

Das Tiefziehen des Stanzens ist ein wichtiger Prozess der Metallumformung, die in der Fertigungsindustrie weit verbreitet ist und insbesondere bei der Herstellung komplexer, hochpräziser Metallteile eine Schlüsselrolle spielt. Dieses Verfahren eignet sich besonders für die Herstellung komplexer, hochpräziser Metallteile und hat ein breites Anwendungsspektrum, wie z. B. in der Automobilindustrie, Luft- und Raumfahrt, Medizin, Elektronik, Haushaltsgeräte und anderen Industrien. Das Funktionsprinzip und die Hauptschritte des Tiefziehenstanzens werden im Folgenden ausführlich vorgestellt.
Was ist Tiefziehprägen?
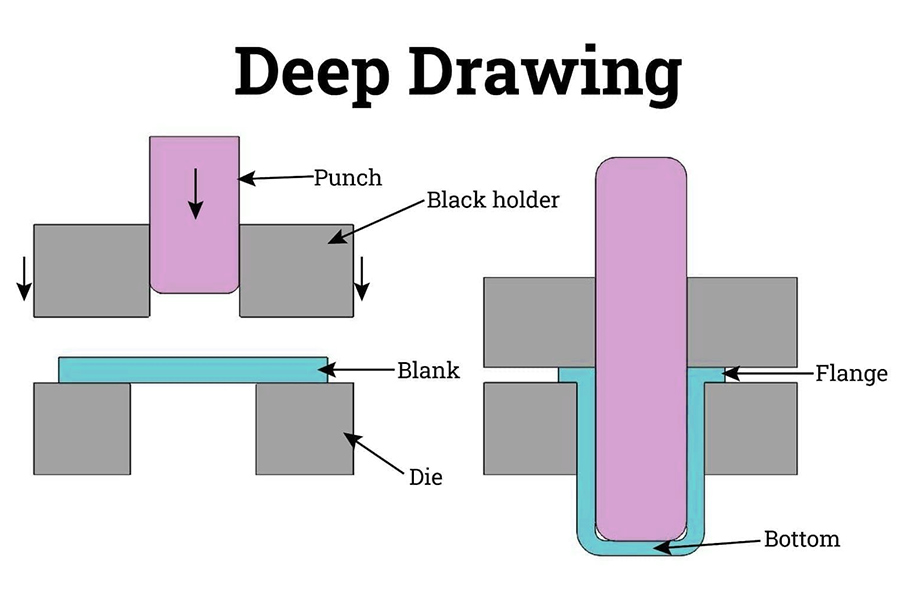
Tiefziehen, Stanzenist eine professionelle Tiefziehumformtechnologie, mit der flache Metallwerkstoffe zu nahtlosen und hohlen Formen verarbeitet werden können. Anders als bei anderen Metallumformverfahren führt das Tiefziehstanzen das Metall in den Formhohlraum und verformt es im plastischen Zustand, wodurch langlebige und hochpräzise unten geschlossene Teile, wie z. B. Zylinder oder verschiedene Formen, entstehen. Unterschiedliche becherförmige Teile. Dieser effiziente und präzise Fertigungsprozess spielt in vielen Branchen eine wichtige Rolle, insbesondere in solchen, die eine extrem hohe Bauteilfestigkeit und Präzision erfordern.
Wie funktioniert das Tiefziehen?
Die Kernidee vonTiefzieh-Stanztechnikbesteht darin, mit einem Stempel ein Blech (oft auch Rohling genannt) radial in eine Umformmatrize zu ziehen und dabei das Material von einer flachen Platte in ein zylindrisches oder kastenförmiges Hohlbauteil umzuwandeln und dabei sicherzustellen, dass seine Wandstärke stabil bleibt. Während dieser Änderung wird Material von der glatten Oberfläche (dem Flansch) auf die Seiten übertragen, was zu einer erheblichen Anpassung der Gesamtabmessungen der ebenen Oberfläche führt.
Wie funktioniert das Tiefziehen und Stanzen Schritt für Schritt?
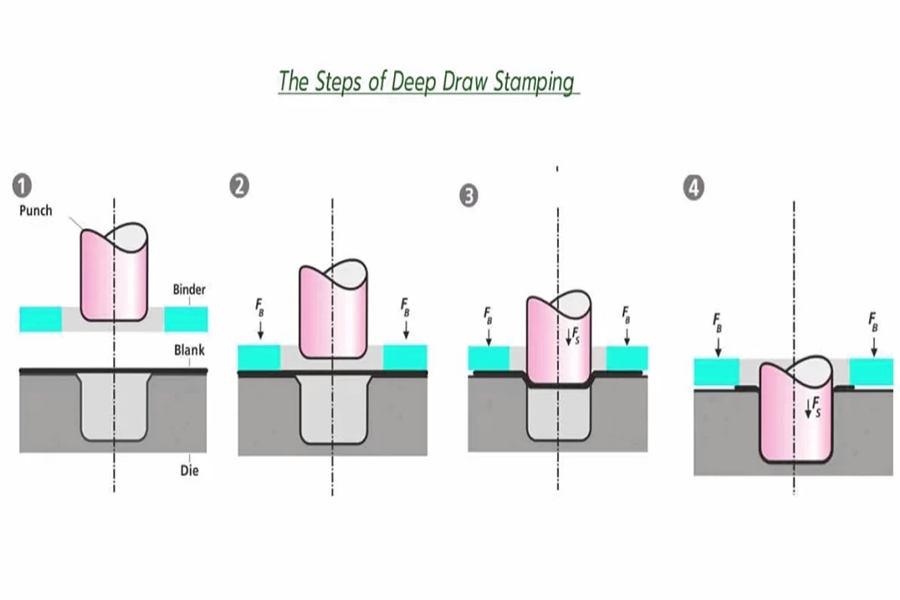
Das Tiefziehstanzen ist ein Verfahren der MetallumformungDabei wird mit einer Matrize und einer Presse ein Blechrohling radial in eine Umformmatrize gezogen, um eine dreidimensionale Form zu erzeugen. Im Folgenden finden Sie den schrittweisen Arbeitsprozess des Tiefziehens und Stanzens:
- Vorbereitung des Materials:Wählen Sie geeignete Metallplatten als Rohstoffe, wie z.B. Edelstahl, Aluminium, Kupfer oder Baustahl usw. Stellen Sie sicher, dass das Material duktil und plastisch genug ist, um Verformungen während des Ziehvorgangs aufzunehmen.
- Dunkeltastung:Verwenden Sie eine Scherenmatrize oder Stanzmatrize, um Rohlinge in der gewünschten Form aus dem Rohmaterial zu schneiden. Der Zweck des Stanzens besteht darin, die Form und Größe des Rohlings zu erhalten, die für den Tiefziehprozess erforderlich sind.
- Zentrieren und Reinigen und Ölen von Blechen:Bei automatischen Linien zentrieren Sie das Blech, um seine genaue Position zu gewährleisten. Reinigen Sie das Blatt, um Oberflächenöl und Verunreinigungen zu entfernen. Tragen Sie Öl auf, um die Reibung zwischen der Form und dem Material zu verringern und den Tiefzieheffekt zu verbessern.
- Tiefziehen:Legen Sie den Rohling in das FeldForm zum Ziehen. Der Rohling wird durch die männlichen und weiblichen Formen der Form gestreckt, um die gewünschte dreidimensionale Form zu bilden. Das Tiefziehen ist ein Schlüsselverfahren für das Stanzen von Abdeckteilen, und der größte Teil der Form der Abdeckteile wird im Ziehprozess geformt.
- Bildend:Formen der Teile, die nach dem Ziehen nicht vollständig den Anforderungen entsprechen. Der Hauptinhalt des Formgebungsprozesses besteht darin, die Formen zu formen, die nicht in derZiehprozessoder um einige Formen mit hohen Anforderungen an die Übereinstimmung zu korrigieren.
- Besäumen und Stanzen:Schneiden Sie die Prozesszusatzteile und die umliegenden Eckmaterialien an den gezogenen Teilen ab. Stanzen Sie die erforderlichen Befestigungslöcher, Referenzlöcher, Prozesslöcher und andere Löcher an den Teilen aus.
- Anflanschend:Bördeln der Kanten bestimmter Teile, um die gewünschte vertikale Kantenform zu bilden. Das Bördeln folgt in der Regel dem Trimmprozess.
Welche Materialien werden beim Tiefziehenstanzen verwendet?
Das Tiefziehen ist ein spezielles Umformverfahren, bei dem eine Vielzahl von Materialien verwendet werden, die hauptsächlich von den Eigenschaften des gewünschten Produkts, seinem Verwendungszweck und Kostenüberlegungen abhängen. Hier sind einigeMaterialien, die üblicherweise zum Tiefziehen, Stanzen verwendet werden:
| Material | Charaktereigenschaften | Anträge |
| Kohlenstoffarmer Stahl | Hohe Duktilität, kostengünstig. | Automobil- und Industrieteile. |
| Edelstahl | Korrosionsbeständigkeit, höhere Festigkeit. | Medizinische Geräte, Küchenspülen. |
| Aluminium | Geringes Gewicht, hervorragende Formbarkeit. | Komponenten für die Luft- und Raumfahrt, Getränkedosen. |
| Kupfer | Hohe Leitfähigkeit, leicht zu formen. | Elektrische Komponenten, HLK-Systeme. |
| Nickel-Legierungen | Hohe Temperaturbeständigkeit, ausgezeichnete Korrosionsbeständigkeit. | Luft- und Raumfahrt, chemische Verarbeitung. |
Was sind die Anwendungen des Tiefziehenstanzens?
Das Tiefziehen ist ein wichtiger Metallumformprozess mit breiten Anwendungen in verschiedenen Branchen. Im Folgenden finden Sie eine detaillierte Zusammenfassung vonAnwendungen beim Tiefziehen und Stanzen:
| Industrie | Anwendungsbeispiele |
| Selbstfahrend | Kraftstofftanks, Abgaskomponenten und Motorgehäuse. |
| Luft- und Raumfahrt | Flugzeugrumpfteile, Kraftstoffsysteme und Gehäuse. |
| Medizinisch | Chirurgische Instrumente, Katheterschläuche und Defibrillatorgehäuse. |
| Unterhaltungselektronik | Smartphone-Gehäuse, Laptop-Gehäuse und Batteriefächer. |
| Haushaltsgeräte | Waschmaschinentrommeln, Spülbecken und Mikrowellengehäuse. |
Warum ist das Tiefziehenstanzen bei den Herstellern so beliebt?
DasPopularität des Tiefziehenstanzensunter den Herstellern liegt vor allem an seinen vielen Vorteilen, die das Tiefziehstanzen zu einem unverzichtbaren Bestandteil der modernen Fertigung machen. Die Gründe, warum das Tiefziehenstanzen beliebt ist, sind:
- Hochwertige Produkte: Die tiefgezogenen Stanzteile werden im Verarbeitungsprozess hergestellt und durch Formen unterstützt, sodass Form und Größe der verarbeiteten Produkte sehr genau sind. Die Lebensdauer der Matrize ist lang, und die produzierten tiefgezogenen Stanzteile sind High-End-Produkte auf dem Markt.
- Breites Anwendungsspektrum: Tiefgezogene Stanzteile sind in einer Vielzahl von Größen erhältlich und haben eine präzise Größe, die in vielen Bereichen des Lebens und der industriellen Produktion, wie z. B. Haushaltsgeräten und Automobilbau, angewendet werden kann.
- Der Produktionsprozess ist einfach und unkompliziert: Aus der Perspektive der Gesamtkontrolle des Prozesses wird jeder Schritt des Produktionsprozesses von tiefgezogenen Stanzteilen wie ein Fließband gesteuert, sodass die Komplexität der menschlichen Bedienung viel einfacher ist als bei herkömmlichen Stanzmethoden.
- Überlegene Leistung: Tiefgezogene Stanzteile weisen eine gute Leistung in Bezug auf Dichtheit und innere Festigkeit auf, die den Anforderungen hochwertiger Produkte gerecht werden können.
- Energieeinsparung und Umweltschutz: Tiefzieh-Stanzteile haben ein spezielles Herstellungsverfahren, und viele Materialien werden im Verarbeitungsprozess sinnvoll verwendet und erfordern nicht zu viel Energieverbrauch, wodurch Energie gespart und die Produktionskosten gesenkt werden.
Was sind die häufigsten Fehler beim Tiefziehen?
Häufige Fehler beim Tiefziehenstanzen sind vor allem die folgenden:
1. Riss
Dies ist einer der häufigsten Fehler im Tiefziehstanzprozess. Sie tritt in der Regel in Bereichen auf, in denen das Material einer übermäßigen Spannung oder Verformung ausgesetzt ist, z. B. in der Nähe der Stanzverrundung oder der Matrizenöffnung. Ein Bruch kann durch unzureichende Materialfestigkeit, unvernünftiges Formdesign, unsachgemäße Stanzprozessparameter oder schlechte Schmierung verursacht werden.
2. Faltenbildung
Faltenbildung wird durch ungleichmäßige Spannung und Druck auf das Material während des Stanzprozesses verursacht, was zu einer lokalen Materialansammlung und Instabilität führt. Faltenbildung tritt in der Regel an Flanschabschnitten oder Bereichen auf, in denen das Material schneller fließt. Faltenbildung beeinträchtigt nicht nur die Ästhetik des Teils, sondern kann auch seine Funktionalität und Passform beeinträchtigen.
3. Rückfederung
Unter der Rückfederung versteht man die Formveränderung von tiefgezogenen Stanzteilen aufgrund des elastischen Rückstellvermögens des Materials nach dem Entladen. Die Rückfederung kann zu ungenauen Teileabmessungen, Formverzerrungen oder Montageschwierigkeiten führen. Die Größe der Rückfederung hängt von Faktoren wie dem Elastizitätsmodul des Materials, der Dicke, der Formtiefe und dem Formdesign ab.
Häufig gestellte Fragen
1.Was ist der grundlegende Prozess des Tiefziehenstanzens?
Das Tiefziehstanzen umfasst hauptsächlich: (1) Materialvorbereitung: Wählen Sie geeignete Metallplatten als Rohmaterialien aus, z. B. Edelstahl, Aluminium usw. (2) Forminstallation: Installieren Sie die Form (einschließlich des Stempels und der konkaven Form) auf der Presse und stellen Sie den Formspalt und die Rohlingshalterkraft ein. (3) Materialplatzierung: Legen Sie das Blech auf den Rohlingshalter der Form und drücken Sie es mit der Kraft des Rohlingshalters fest. (4) Stanzvorgang: Starten Sie die Presse, der Stempel bewegt sich nach unten und zwingt das Material unter dem Rohlingshalter, sich plastisch zu verformen, in den Spalt zwischen dem Stempel und der konkaven Matrize zu fließen und eine zylindrische Seitenwand und andere Formen zu bilden. (5) Werkstückentnahme: Nehmen Sie nach Abschluss des Stanzvorgangs das geformte Werkstück heraus und führen Sie die erforderliche Inspektion und Beschneidung durch.
Wie kommt es zu Materialverformungen beim Tiefziehen und Stanzen?
Während des Tiefzieh- und Stanzprozesses tritt die Verformung des Materials hauptsächlich im Flanschteil auf. Wenn sich der Stempel nach unten bewegt, erfährt das Material des Flanschteils unter Einwirkung von radialer Zugspannung und tangentialer Druckspannung eine plastische Verformung, schrumpft weiter und verwandelt sich in die Zylinderwand. Dieser Verformungsgrad ist an der äußersten Kante des Flansches am größten.
Was sind die häufigsten Fehler beim Tiefziehen?
Häufige Fehler beim Tiefziehen und Stanzen sind Falten, Risse, Rückfederung und Oberflächenfehler. Faltenbildung ist ein Ausbeulungsphänomen, das auftritt, weil die tangentiale Druckspannung des Flanschteils die Fähigkeit des Materials übersteigt, Instabilität zu widerstehen. Das Reißen wird dadurch verursacht, dass das Material während des Ziehvorgangs zu dünn gedehnt wird. Rückfederung ist ein Metall Das Phänomen des Versuchs, nach dem Formen in seine ursprüngliche Form zurückzukehren; Oberflächenfehler können durch unerwünschten Kontakt des Materials mit anderen Oberflächen entstehen, was zu Kratzern, Flecken oder Schönheitsfehlern führt.
Wie vermeidet man Fehler beim Tiefziehen?
Hier sind einige Dinge, die Sie tun können, um Fehler beim Tiefziehenstanzen zu vermeiden: Optimieren Sie das Formendesign: Eine gut gestaltete Form kann das Auftreten von Faltenbildung und Rissbildung minimieren. Richtige Schmierung: Die Verwendung des richtigen Schmiermittels kann die Reibung verringern, Oberflächenfehler verhindern und einen reibungsloseren Dehnprozess gewährleisten. Wählen Sie das richtige Material: Es ist entscheidend, ein Material zu wählen, das gleichbleibende Eigenschaften aufweist und für das Tiefziehen geeignet ist. Verlangsamen Sie die Ziehgeschwindigkeit: Eine Verlangsamung der Ziehgeschwindigkeit kann dazu beitragen, Risse zu verhindern, insbesondere bei formbareren Metallen. Nachbearbeitung: Prozesse wie das Glühen tragen dazu bei, die Auswirkungen der Rückfederung zu reduzieren und sicherzustellen, dass das Metall seine gewünschte Form behält.
Zusammenfassung
Das Tiefziehen, Stanzen ist ein wichtiges Metallumformverfahren, bei dem der Blechrohling radial durch eine Reihe von Matrizen in das Umformwerkzeug gezogen wird, um komplexe dreidimensionale Formen zu formen. Obwohl während des Tiefziehprozesses einige Herausforderungen und Fallstricke auftreten können, können diese Probleme durch Maßnahmen wie die Optimierung des Werkzeugdesigns, die richtige Schmierung, die Auswahl geeigneter Materialien und die Verlangsamung der Ziehgeschwindigkeit effektiv vermieden werden. Aufgrund ihrer Effizienz, Vielseitigkeit und hohen Qualität ist die Tiefziehstanztechnologie in vielen Branchen weit verbreitet und hat wichtige Beiträge zur Entwicklung der Fertigungsindustrie geleistet.
Verzichtserklärung
Der Inhalt dieser Seite dient nur als Referenz.LSgibt keine ausdrückliche oder stillschweigende Zusicherung oder Gewährleistung hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen ab. Es sollten keine Leistungsparameter, geometrischen Toleranzen, spezifischen Designmerkmale, Materialqualität und -art oder Verarbeitung darauf abgeleitet werden, was ein Drittanbieter oder Hersteller über das Longsheng-Netzwerk liefern wird. Es liegt in der Verantwortung des KäufersSuche nach einem Angebot für Teileum die spezifischen Anforderungen für diese Teile zu ermitteln.Bittekontaktieren Sie unsfür mehrInfOrmation.
LS Team
LS ist ein branchenführendes UnternehmenSpezialisiert auf kundenspezifische Fertigungslösungen. Mit über 20 Jahren Erfahrung in der Betreuung von mehr als 5.000 Kunden konzentrieren wir uns auf hochpräziseCNC-Bearbeitung,Blechbearbeitung,3D-Druck,Spritzgießen,Stanzen von Metall,und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit mehr als 100 fortschrittlichen 5-Achsen-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Anpassung handelt, wir können Ihre Anforderungen mit einer Lieferung von nur 24 Stunden erfüllen. WählendLS-Technologiebedeutet, sich für Effizienz, Qualität und Professionalität zu entscheiden.
Um mehr zu erfahren, besuchen Sie bitte unsere Website:www.lsrpf.com


