

MIG and TIG welding are both common welding methodsthat share many similarities, as they both use an arc and shielding gas. However, there are also major differences between the two methods, primarily in the electrodes they use. MIG welding uses a solid wire that is automatically fed by a machine to create an arc, while TIG welding uses a non-consumable electrode and a manual filler rod
Bothwelding techniques produce high-quality jointsand can connect a variety of different materials. However, because they are different processes, they are suitable for different occasions. To choose the right welding method, you have to compare MIG and TIG welding. Below, we will take a look at the differences between these two popularwelding methods.
What is TIG welding?
TIG (Tungsten Inert Gas) welding, also known as GTAW (Gas Tungsten Arc Welding), is a precise and versatile processthat is particularly suitable for welding thin sheets of aluminum, stainless steel and other non-ferrous metals. The welds produced by this method not only have strong mechanical properties, but also have a particularly beautiful appearance.
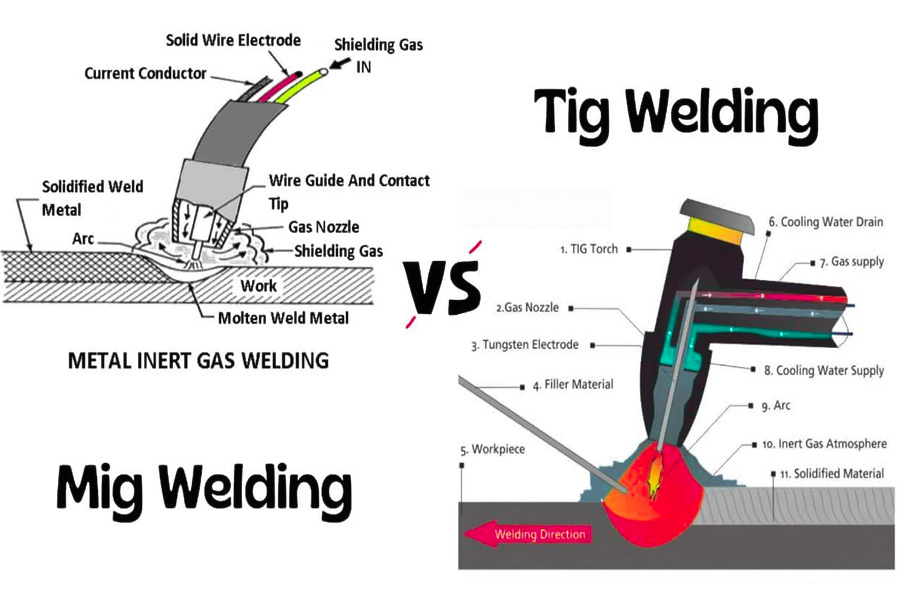
During TIG welding, an arc is formed between a non-consumable tungsten electrode and the workpiece. Unlike MIG welding, this tungsten electrode does not melt during the entirewelding processand remains intact. The electrode is fixed in the TIG welding gun, which continuously sprays an inert shielding gas to protect the welding area from contamination. This shielding gas is usually argon or helium.
To start welding, the welder touches the tungsten electrode lightly to the workpiece and then quickly pulls away while maintaining the arc length. Once the arc generates heat, it melts the workpiece and filler material (if used) to form a weld pool. If necessary, the machinist can manually feed filler metal into the weld pool.
What is MIG welding?
MIG welding, also known as gas metal arc welding (GMAW), is a method of joining metal partsusing a consumable electrode and a shielding gas. It is widely used because of its versatility and wide range of uses.
During MIG welding, the welding torch continuously feeds a wire electrode (mostly steel) to the welding site. The electrode melts to form a molten pool, which merges with the base metal. The welding torch also sprays a shielding gas to prevent contamination of the welding site. This shielding gas can be argon or a mixture of argon and carbon dioxide.
When the current passes through the electrode, it produces a very hot arc, which melts both the electrode and the base metal. The molten electrode material acts like a filler, and when it solidifies, a strong connection is formed.MIG welding is very fastbecause the electrode feed is continuous. It is commonly used in industries such as automotive, construction and manufacturing to join metals such as steel, aluminum and stainless steel.

What is the difference between TIG and MIG welding?
In order to choose the better method for your project, you need to understand the differences between them.Knowing how TIG and MIG welding differ helps you compare them effectively. Before we look at them in detail, here is a summary of the main differences:
MIG welding vs TIG welding difference table
| Feature | TIG Welding | MIG Welding |
| Weld Strength | Generally stronger | Produces strong welds |
| Weld Speed | Slower, requires more time and skill | Faster, ideal for high production |
| Power Source | Uses AC or DC depending on metal type | Uses DC with a constant voltage characteristic |
| Electrodes Used | Non-consumable electrodes with a separate filler rod | Consumable electrodes that act as fillers |
| Welding Gas | Pure argon; argon blends with helium, nitrogen, or hydrogen | Argon-CO2 blend (75% argon, 25% CO2) |
| Cooling System | Often uses water-cooled torches due to higher heat generation | Typically uses air-cooled torches, water-cooled optional for high heat |
| Weld Appearance | Creates clean, aesthetically pleasing welds, ideal for visible workpieces | Produces good welds; not always critical for appearance |
| Weldable Metals | Better for thin metals; precise control reduces warping and burn-throughs | Suitable for thicker metals; high production rates |
| Cost | Higher initial cost, slower process increases cost per foot of bead | Lower initial cost, faster process reduces cost per foot of bead |
Which Has Lower Equipment Costs?
Whenconsidering the cost of TIG and MIG welders, you can look at two key dimensions: start-up costs and consumables costs.
1.Start-up cost comparison
(1)TIG welders
The price range is between 2500 and 8000, and this price covers high-frequency arc striking modules.
(2)MIG welder
Prices range from 800 to 3000 and the cost of the wire feeding system is 40% lower than other comparable equipment.
Conclusion
The start-up cost of a MIG welder is significantly lower than that of a TIG welder. Even if you pick a high-end MIG welder with a price tag of up to 3000, you can still save 500 compared to the minimum configuration of the TIG welder 2500; And this price is only 37.5% of the price of the TIG high-end model 8000.
2.Comparison of consumables costs
(1)TIG welders
The tungsten electrodes need to be replaced regularly at a price of 50 per pack, and pure argon gas is required at a price of 200 per can. Assuming 1 pack of tungsten electrode and 1 tank of argon per month, the annual cost of consumables is calculated as follows:
(50 + 200) × 12 = $3,000/year
(2)MIG welder
Although the specific cost of consumables is not explicitly given by the user, the cost of the wire feeding system is known to be 40% lower. Assuming that the cost of MIG wire and gas is 60% of that of a TIG welder, and that the amount consumed is similar, the annual cost of consumables will be approximately:
3000 × 60% = 1800 USD/year
Comprehensive cost analysis
Short-term (within 1 year)
The total cost of a MIG welder is lower, calculated as a start-up cost of 3000 plus a consumable cost of 1800 for a total of 4800, while a TIG welder has a total cost of 2500 plus a consumable cost of 3000 for a total of 5500.
Long-term (>1 year)
Thecost of consumables for TIG weldershas always been at a high level, and the cost gap between the two will increase over time.
Final Conclusion
Whether it's start-up costs, or long-term consumables costs, the overallcost of a MIG welder is lower than that of a TIG welder. If you want to further reduce the cost of your TIG welder, consider recycling argon or opt for a model with lower consumables consumption.
Other ideas, such as adding or removing comparisons, or new requirements for the conclusion section, can be told to me and I will continue to improve.

How Do Material Options Differ?
There aresignificant differences in material selection between TIG welding and MIG welding. The following table is a detailed analysis:
| TIG welding | MIG welding | |
|---|---|---|
| Nonferrous metal | It is very suitable for welding stainless steel, aluminum, magnesium, titanium, copper and its alloys, etc | It can be used to weld non-ferrous metals such as aluminum alloys, but some high-purity non-ferrous metals may require stricter process control |
| Ferrous | It is suitable for welding almost all metals and alloys, such as ferrous metals with high melting points | It is widely used in the welding of ferrous metals such as low carbon steel and low alloy steel |
| Plate thickness | More suitable for welding thin sheets and delicate components | More suitable for welding thick plates and large components |
| Special materials | High-quality materials such as titanium alloy components in the aerospace field | Galvanized steel sheet and other coating materials (special gas required) |
What Are the Strength Differences?
Static intensity contrast
| Welding method | Typical data | Material adaptability | Advantageous scenarios |
|---|---|---|---|
| TIG welding | Tensile strength≥ 90% of base metal (aluminum alloy up to 310MPa) | Non-ferrous metals such as aluminum alloys, stainless steels, and titanium alloys | Aerospace, medical devices, precision instruments |
| MIG welding | The strength is 85%-95% of the base metal (550MPa typical value of carbon steel) | Carbon steel, galvanized steel plate, aluminum alloy medium and heavy plate | Automobile manufacturing, steel structure construction, mass production |
Key differences:
TIG welding ensures pure weld metal by precisely controlling heat input, and is particularly suitable for welding non-ferrous metals (such as aluminum alloys and titanium alloys), with strength close to that of the parent metal.
Due to the high heat input,MIG welding may cause coarsening of the weld grains, and the strength is slightly lower than TIG, but it can still provide higher strength in welding ferrous metals such as carbon steel.
Fatigue performance comparison
| Welding method | Cycle life advantage | Influencing factors | Enhanced technology |
|---|---|---|---|
| TIG welding | 30% better cycle life than MIG (ASTM E466 test) | Weld uniformity, defect control | TIG remelting method (improved toe shape) |
| MIG welding | Fatigue life is relatively low | Grain coarsening and stress concentration due to heat input | Welding parameters and post-processing need to be optimized |
Key differences:
TIG welding has fewer weld defects and uniform structure, and its fatigue performance is significantly better than MIG.
TIG remelting can further eliminate weld toe defects and increase the fatigue allowable stress amplitude, which is suitable for high-cycle fatigue scenarios (such as aerospace).

Which is Better for Aluminum?
For thewelding of aluminum alloys,TIG welding and MIG welding have their advantages, but in general, TIG welding performs better in welding aluminum alloys. The following is a specific comparison of the two welding methods in aluminum alloy welding:
1.Advantages of TIG welding for aluminum
Welding high-quality aluminium alloys:
TIG welding is capable of welding high-quality aluminum alloys such as 5 series and 7 series aerospace aluminum. These aluminium alloys place extremely high demands on weld quality, and TIG welding is able to meet these requirements with its precise arc control and good weld forming ability.
For the welding of 5 series and 7 series aviation aluminum, it is usually necessary to adopt the alternating current (AC) mode and use it in combination with helium to obtain better welding results.
Small heat-affected zone:
The heat-affected zone of TIG welding is small, only about 1.2 mm. In contrast,MIG welds have a larger heat-affected zone, which can reach 3.5 mm. The smaller heat-affected zone helps to reduce the impact of welding on the properties of the base metal, maintaining the strength and toughness of the aluminum alloy.
Cathodic clean-up:
TIG welding has a cathodic cleaning effect, which can effectively remove the oxide film and impurities on thesurface of the aluminum alloy and improve the quality of the weld.
2.Limitations of MIG welding on aluminum
Wire Feeding System Problems:
MIG welding When welding aluminum alloys, the wire feeding system is prone to the problem of stuck aluminum wires. This is mainly due to the low melting point and good fluidity of aluminum alloy, which can easily lead to aluminum or wire jamming of the wire feeding wheel. To solve this problem, a special U-groove feed wheel is often required.
Stomatal problems:
WhenMIG welds aluminum alloys, porosity is prone to appear in the welds. This is mainly due to the high solubility of aluminum alloy to hydrogen, and hydrogen is easy to enter the weld during the welding process. In order to reduce the generation of porosity, shot peening is often required after welding.
How does the welding process affect metal selection?
1. TIG Welding (Gas Tungsten Welding - GTAW)
- Metal type:The biggest advantage of TIG welding is that it can weld a variety of metalsand alloys, including stainless steel, nickel alloy, titanium, aluminum, magnesium, copper, etc. Its concentrated arc and controllable heat input make it ideal for welding thin sheets, high melting point metals. For reactive metals (e.g. aluminum, magnesium) and their alloys, TIG welding can effectively prevent oxidation and ensure the quality of the weld due to the inert gas protection (e.g. argon).
- Limitations:WhileTIG welding has a wide range of applications, it can be less efficient for high-volume production and thick plate welding.
2. MIG Welding (Gas Metal Arc Welding - GMAW)
- Metal Type:MIG welding is suitable for metals such as stainless steel, aluminum, magnesium, copper, etc. Similar to TIG welding, MIG welding is protected with an inert gas such as argon or a reactive gas such as carbon dioxide or a gas mixture. For welds that require higher welding speeds and greater penetration, MIG welding is a more suitable choice.
- Limitations: MIG welding has high requirements for the welding environment, and it is necessary to ensure the gas protection effect and avoid oxidation of the weld.

Summary
There are significant differences between TIG welding and MIG welding in terms of welding principles, operating characteristics, application fields, equipment composition, welding quality and appearance.TIG welding is widely used in aerospace, nuclear industry and other fields due to its high-quality welds and fine operating characteristics;while MIG welding occupies an important position in automobile manufacturing, steel structure construction and other fields due to its high-speed welding capabilities and simple operating characteristics. In practical applications, the appropriate welding method should be selected according to specific needs and material characteristics.
Disclaimer
The content of this page is for informational purposes only.LS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy, completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features, material quality and type or workmanship that the third-party supplier or manufacturer will provide through the Longsheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.pleaseContact usLearn moreEFOrmation.
LS Team
LS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers, we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization, we can meet your needs with the fastest delivery within 24 hours. chooseLS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:www.lsrpf.com
FAQs
1.Which welding method is the strongest?
The strength of welding depends on many factors, including welding materials, welding process, welder skills, and welding environment. Among the common welding methods, TIG (Tungsten Inert Gas Welding) and MIG (Metallic Inert Gas Welding) can provide high welding strength. However, there is no absolute answer to which welding method is stronger, because each method has its applicable scenarios and advantages. TIG welding is often more popular when high precision and high-quality welds are required; MIG welding may be more suitable when high efficiency and large-scale production are required. Therefore, the choice of welding method should be determined according to specific needs and conditions.
2.What is the difference between TIG welding and MIG welding?
TIG welding and MIG welding differ in many aspects. First, TIG welding uses tungsten as an electrode and protects the molten pool through inert gas. It is suitable for welding thin plates and delicate parts and requires high operating skills; while MIG welding uses a continuously fed fusible welding wire as an electrode and welds under the protection of inert gas or active gas. It is suitable for welding thick plates and large parts and is relatively easy to operate. Secondly, TIG welding is commonly used for welding highly conductive materials such as stainless steel and aluminum alloys, while MIG welding is widely used in welding materials such as carbon steel and alloy steel. Finally, TIG welding machine equipment includes welding power supply, control device, welding gun, gas supply system and cooling system (may be required for high-power welding); while MIG welding machine equipment mainly includes welding power supply, wire feeding mechanism, welding gun and gas supply system.
3.Can you TIG weld without gas?
No. TIG welding relies on inert gas (such as argon) to protect the molten pool from harmful gases such as oxygen and nitrogen in the air. Without gas protection, the molten pool will be exposed to the air, resulting in defects such as porosity and oxidation in the weld, which seriously affects the welding quality. Therefore, when performing TIG welding, you must ensure a stable gas supply.
4.What is the purpose of TIG welding machine?
The main purpose of TIG welding machine is to perform high-precision and high-quality welding work. It is suitable for welding of highly conductive materials such as stainless steel, aluminum alloy, titanium alloy, and occasions where the shape and size of the weld need to be precisely controlled. TIG welding machine can provide stable arc and precise welding parameter control, allowing welders to easily complete welding tasks of various complex shapes. At the same time, TIG welding machine also has the characteristics of flexible operation and strong adaptability, and is widely used in aerospace, nuclear industry, precision instrument manufacturing and other fields.
Resource
TIG welding(Gas Tungsten Arc Welding)
MIG welding(Gas metal arc welding)

