschinenanlage: Durch die Überwachung des Betriebszustands der Spritzgießmaschinenanlage, einschließlich Parametern wie Temperatur, Druck und Einspritzgeschwindigkeit, wird die Stabilität und Konsistenz des Spritzgießprozesses sichergestellt.
- Qualitätskontrolle der Formen: Die in der Spritzgussverarbeitung verwendeten Formen werden einer strengen Qualitätskontrolle unterzogen, die Genauigkeit, Haltbarkeit und Lebensdauer der Formen umfasst. Regelmäßige Wartung und Reinigung der Formen gewährleisten deren einwandfreie Funktion und verlängern ihre Lebensdauer.
- Prozessüberwachung beim Spritzgießen: Echtzeitüberwachung wichtiger Parameter während des Spritzgießprozesses, wie Temperatur, Druck und Einspritzgeschwindigkeit, um sicherzustellen, dass Größe, Aussehen und physikalische Eigenschaften des Produkts den Anforderungen entsprechen.
- Stichprobenprüfung: Es werden Produktproben aus der Spritzgussfertigungslinie entnommen und auf Größe, Aussehen und physikalische Eigenschaften geprüft, um sicherzustellen, dass die Produktqualität den Standardanforderungen entspricht.
- Fehlerhaftes Produktmanagement: Es wird ein striktes fehlerhaftes Produktmanagementsystem eingerichtet, um nicht qualifizierte Produkte zu klassifizieren, zu erfassen und zu handhaben. Dadurch wird sichergestellt, dass keine fehlerhaften Produkte auf den Markt gelangen oder den normalen Betrieb der Produktionslinie beeinträchtigen.

Warum sollten Sie sich bei Spritzgussdienstleistungen für Longsheng entscheiden?
Ob Prototypenfertigung oder Serienproduktion – bei Longsheng verfügen wir über die entsprechenden Kapazitäten und die nötige Erfahrung, um Ihre Anforderungen zu erfüllen. Wir liefern zuverlässige Qualitätsteile und unterstützen Sie so auf dem wettbewerbsintensiven Automobilmarkt.
Schnelles Angebot: Laden Sie einfach die CAD-Datei hoch , und Sie können sich schnell über die Herstellungskosten informieren und den Auftragsstatus verfolgen.
Schnelle Formgebung: Longsheng verfügt über umfangreiche Erfahrung in der Prototypenfertigung und gewährleistet so, dass Ihre Bauteile auch in den späteren Phasen des Konstruktions- und Fertigungsprozesses von hoher Qualität gefertigt werden.
ISO-Zertifizierung: Longsheng ist ein nach ISO 9001 zertifiziertes Produktionsunternehmen . Das bedeutet, dass wir international anerkannte Best Practices anwenden, um Ihre Produkte zu entwickeln und sicherzustellen, dass sie den Standards entsprechen, unabhängig von der Komplexität des Designs.
Maßgeschneidert nach Ihren Wünschen: Unser Herstellungsprozess für Autoteile ist vollständig an Ihre Spezifikationen, Größen, Materialien und Oberflächenanforderungen anpassbar, um sicherzustellen, dass wir Ihre individuellen Bedürfnisse erfüllen.
Expresslieferung: Wir setzen auf schnelle Fertigung und Lieferung, um Ihre Produktionsanforderungen zu erfüllen und Ihnen gleichzeitig mehr Flexibilität für schnelle Reaktionen auf Marktveränderungen zu bieten. Longsheng ist Ihr Partner für Autoteile.
Häufig gestellte Fragen
1. Welche Kunststoffarten werden hauptsächlich beim Spritzgießen verwendet?
Kunststoffe, die im Spritzgussverfahren verwendet werden, lassen sich hauptsächlich in zwei Kategorien unterteilen: Thermoplaste und Duroplaste . Zu den Thermoplasten gehören unter anderem Polyethylen (PE), Polypropylen (PP), Polyvinylchlorid (PVC), Polycarbonat (PC), Polyamid (PA) und Polyethylenterephthalat (PET); zu den Duroplasten gehört unter anderem Polyurethan (PU).
2. Wie entwirft man eine Spritzgussform?
Bei der Konstruktion einer Spritzgussform müssen verschiedene Faktoren berücksichtigt werden, um den Kernziehmechanismus zu minimieren und den Einfluss der Trennlinie auf das Erscheinungsbild zu eliminieren. Bei der Gestaltung der Produktstruktur sollten Strukturen wie Verstärkungsrippen, Verstrebungen und Vorsprünge mit der Öffnungsrichtung der Form übereinstimmen, um ein Herausziehen des Kerns zu verhindern, Nahtlinien zu reduzieren und die Lebensdauer der Form zu verlängern. Eine geeignete Entformungsneigung ist erforderlich, um Produktabrieb oder Beschädigungen an der Oberseite zu vermeiden. Bei Produkten mit Kavitätenstrukturen sollte die Neigung der Außenfläche möglichst größer sein als die der Innenfläche, um sicherzustellen, dass sich der Formkern während des Spritzgießens nicht verformt. Kunststoffe weisen einen bestimmten Wandstärkenbereich auf, üblicherweise 0,5–4 mm. Eine Wandstärke von über 4 mm kann zu Problemen wie längeren Abkühlzeiten und Schwindung führen.
3. Welche Fehler treten häufig beim Spritzgießen auf und wie lassen sie sich vermeiden?
Häufige Fehler beim Spritzgießen und deren Vermeidung umfassen im Wesentlichen: ① Unterfüllung. Um Unterfüllung zu vermeiden, sollte die Einspritzgeschwindigkeit erhöht, die Kunststoffmenge im Trichter überprüft und der Einspritzhub kontrolliert werden. ② Gewichts- und Größenänderungen. Um Fehler aufgrund von Gewichts- und Größenänderungen zu vermeiden, muss geprüft werden, ob ausreichend Kühlwasser durch den Trichter fließt, um die korrekte Temperatur zu halten, sowie das Einspritzvolumen und die Plastifizierungskapazität der Spritzgießmaschine. ③ Verbrennungen lassen sich durch Absenken der Temperatur in den ersten beiden Bereichen des Einspritzzylinders und Reduzieren der Einspritzgeschwindigkeit vermeiden. ④ Risse lassen sich durch den Einsatz von Mehrpunkt-Angusskanälen, Seitenangüssen und Griffangüssen vermeiden. Zusätzlich kann die Harztemperatur erhöht werden, um die Schmelzviskosität zu reduzieren, sowie die Werkzeugtemperatur erhöht und die Einspritz- und Nachdruckzeit verkürzt werden.
4. Welche Faktoren beeinflussen die Kosten des Spritzgießens?
Die Kosten des Spritzgießens werden von zahlreichen Faktoren beeinflusst, darunter Werkzeugkosten, Materialkosten, die Komplexität der Produktstruktur, Produktionsmenge, Produktionseffizienz, Kosten für die Anlagennutzung, Lohnkosten, Kosten für die Nachbearbeitung, Logistikkosten usw. Die Kosten des Spritzgießens hängen von vielen Faktoren ab. Um diese Einflüsse zu minimieren, ist eine umfassende Berücksichtigung und Optimierung aller Aspekte von Design, Produktion, Management usw. erforderlich.
Zusammenfassung
Wichtige Konstruktionsaspekte beim Spritzgießen umfassen Werkzeugdesign , Wandstärke, Angussgestaltung, Auswurf und Entformungsschrägen sowie Toleranzen und Schwindung. Das Spritzgießen steht vor zahlreichen Herausforderungen, darunter Strömungsanalyse und -simulation, Optimierung von Kühlung und Zykluszeit, Vermeidung häufiger Fehler und Qualitätskontrolle. Diese Faktoren sind miteinander verknüpft und beeinflussen gemeinsam die Qualität und Produktionseffizienz von Spritzgussteilen. Durch die sorgfältige Bewertung und Optimierung dieser Parameter lässt sich ein stabiler und zuverlässiger Spritzgießprozess gewährleisten, der die Herstellung hochwertiger Kunststoffprodukte ermöglicht, die den Konstruktionsanforderungen entsprechen.
Haftungsausschluss
Die Inhalte dieser Seite dienen lediglich als Referenz. Longsheng übernimmt weder ausdrücklich noch stillschweigend Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Aus Leistungsparametern, geometrischen Toleranzen, spezifischen Konstruktionsmerkmalen, Materialqualität und -art oder Verarbeitungsqualität lassen sich keine Rückschlüsse auf die Leistungen von Drittanbietern oder Herstellern über das Longsheng-Netzwerk ziehen. Es obliegt dem Käufer , der ein Angebot für Teile anfordert , die spezifischen Anforderungen an diese Teile zu ermitteln. Für weitere Informationen kontaktieren Sie uns bitte .
Longsheng-Team
Dieser Artikel wurde von mehreren Mitarbeitern von Longsheng verfasst. Longsheng ist ein führender Anbieter im Fertigungssektor und bietet CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und vieles mehr an.

