

Штамповка глубокой вытяжкой является важным процессом формовки металлаЭто широко используется в обрабатывающей промышленности, особенно играя ключевую роль в производстве сложных, высокоточных металлических деталей. Этот процесс особенно подходит для производства сложных, высокоточных металлических деталей и имеет широкий спектр применения, таких как автомобилестроение, аэрокосмическая промышленность, медицина, электроника, бытовая техника и другие отрасли. Принцип работы и основные этапы глубокой штамповки будут подробно представлены ниже.
Что такое штамповка глубокой вытяжкой?
Штамповка глубокой вытяжкой- это профессиональная технология глубокой вытяжки, которая позволяет обрабатывать плоские металлические материалы в бесшовные и полые формы. В отличие от других процессов формовки металла, процесс глубокой штамповки направляет металл в полость формы и деформирует его в пластическом состоянии, тем самым создавая прочные и высокоточные нижние закрытые детали, такие как цилиндры или различные формы. Различные чашеобразные детали. Этот эффективный и точный производственный процесс играет жизненно важную роль во многих отраслях промышленности, особенно в тех, где требуется чрезвычайно высокая прочность и точность компонентов.
Как работает штамповка глубокой вытяжкой?
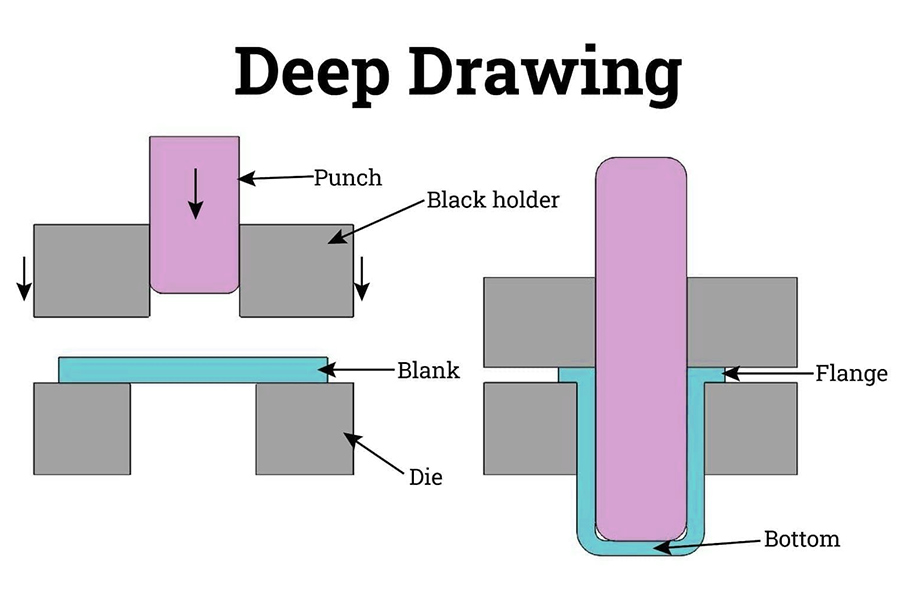
Основная идеяТехнология глубокой штамповкизаключается в использовании пуансона для радиального вытягивания металлического листа (часто называемого заготовкой) в формующий штамп, тем самым превращая материал из плоской пластины в цилиндрический или коробчатый полый компонент, обеспечивая при этом стабильность толщины его стенки. Во время этого изменения материал переносится с гладкой поверхности (фланца) в стороны, что приводит к значительной корректировке общих размеров плоской поверхности.
Как происходит глубокая вытяжка и штамповка шаг за шагом?
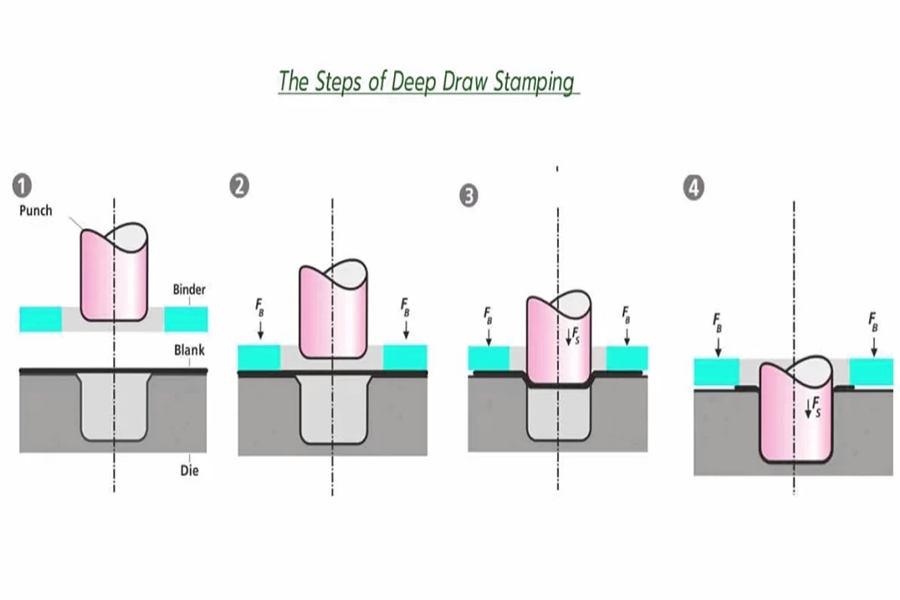
Штамповка глубокой вытяжкой — это процесс формовки металлакоторый использует штамп и пресс для радиального втягивания заготовки из листового металла в формовочный штамп для создания трехмерной формы. Ниже приведен пошаговый рабочий процесс глубокой вытяжки и штамповки:
- Подготовка материала:В качестве сырья выбирайте подходящие металлические пластины, такие как нержавеющая сталь, алюминий, медь или низкоуглеродистая сталь и т. Д. Убедитесь, что материал достаточно пластичен и пластичен, чтобы компенсировать деформацию в процессе волочения.
- Гашение:Используйте ножницную или вырубную матрицу для вырезания заготовок нужной формы из сырья. Целью вырубки является получение формы и размера заготовки, необходимых для процесса глубокой вытяжки.
- Центрирование, очистка и смазывание листа:При автоматических линиях лист центрируется по центру, чтобы обеспечить его точное положение. Очистите лист, чтобы удалить с поверхности масло и загрязнения. Наносите масло, чтобы уменьшить трение между формой и материалом и улучшить эффект глубокой вытяжки.
- Глубокая прорисовка:Поместите заготовку в полеФорма для волочения. Заготовка протягивается через мужскую и внутреннюю формы формы для формирования необходимой объемной формы. Глубокая вытяжка является ключевым процессом штамповки деталей обложки, и большая часть формы деталей обложки формируется в процессе черчения.
- Формирование:Придание формы деталям, которые не в полной мере соответствуют требованиям после черчения. Основным содержанием процесса формообразования является формирование форм, которые не были сформированы вПроцесс рисованияили для коррекции некоторых форм с высокими требованиями к соответствию.
- Обрезка и пробивка:Отрежьте технологические дополнительные детали и окружающие угловые материалы на чертежных деталях. Пробиваем необходимые монтажные отверстия, опорные отверстия, технологические отверстия и другие отверстия на деталях.
- Отбортовка:Отбортовка краев определенных деталей для формирования нужной вертикальной формы края. Отбортовка обычно следует за процессом обрезки.
Какие материалы используются в глубокой штамповке?
Штамповка глубокой вытяжкой - это специальный процесс формовки металла, в котором используются самые разные материалы, в основном в зависимости от характеристик желаемого продукта, его назначения и соображений стоимости. Вот некоторые из нихМатериалы, обычно используемые для глубокой штамповки:
| Материал | Характеристики | Приложений |
| Низкоуглеродистая сталь | Высокая пластичность, экономичность. | Автомобильные и промышленные запчасти. |
| Нержавеющая сталь | Коррозионная стойкость, более высокая прочность. | Медицинское оборудование, кухонные мойки. |
| Алюминий | Малый вес, отличная пластичность. | Аэрокосмические компоненты, банки для напитков. |
| Медь | Высокая проводимость, легко формуется. | Электрические компоненты, системы отопления, вентиляции и кондиционирования. |
| Никелевые сплавы | Устойчивость к высоким температурам, отличная коррозионная стойкость. | Аэрокосмическая, химическая обработка. |
Каковы области применения штамповки глубокой вытяжки?
Штамповка глубокой вытяжкой является важным процессом формовки металла с широким применением в различных отраслях промышленности. Ниже приведено подробное резюмеПрименение штамповки глубокой вытяжкой:
| Промышленность | Примеры приложений |
| Автомобильный | Топливные баки, компоненты выхлопных газов и картеры двигателей. |
| Аэрокосмический | Детали фюзеляжа самолета, топливные системы и корпуса. |
| Медицинский | Хирургические инструменты, трубки для катетеров и корпуса дефибрилляторов. |
| Электроника | Корпуса смартфонов, корпуса ноутбуков и батарейные отсеки. |
| Бытовая техника | Барабаны для стиральных машин, раковины и корпуса для микроволновых печей. |
Почему штамповка глубокой вытяжки так популярна среди производителей?
ТемПопулярность глубокой штамповкиСреди производителей это в основном обусловлено его многочисленными преимуществами, которые делают штамповку глубокой вытяжки незаменимой частью современного производства. Причины, по которым популярно тиснение глубокой вытяжкой, заключаются в следующем:
- Высокое качество продукции: детали глубокой штамповки изготавливаются и используются с помощью пресс-форм в процессе обработки, поэтому форма и размер обрабатываемых изделий очень точны. Срок службы штампа длительный, а производимые детали глубокой штамповки являются высококачественными продуктами на рынке.
- Широкий спектр применения: детали глубокой штамповки доступны в различных размерах и имеют точные размеры, что может быть применено во многих областях жизни и промышленного производства, таких как бытовая техника и автомобилестроение.
- Производственный процесс прост и легок: с точки зрения общего контроля процесса, каждый этап производственного процесса деталей глубокой штамповки контролируется как сборочная линия, поэтому сложность человеческой операции намного проще, чем обычные методы штамповки.
- Превосходная производительность: детали глубокой штамповки имеют хорошие характеристики с точки зрения герметичности и внутренней прочности, что может удовлетворить потребности высококачественной продукции.
- Энергосбережение и защита окружающей среды: детали глубокой штамповки имеют специальный производственный процесс, и многие материалы будут разумно использоваться в процессе обработки и не требуют слишком большого потребления энергии, экономя энергию и снижая производственные затраты.
Каковы распространенные дефекты штамповки глубокой вытяжки?
К распространенным дефектам штамповки глубокой вытяжки в основном относятся следующие:
1. Трещина
Это один из самых распространенных дефектов в процессе штамповки глубокой вытяжкой. Обычно это происходит в местах, где материал подвержен чрезмерному растяжению или деформации, например, рядом с галтельным отверстием пуансона или отверстием штампа. Разрыв может быть вызван недостаточной прочностью материала, нерациональной конструкцией пресс-формы, неправильными параметрами процесса штамповки или плохой смазкой.
2. Сморщивание
Сморщивание вызвано неравномерным натяжением и давлением на материал в процессе штамповки, что приводит к локальному накоплению материала и нестабильности. Сморщивание обычно происходит на участках фланца или на участках, где материал течет быстрее. Сморщивание не только влияет на эстетику детали, но и может повлиять на ее функциональность и пригодность.
3. Пружинение
Пружинение – это изменение формы штампованных деталей глубокой вытяжки за счет упругого восстановления материала после выгрузки. Пружинение может привести к неточным размерам детали, искажению формы или трудностям сборки. Размер пружинения зависит от таких факторов, как модуль упругости материала, толщина, глубина формовки и конструкция формы.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
1. Каков основной процесс штамповки глубокой вытяжкой?
Штамповка глубокой вытяжкой в основном включает в себя: (1) Подготовка материала: Выберите подходящие металлические пластины в качестве сырья, такие как нержавеющая сталь, алюминий и т. Д. (2) Установка пресс-формы: Установите форму (включая пуансон и вогнутую форму) на пресс и отрегулируйте зазор формы и усилие держателя заготовки. (3) Размещение материала: Поместите металлический лист на держатель заготовки формы и плотно прижмите его с усилием держателя заготовки. (4) Процесс штамповки: Запустите пресс, пуансон движется вниз, заставляя материал под держателем заготовки подвергаться пластической деформации, течь в зазор между пуансоном и вогнутой матрицей, а также формировать цилиндрическую боковую стенку и другие формы. (5) Снятие заготовки: После завершения штамповки извлеките сформированную заготовку и выполните необходимый осмотр и обрезку.
Как происходит деформация материала при глубокой вытяжке и штамповке?
В процессе глубокой вытяжки и штамповки деформация материала в основном происходит в части фланца. Когда пуансон движется вниз, материал фланцевой части подвергается пластической деформации под действием радиального растягивающего напряжения и тангенциального сжимающего напряжения, и продолжает сжиматься и трансформироваться в стенку цилиндра. Эта степень деформации наибольшая на самой внешней кромке фланца.
Каковы распространенные дефекты штамповки глубокой вытяжки?
К распространенным дефектам при глубокой вытяжке и штамповке относятся складки, разрывы, пружинения и поверхностные дефекты. Сморщивание — это явление выпячивания, которое возникает из-за того, что касательное сжимающее напряжение фланцевой части превышает способность материала противостоять нестабильности; разрыв вызван тем, что материал слишком тонко растягивается в процессе волочения; пружинение – металл Явление попытки вернуться к исходной форме после формовки; Поверхностные дефекты могут быть результатом нежелательного контакта материала с другими поверхностями, что приводит к появлению царапин, следов или дефектов.
Как избежать дефектов при штамповке глубокой вытяжкой?
Вот некоторые вещи, которые вы можете сделать, чтобы избежать дефектов при штамповке глубокой вытяжкой: Оптимизируйте конструкцию пресс-формы: Хорошо спроектированная форма может свести к минимуму возникновение складок и разрывов. Правильная смазка: Использование правильной смазки может уменьшить трение, предотвратить поверхностные дефекты и обеспечить более плавный процесс растяжения. Выберите правильный материал: Очень важно выбрать материал, который обладает постоянными свойствами и подходит для глубокой штамповки. Уменьшите скорость рисования: Замедление скорости волочения может помочь предотвратить разрывы, особенно в более ковких металлах. Постобработка: Такие процессы, как отжиг, помогают уменьшить эффект пружинения и гарантировать, что металл сохранит желаемую форму.
Сводка
Штамповка глубокой вытяжкой является важным процессом формовки металла, при котором заготовка металлического листа радиально втягивается в формовочный штамп через ряд штампов для формирования сложных трехмерных форм. Несмотря на то, что в процессе глубокой вытяжки могут возникнуть некоторые проблемы и подводные камни, этих проблем можно эффективно избежать с помощью таких мер, как оптимизация конструкции штампа, надлежащая смазка, выбор подходящих материалов и снижение скорости волочения. Благодаря своей эффективности, универсальности и высокому качеству, технология глубокой штамповки широко используется во многих отраслях промышленности и внесла важный вклад в развитие обрабатывающей промышленности.
Отказ
Содержание этой страницы носит справочный характер.ЛСне дает никаких явных или подразумеваемых заверений или гарантий в отношении точности, полноты или действительности информации. Никакие эксплуатационные параметры, геометрические допуски, специфические конструктивные особенности, качество и тип материала или качество изготовления не должны подразумевать то, что сторонний поставщик или производитель будет поставлять через сеть Longsheng. Это ответственность покупателяПоиск коммерческого предложения на запчастидля определения конкретных требований к этим деталям.ПожалуйстаСвяжитесь с намидля получения дополнительной информацииинформация.
Команда LS
LS — ведущая компания в отраслиСпециализация на производственных решениях на заказ. Обладая более чем 20-летним опытом обслуживания более 5 000 клиентов, мы ориентируемся на высокую точностьОбработка с ЧПУ,Изготовление листового металла,3D-печать,литье под давлением,Штамповкии другие комплексные производственные услуги.
Наш завод оснащен более чем 100 передовыми 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с доставкой в течение 24 часов. ВыборТехнология LSЭто значит выбирать эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com


