

注塑成型和聚氨酯铸造各有千秋,就像制造舞台上的两颗明星,各具特色,共同构建一个丰富多彩的生产世界。
注塑成型,作为塑料制品大规模生产的有力手段,以其惊人的高精度和超高的生产效率在制造业中占据重要地位,可谓是行业中的佼佼者。另一方面,与注塑成型相比,聚氨酯铸造以其高度的灵活性和非常适合小批量生产而闻名。
接下来,本文将深入探讨这两个的奥秘成型方法仔细剖析它们之间的差异,并展示每种方法的好处和广泛的应用范围。通过全方位的比较和分析,为您照亮制造业首选道路上的方向,帮助您找到最符合自身制造需求的技术路径。
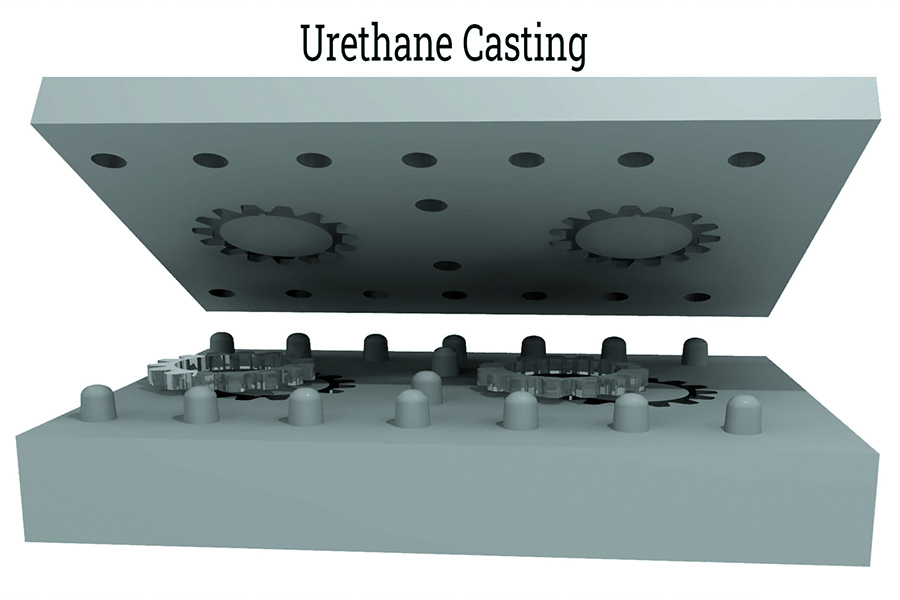
什么是聚氨酯铸造?
聚氨酯铸造,也称为真空铸造是一种非常实用的制造过程。简单地说,将液态聚氨酯小心地倒入模具中,然后液态聚氨酯逐渐硬化成所需的零件形状。
在原型制作、小批量生产和制造需要最高细节级别的零件时,这种方法特别有效。聚氨酯铸造之所以受欢迎,是因为它能够快速生产出高质量的产品,以相对较低的成本生产出细节精美的零件,而无需高昂的模具成本。
什么是注塑成型?
注塑成型是一种常见的制造工艺在注塑机的帮助下,使用热塑性或热固性材料生产各种产品。过程大致如下:将材料加热到熔融状态,然后将熔融材料快速注入预先准备好的模具中,这就是我们想要的产品形状。材料冷却后,打开模具,成型品将自动顶出。
注塑成型以其高精度和效率而闻名,并在生产各种产品中具有优异的性能,如普通塑料玩具、精密医疗设备和汽车零部件等,都可以通过注塑工艺完成。
比较:聚氨酯铸造与注射成型
尽管这两种方法都会用塑料填充模具型腔,聚氨酯铸造和注塑成型之间存在一些差异.让我们来看看它们。
| 特征 | 聚氨酯铸造 | 注塑 |
| 模具工具 | 使用硅橡胶模具 | 使用硬化钢或铝模具 |
| 材料选择 | 常用热固性聚氨酯 | 适用于 ABS、聚丙烯、TPU 等热塑性塑料 |
| 吞吐量 | 最适合小批量 | 最适合大批量 |
| 宽容 | 平均公差约为 0.01 英寸 | 实现严格的公差 (最大 0.005 英寸) |
| 壁厚 | 允许的壁厚为 1 mm 至 5 mm | 产生一致的壁厚(0.5 mm 至 4 mm) |
| 削弱 | 更容易适应底切 | 复杂的底切模具设计 |
| 应用 | 适用于小批量零件和快速原型制作 | 大批量生产的理想选择 |
| 交货时间 | 更短的交货时间有助于快速原型制作 | 更长的交货时间,尤其是对于复杂的设计 |
| 成本 | 模具成本低,适用于中小批量生产 | 模具成本高,大批量生产具有成本效益 |
示例:一家小型企业需要生产汽车内饰件
假设一家小型汽车零部件制造商正计划生产一种新型的汽车内饰零部件。这种内部部件有特殊要求,需要柔软的触感、良好的耐磨性和耐刮擦性。制造商有两种生产工艺可供选择:聚氨酯铸造和注塑成型。下面,让我们仔细看看这两个过程的启动成本。
聚氨酯铸造的启动成本剖析
- 模具成本:该制造商决定采用硅胶模具进行聚氨酯铸造.经过一些市场调查和与供应商的沟通,制作这样一套硅胶模具的成本约为 1,000 美元。与其他一些复杂的模具相比,这个价格对于小企业来说是相对可以接受的。
- 生产准备:主要的硅胶模具的优势是生产周期短。制造商不需要花费大量时间为额外的生产条件做准备,例如建造洁净室。很快,模具制作完成后就可以直接投入生产,大大缩短了准备时间。
- 总启动成本估算:再加上模具成本和微不足道的生产准备费用,聚氨酯浇注的总启动成本处于相对较低的水平。对于资金有限的小企业来说,这是一个有吸引力的选择。
注塑成型的启动成本分析
- 模具成本:如果制造商选择注塑成型工艺,必须开发钢模。开发用于生产汽车内饰件的钢模的成本并不便宜,约为 30,000 美元。与聚氨酯铸造中使用的硅胶模具的成本相比,这是一个显着的差异。
- 生产规模要求:注塑成型工艺具有一个特点,只有当生产数量达到 5000 件以上时,才能有效地摊销模具成本,使单个产品的成本降低到合理的范围内。但对于这家小型制造商来说,最初的订单量远不及这个规模。这意味着在前期生产过程中,模具的成本会给每个产品带来巨大的成本压力。
- 隐藏的成本注意事项:除了高昂的模具成本外,还有一个被忽视的注塑成型的隐性成本:需要建造 ISO 8 级洁净室。经过计算,建造这样一个无尘车间大约需要 160,000 美元。这对小企业来说无疑是一个沉重的负担。
- 总启动成本评估:注塑成型的总启动成本远高于聚氨酯浇注,综合考虑模具成本、生产规模不达预期造成的成本压力、无尘车间建设成本等因素。
从这个例子中可以清楚地看出,聚氨酯铸造成本明显低于注塑成型。对于这家小型汽车零部件制造商来说,选择聚氨酯浇注不仅可以有效降低运营成本,缓解财务压力,而且可以更快地开始生产,并以较短的准备时间及时满足市场需求。
材料选项有何不同?
在讨论聚氨酯铸造时,材料选择是一个至关重要的考虑因素与注塑成型相比。以下是两种成型工艺在材料选择方面的主要区别:
| 项目 | 聚氨酯铸造 | 注塑 |
|---|---|---|
| 材质限制 | 只能使用室温固化树脂,拉伸强度≤ 80 MPa,不能使用工程塑料 | 无明显限制,支持玻璃纤维增强尼龙等高强度材料,可使用 FDA 食品级认证材料 |
| 材料优势 | 手感和质感效果好,适合小批量生产 | 多种材料选择支持高强度材料,可直接与 FDA 食品级认证材料一起使用 |
从选材的角度来看,聚氨酯铸造和注塑成型各有优势.聚氨酯铸造适用于那些对产品手感和质地有特殊要求的生产项目,产量不大。注塑成型具有广泛的材料选择,特别是对于高强度材料和 FDA 食品级批准的材料,在制造承受高负载或与食品接触的产品方面具有独特的优势。因此,制造商在选择成型工艺时,必须充分考虑产品的实际需求和各种材料的特性,以做出最合适的决定。

案例:某电子公司需要定制一款手机保护壳
假设一家电子产品制造商打算生产一系列生产数量不超过 100 件的定制手机壳。为了满足市场需求,制造商决定将其产品的订单分配给不同的供应商进行加工。鉴于市场的迫切需求,客户催促我们尽快发货。制造商决定采用聚氨酯铸芯的生产方法。制造商有两种主要的生产选择:聚氨酯的铸造和注塑成型工艺。
比较交货时间
氨基甲酸乙酯用于铸造
硅胶模具的制造工艺:根据行业普遍做法,硅胶模具的生产涵盖真空脱气、固化等多个步骤,整个过程大约需要48小时。
制作聚氨酯浇注单件所需的时间包括浇注、固化和手动后处理,整个过程每件大约需要 20 分钟。
一共有 100 种产品,它们的制造周期为:20 分钟/件×100 件=2000 分钟=33.33 小时,大约需要 1.4 天。
总交货时间如下:硅胶模具的生产时间加上单件的生产时间等于 48 小时加上 1.4 天,大约是 3.8 天。
注塑成型的交货时间
1.钢模生产周期:
注塑成型的关键部分是制作钢模.要知道,钢模不是随便就能搞的,得要借助以下工具搞定CNC 加工技术.该过程可能需要 4 到 8 周,具体取决于模具的复杂程度。例如,如果模具的内部结构特别复杂,有各种细纹和特殊形状,雕刻会花费更多的时间;或者模具尺寸很大,加工过程中作难度增加,耗时也会相应延长。在这里,我们假设处理时间为 6 周,即 42 天。在这 42 天内,机器大师将仔细作数控设备,将钢材打磨、雕刻成符合要求的模具,一点一点,每道工序都不能马虎。
2.单件生产时间
模具制作完成后,一体式产品的后续生产变得非常高效。注塑采用全自动化生产模式,整个过程就像一条精密运行的流水线。通常,生产一个产品大约需要 30 秒。想象一下,塑料原料在高温高压下快速注入钢模中,经过短暂的冷却和成型,产品被新鲜烘烤。如果有一个 100 个产品的订单,让我们计算总生产时间,将 30 秒乘以 100 件,得到 3000 秒,然后将该时间转换为小时,即 0.83 小时。与制作钢模所需的 42 天相比,这 0.83 小时简直可以忽略不计。
总交货时间
一般来说,注塑成型的总交货时间主要取决于钢模的 CNC 加工时间。因为单件的生产时间很短,所以对整体交货时间的影响可以忽略不计。因此,注塑成型的总交货时间是模具的 CNC 加工时间加上每个零件可以忽略不计的生产时间,即 42 天
| 成型工艺 | 模具制作时间 | 单件生产时间 | 总交货时间 |
|---|---|---|---|
| 聚氨酯浇注 | 48 小时 | 20 分钟/件 | 约 3.8 天 |
| 注塑 | 4-8 周(假设 6 周) | 30 秒/件 | 42 天 |
什么是精度差距?
什么时候讨论聚氨酯铸造和注塑成型之间的精度差距,我们可以从公差比较和表面质量两个方面进行详细的分析。
容差比较
| 成型工艺 | 容差范围 | 影响因素 |
|---|---|---|
| 聚氨酯浇注 | ±0.3 毫米 | 受硅胶模具变形影响 |
| 注塑 | ±0.05 毫米 | 符合 ISO 2768-m 标准 |
表面
| 成型工艺 | 表面 | 后续处理 |
|---|---|---|
| 聚氨酯浇注 | 需要手工抛光 | 每件加收 8 美元成本 |
| 注塑 | 可直接达到 Ra 1.6μm | 无需额外处理 |
综合分析
聚氨酯铸造和注塑成型在精度和表面质量方面存在显着差异。聚氨酯铸件的精度相对较低,公差范围大,并且表面质量需要手工抛光;注塑成型精度高,公差范围小,表面质量可直接达到Ra 1.6μm。
建议:
- 对精度和表面质量的高要求:建议选择满足产品高精度和高表面质量要求的注塑工艺。
- 对精度和表面质量的要求低:聚氨酯铸造可能是一个可行的选择当生产量不大,交货期紧急,但需要注意控制模具变形对精度的影响,并考虑人工抛光增加的成本时。
在实际应用中,制造商应根据产品的具体需求、生产条件和经济性,综合考虑选择合适的成型工艺。

如何根据数量进行选择?
在聚氨酯铸造和注塑成型之间进行选择时,生产数量是一个重要的考虑因素.以下是如何根据生产数量选择合适的成型工艺的分析:
聚氨酯铸造和注塑成型的产量比较
| 成型工艺 | 模具制作时间和成本 | 每件的生产时间和成本 | 合适的生产数量 |
|---|---|---|---|
| 聚氨酯铸造 | 模具制作时间短(约 48 小时),成本相对较低 | 单件生产时间长(约20分钟/件),成本随数量的增加而增加 | 适用于小批量生产,生产数量从几到几百不等 |
| 注塑 | 模具制作时间长(4-8周),成本高 | 每件的生产时间极短(约 30 秒/件),并且随着数量的增加,成本显着降低 | 适用于大批量生产,生产数量通常达到数千件以上 |
根据生产数量选择成型工艺的建议
小批量生产(例如几十到几百个):
选择聚氨酯铸件:
- 优点:模具生产时间短,成本相对较低,能快速响应市场需求。
- 注意事项:由于硅胶模具容易变形,可能会影响尺寸精度和表面质量,因此需要定期检查和更换模具。
不建议使用注塑成型:
原因:模具制作时间长,成本高,小批量生产不划算。
大批量生产(例如超过数千件):
选择注塑成型:
- 优点:虽然制模时间长,成本高,但单件生产时间极短,且随着数量的增加,成本明显降低,适合大批量生产。
- 注意事项:必须保证模具的精度和稳定性,以保证产品的尺寸精度和表面质量。
不建议使用氨基甲酸乙酯铸造:
原因:单件生产时间长,成本随数量的增加而增加,不适合大批量生产。
总结
聚氨酯铸造和注塑成型在材料性能方面存在显着差异,成型原理、工艺、产品性能和应用领域。在选择加工方法时,必须综合考虑产品的具体要求、生产规模和经济成本等因素。随着技术的不断进步和工艺的不断优化,相信聚氨酯铸造和注射成型将在更多领域展现其独特的优势和应用价值。
免責聲明
本页内容仅供参考。LS 系列对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过隆盛网络提供的性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买方的责任询价 零件以确定这些零件的具体要求。请联系我们了解更多EFOrmation.
LS 团队
LS 是一家行业领先的公司专注于定制制造解决方案。凭借 20 多年为 5,000 多家客户提供服务的经验,我们专注于高精度CNC 加工,钣金加工,3D 打印,注塑,金属冲压 /和其他一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球 150 多个国家/地区的客户提供快速、高效和高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能满足您的需求,最快在 24 小时内交货。选择LS 技术它意味着选择效率、质量和专业精神。
要了解更多信息,请访问我们的网站:www.lsrpf.com
常见问题
1.铸造和注塑有什么区别?
铸造和注射成型的区别在于:铸造是将液体或半固体材料倒入模具中进行冷却固化成型,适用于多种材料但工艺复杂,生产效率低,产品精度和表面质量可能不如注射成型;注射成型是将熔融塑料通过高压注入模具中,使模具冷却凝固,主要适用于塑料,工艺效率高,自动化生产,产品尺寸准确,表面质量好,适合大规模、标准化的产品生产。
2.聚氨酯铸造的缺点是什么?
聚氨酯铸造的缺点主要包括:模具成本高,寿命有限,不适合大规模生产;硅胶模具易变形,导致产品尺寸精度不稳定;产品的表面质量可能不如注塑成型,需要额外处理;同时,聚氨酯材料在高温或强极性溶剂、强酸和强碱介质中性能可能会降低,使用场景受到限制。
3.你能注射聚氨酯模具吗?
是的,可以注射聚氨酯模具。聚氨酯 (TPU) 是一种常用的注塑材料,具有良好的耐磨性、耐油性、耐低温性和弹性。注塑成型聚氨酯模具可以实现自动化生产,提高生产效率,保证产品的尺寸精度和表面质量。但需要注意的是,注塑聚氨酯模具需要使用专门的注塑机和模具,模具制造成本高。
4.什么是聚氨酯成型?
聚氨酯成型是将聚氨酯材料加工成所需形状和尺寸的成型工艺。聚氨酯成型工艺包括多种方法,如注射成型、流延成型、反应注射成型 (RIMPU) 等。其中,注射成型是最常用的方法之一,它涉及将熔融的聚氨酯材料注入模具中,冷却固化,然后脱模以获得成品。聚氨酯模塑制品因其良好的物理性能和加工性能而被广泛应用于汽车、电子、医疗、运动器材等领域。
资源

