

随着3D 打印技术进入高端领域,3D打印机耗材的选择已成为影响打印质量和效率的关键因素之一。追求最坚固的 3D 打印线材已成为许多各种专业耗材的目标。
这些细丝具有出色的机械强度满足复杂多变的打印需求,为用户提供广泛的选择。在本文中,3D 打印耗材的类型将深入讨论,分析每种耗材的优缺点,以帮助读者更好地理解和选择合适的耗材,以达到最佳的打印效果。
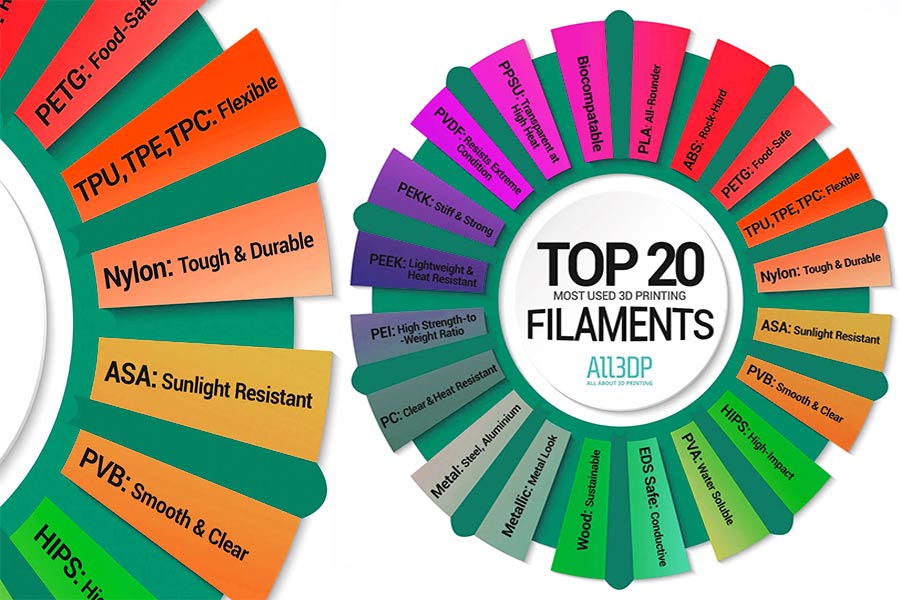
3D 打印机常用的耗材类型有哪些?
1.热塑性 (FDM 技术)
- PLA (聚乳酸):一种环保的可生物降解材料,易于打印,无毒无味,熔点低 (~180 °C) 和光滑的表面。
优点:加工方便、成本低、环保。
弱点:高脆性,高耐热性(60摄氏度以上易变形)。
- ABS(丙烯腈丁二烯苯乙烯):强度高(拉伸强度~50MPa),耐磨性好,耐高温。适用于打印具有高强度和耐用性的产品。
优点: 韧性好,表面光滑。
缺点:高熔点 (~250 °C),打印过程中有释放有毒气体的风险。
- PETG(聚对苯二甲酸乙二醇酯 1,4-环己二醇):具有强度高、柔韧性好、透明性好、耐高温(~90°C)、印刷稳定性好、抗翘曲性好等特点。
优点: 适用于精密零件和柔性模型。
缺点:打印温度范围小 (~220-260 °C)。
- 碳纤维增强 PLA/尼龙:超高强度 (拉伸强度 ~420MPa)、轻质、耐温 (~280 °C)。
优势:工业级强度,适用于极端环境。
弱点: 价格昂贵,需要专用打印机。
2. 光敏树脂 (SLA 技术)
- 标准光敏树脂:紫外线或激光束照射固化,精度高(微米级细节),固化速度快(二级)。
优点: 复杂几何模型的光滑表面。
弱点:脆性高,需要后期清洁,不耐热。
- 高强度环氧树脂:在 3D 打印过程中通常提供支撑结构,弯曲强度为 ~100MPa,耐高温 (~80-120 °C)。
优点: 坚固,适用于功能部件。
弱点:收缩率高,有刺激性气味。
3. 热固性材料 (SLS 技术)
- 尼龙 (PA12/PA66):强度高(抗拉强度~150MPa),耐磨性好,化学稳定性好。
优点: 无支撑结构,适合部件长期使用。
弱点:吸湿性高,易老化。
- TPU(热塑性聚氨酯):超柔韧(拉伸变形> 300%)、低温 (-40 °C)、耐磨、耐油、耐溶剂。
优点:柔软性好,减震性能好。
缺点:打印精度低,易翘边。
哪种类型的细丝强度最好?
如果 120-140 MPa 的拉伸强度是一个明确的指标(比传统尼龙高 60%),碳纤维增强尼龙(如 PA66/PA12 基材)是塑料细丝.这种材料通过碳纤维(通常为重量的 15-30%)和尼龙的协同作用实现强度和韧性的平衡,表现为:
抗拉强度优势
1. 强度范围:120-140 MPa(传统纯尼龙约为 80-120 MPa),满足高强度场景要求。
2. 强度增强机制:
- 纤维取向优化:碳纤维沿打印方向排列,形成连续的应力传递路径。
- 界面增强: 提高纤维与基体的粘附力,并通过化学改性(如硅烷偶联剂)减少界面滑移。
主要限制:喷嘴材料要求
1. 淬火钢喷嘴的必要性:碳纤维具有极高的硬度(莫氏硬度~6-7),在打印过程中会迅速磨损黄铜喷嘴(硬度~2-3),导致孔径扩大或堵塞,通常在 20 小时内。
2. 解决方案:A硬化钢喷嘴必须使用(如 H13 或 SKD61),表面硬度为 HRC58-62。
哪种类型的灯丝可以承受汽车发动机的高温?
在极端高温条件下,例如汽车发动机(通常工作温度为 200 至 300 摄氏度),能够承受高温的 3D 打印细丝必须满足耐温性、机械稳定性和耐化学性的要求。合格材料的选择和技术分析如下:
- 耐温性:343°C,热变形315°C,长期使用可达250-300°C。
- 超强的耐化学性(耐燃料和冷却剂腐蚀),适用于油路密封件和高温管道的制造。
- 机械强度高(抗拉强度~140MPa),自润滑,减少摩擦损失。
2. 碳纤维增强尼龙/聚乳酸
- 耐温性:采用苯环结构改性,最高耐温性为280°C(传统碳纤维材料约为160°C)。在 280°C 时,等离子体接枝使材料的抗氧化剂寿命延长了两倍。
- 拉伸强度 420MPa,重量轻(密度 1.4g/cm3),适用于发动机轻量化零部件例如活塞连杆。与金属相比,它的成本更低,并且具有更好的工艺兼容性。
如何防止尼龙长丝吸潮?
密封储存:真空袋和干燥机提供科学保护
1. 准备工作
- Cut and wash: Cut尼龙长丝分成短段(以避免缠结)并将它们放入干净、无尘的真空袋中。
- 干燥剂选择:
长期储存:使用 3A 分子筛干燥剂(吸湿能力增加 25%,使用寿命长达 6 个月)。
短期应急:更换食品级硅胶干燥袋(每月更换)。
2. 真空包装
- 真空抽气技术:使用真空泵将空气完全从袋子中抽出,确保水分含量低于 15% RH(家用真空泵也可以满足基本需求)。
- 双重保护:如果条件允许,在真空袋周围包裹铝箔,以防止外部水分渗入。
3. 存储环境要求
- 温度和湿度控制:存放在阴凉、阴凉处(理想温度 15-25°C,湿度<40% RH),远离浴室和厨房等高湿度区域。
- 设备协助:建议在工业环境中使用除湿机(湿度控制精度± 5%),并且可以在家庭中使用空调除湿功能。
-
尼龙的不同存储类型差异:
尼龙型 吸湿率 (50% RH) 敏感性 建议的密封周期 PA6 (尼龙 6) 12-15% 高 ≤ 3 个月 PA66 (尼龙 66) 8-10% 中心 ≤ 6 个月 PA12 (尼龙 12) 10-12% 降低 ≤ 12 个月
紧急脱水计划:精确作 80°C 烘箱
1. 场景
尼龙长丝暴露在潮湿环境中,需要迅速恢复其特性。
2.作步骤
- 预处理:将湿条均匀地铺在烤盘上(避免堆积并确保通风)。
- 温度控制:
专用烤箱:将烤箱加热至 80°C/6 号燃气,并在预热前放在烤盘上。
PA6 限制:禁止高温烘烤!改用 40-60 °C 的低温空气干燥器(需要连续搅拌或翻转细丝)。
冷却试验:干燥后,置于室温下(避免突然冷却导致应力开裂)至检查表面是否干燥均匀.
3. 技术原理
- 耐高温性:分子链中含有氯原子,在高温下化学性质稳定,不易氧化或黄变。
- PA6 的脆性:缺乏氯元素和高温会导致断链和氧化反应,导致黄变和强度下降。
4. 预防措施
- 烘烤时间: 烘烤时间过长会导致尼龙变脆。建议每 2 小时检测一次样品。
- 替代解决方案:如果没有烤箱,请使用工业除湿机(湿度<30% RH)循环并干燥 12-24 小时。

什么是最适合户外使用的 PETG?
1. 这最好的 PETG 线材在高温、紫外线、潮湿或灰尘的极端户外环境中应具有以下特性:
- 抗紫外线老化:添加紫外线吸收剂(如炭黑或 HALS 稳定剂),以防止因长时间暴露而变黄和变脆。
- 温度范围宽:≥ 260°C 熔点,短期可达 280°C,低温 (-30°C) 柔韧性。
- 耐化学腐蚀:雨水、盐雾、弱酸弱碱(pH 2-12)。
- 强度和韧性:拉伸强度≥ 60MPa,冲击强度≥ 5kJ/m(优于普通 PETG)。
2. 关键性能比较(普通级 PETG 与户外级 PETG)
| 特征 | 普通 PETG | 户外级PETG |
| 抗紫外线 | 黄变周期<6 个月 | >2 年 |
| 耐温范围 | 熔点 260°C | 熔点 260°C + 耐温度波动 |
| 抗冲击性 | 悬臂梁缺口冲击 5kJ/m ² | ≥8kJ/平方米 |
| 吸湿率 | ≤1.5%(23°C/50%RH) | ≤ 0.8% (同等条件下) |
3. 使用注意事项
- 打印参数优化:
挤出温度:建议 240-260°C(以避免因过热而降解)。
层间粘合:提高打印速度 (≤ 40mm/s) 以增强层间粘合。
- 后处理:
表面涂层:可喷涂聚氨酯或丙烯酸涂料,以进一步增强耐候性。
定期检查:对于长时间的户外使用,应每 6 个月检查一次材料性能。

决定由 Strongest 3D 打印机薄膜制成的部件疲劳寿命的主要因素是什么?
以下是最强的 3D 打印机耗材(例如碳纤维增强尼龙/聚乙烯乳酸)组件疲劳寿命的主要决定因素,并结合材料特性和工艺优化:
材料的固有特性
1. 纤维取向:碳纤维沿打印方向(例如 Z 轴方向)的分布可以显著提高应力传递效率并减少疲劳裂纹的产生。
2、添加剂和改性剂:抗氧化剂用于减缓高温氧化引起的物质降解,增加疲劳寿命(在 200°C 时,抗氧化剂可以使其寿命增加一倍)。
印刷工艺参数
1. 挤出温度和速度
- 高温 (>270°C) 会导致基质降解,而低温 (<230°C) 会影响纤维分散。
- 层间温度一致性:层间打印间隔应限制在 5-10 秒,以避免因温差引起的残余应力(可将疲劳开裂率降低 40%)。
2. 层厚和填充率
- 薄层打印 (0.1-0.2mm):改善表面粗糙度并减少应力集中(将疲劳寿命延长 25%)。
- 高填充率(>30% 碳纤维):以牺牲一些韧性为代价增加材料刚度(需要梯度填充优化)。
3. 支持结构设计
格栅支撑:在悬浮区使用蜂窝状支撑结构减少局部应力集中(可将疲劳寿命延长 30%)。
几何设计和荷载条件杆件
1. 应力集中点的优化
- 圆角设计:当 R ≥ 0.5mm 时,应力集中因子 (Kt) 可降低到 1.5 以下(锐角 Kt 为 3-5)。
- 拓扑优化:通过使用有限元分析 (FEA) 消除冗余材料,可以均匀分布负载(例如,LS 公司的空间支架将疲劳寿命延长了 40%)。
2. 动载荷类型
- 交变载荷频率:高频振动(大于 100Hz)会加速疲劳失效,需要阻尼设计(例如橡胶增韧剂)。
- 多轴应力状态:避免纯剪切应力或交变拉伸压缩载荷,优先设计以单向应力为主的简单加载路径。
Strongest 3D 打印机耗材组件的疲劳寿命取决于三个核心因素:材料纤维取向、打印过程控制、几何设计和负载匹配。通过优化碳纤维分散,采用薄层高频打印,设计抗应力集中式结构,可实现10周以上的循环寿命,满足高端场景需求航空 航天和汽车工业.
LS 公司如何利用 5 种主流耗材类型?
1. PLA(聚乳酸)
2. ABS(丙烯腈丁二烯苯乙烯共聚物)
3. PETG(聚对苯二甲酸乙二醇酯 1,4-环己二醇酯)
- 核心应用:透明/半透明组件、食品接触级产品。
- LS Innovation:利用 PETG 的高透明度和抗冲击性,我们生产定制组件满足客户的双重审美和实用需求。
4. TPU/(热塑性聚氨酯)
5.尼龙
- 核心应用:可穿戴机械零件,航空航天零部件、功能性运动器材。
- LS 专业知识:利用尼龙的高强度和耐磨性制造齿轮和轴承等工业级部件,并结合SLS 选择性激光烧结技术实现轻量化和复杂的结构部件。
总结
有各种类型的 3D 打印细丝,每种耗材都有不同的打印要求和应用场景.其中,最坚固的 3D 打印机线材,如碳纤维增强尼龙或 PLA,因其卓越的强度和耐热性而成为高端工业应用的核心。它可以通过类似金属的复合工艺(如不锈钢 PLA)以较低的成本进行装饰或部分功能。
因此,用户在选择 3D 打印耗材时,应根据自己的具体打印目标、性能要求和成本预算来考虑各种耗材的优缺点,以找到最适合自己的耗材。

免責聲明
本页面内容仅供参考。LS 系列不对信息的准确性、完整性或有效性做出任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过隆盛网络提供的性能参数、几何公差、特定设计特征、材料质量和类型或工艺。这是买方的责任寻求零件报价以确定这些零件的具体要求。请联系我们了解更多英孚Ormation.
LS 团队
LS 是一家行业领先的公司专注于定制制造解决方案。凭借 20 多年为 5,000 多家客户提供服务的经验,我们专注于高精度CNC 加工,钣金加工,3D 打印,注塑,金属冲压 /和其他一站式制造服务。
我们的工厂配备了 100 多台先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球 150 多个国家/地区的客户提供快速、高效和高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能满足您的需求,最快 24 小时交货。选择LS 技术意味着选择效率、质量和专业。
要了解更多信息,请访问我们的网站:www.lsrpf.com
常见问题
1.哪种长丝对食品最安全?
PLA 由玉米淀粉制成,天然无毒。PETG 含有食品级添加剂,耐热(熔点 260 °C)。这两种材料的化学性质在室温下稳定,不易释放有害物质。
2.为什么碳纤维增强PLA被称为坚固的3D打印机薄膜?
当碳纤维以定向方式排列时,拉伸强度可达 420MPa,远高于普通 PLA 的 60MPa。通过苯环结构,耐温性提高到 280°C(相比之下,普通 PLA 为 60°C)。
3.PETG线材技术有哪些改进?
第一层的挤出量增加了 20%,以补偿热收缩(减少边缘翘曲)并通过共聚改性实现 -30 °C 的耐寒性(正常的 PETG 脆性温度 -50°C)。
4.如何区分普通PLA和仿金属PLA(如不锈钢PLA)?
表面涂层仿金属 PLA,如镍,模仿金属光泽,但不具有金属导电性。真金属密度> 99% 钛合金 4.4g/cm),而仿金属 PLA 仅为 92% 左右。仿金属PLA的抗拉强度小于100MPa,远低于真金属(>900MPa)。
资源


