

Lo stampaggio a imbutitura profonda è un importante processo di formatura dei metalliche è ampiamente utilizzato nell'industria manifatturiera, svolgendo in particolare un ruolo chiave nella produzione di parti metalliche complesse e di alta precisione. Questo processo è particolarmente adatto per la produzione di parti metalliche complesse e di alta precisione e ha un'ampia gamma di applicazioni, come l'automotive, l'aerospaziale, il medicale, l'elettronica, gli elettrodomestici e altri settori. Il principio di funzionamento e le fasi principali dello stampaggio a imbutitura profonda saranno introdotti in dettaglio di seguito.
Che cos'è lo stampaggio a imbutitura?
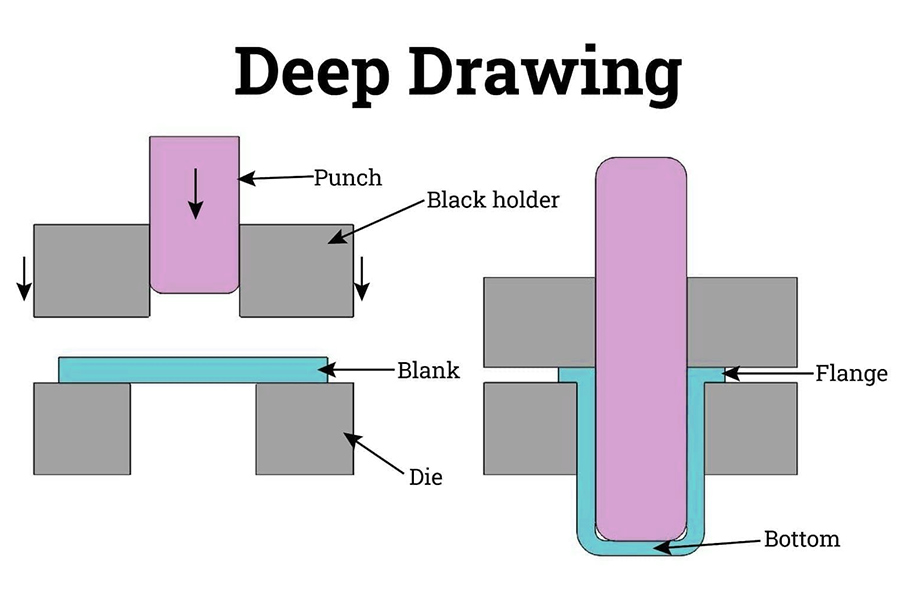
Stampaggio a imbutitura profondaè una tecnologia professionale di formatura per imbutitura profonda in grado di trasformare materiali metallici piatti in forme cave e senza soluzione di continuità. A differenza di altri processi di formatura dei metalli, il processo di stampaggio a imbutitura profonda guida il metallo nella cavità dello stampo e lo deforma in uno stato plastico, creando così parti chiuse inferiori durevoli e di alta precisione, come cilindri o varie forme. Diverse parti a forma di coppa. Questo processo di produzione efficiente e preciso svolge un ruolo fondamentale in molti settori, in particolare quelli che richiedono una resistenza e una precisione dei componenti estremamente elevate.
Come funziona lo stampaggio a imbutitura?
L'idea centrale diTecnologia di stampaggio a imbutitura profondaconsiste nell'utilizzare un punzone per tirare radialmente una lamiera (spesso chiamata grezza) in uno stampo di formatura, convertendo così il materiale da una piastra piana in un componente cavo cilindrico o a forma di scatola, garantendo al contempo che lo spessore della parete rimanga stabile. Durante questo cambio, il materiale viene trasferito dalla superficie liscia (la flangia) ai lati, provocando una regolazione significativa delle dimensioni complessive della superficie piana.
Come funzionano passo dopo passo l'imbutitura e lo stampaggio?
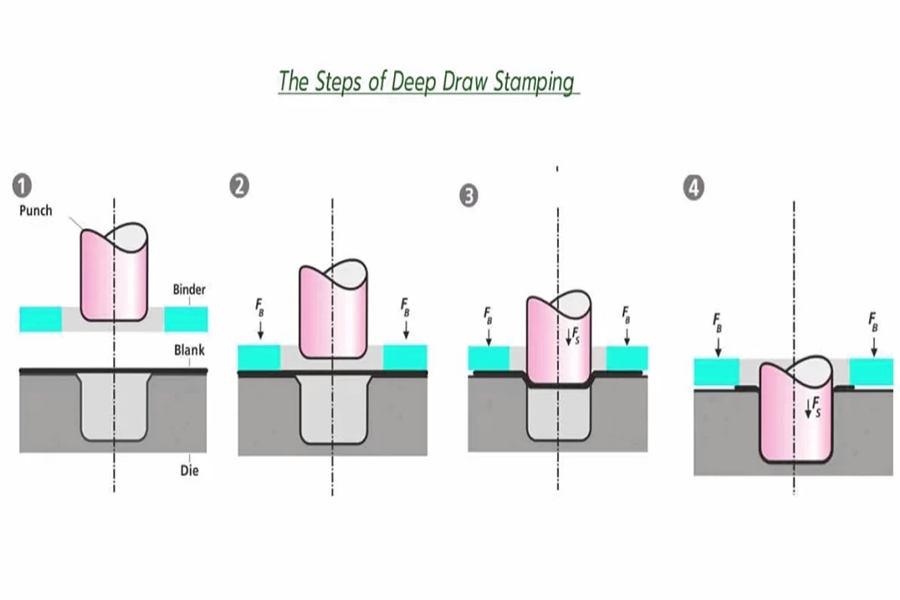
Lo stampaggio a imbutitura profonda è un processo di formatura del metalloCiò utilizza uno stampo e una pressa per estrarre radialmente una lamiera grezza in uno stampo di formatura per creare una forma tridimensionale. Di seguito è riportato il processo di lavoro passo dopo passo di imbutitura e stampaggio:
- Preparazione del materiale:Scegli piastre metalliche appropriate come materie prime, come acciaio inossidabile, alluminio, rame o acciaio dolce, ecc. Assicurarsi che il materiale sia sufficientemente duttile e plastico da consentire la deformazione durante il processo di trafilatura.
- Tranciatura:Utilizzare una matrice di taglio o una matrice di tranciatura per tagliare gli spazi vuoti della forma desiderata dalla materia prima. Lo scopo della tranciatura è quello di ottenere la forma e le dimensioni del grezzo necessarie per il processo di imbutitura.
- Centratura e pulizia e oliatura della lamiera:Per le linee automatiche, centrare il foglio per garantirne la posizione accurata. Pulire il foglio per rimuovere l'olio superficiale e le impurità. Applicare olio per ridurre l'attrito tra lo stampo e il materiale e migliorare l'effetto di imbutitura.
- Imbutitura:Posiziona il pezzo grezzo nelstampo di disegno. Il grezzo viene allungato attraverso gli stampi maschio e femmina dello stampo per formare la forma tridimensionale richiesta. L'imbutitura profonda è un processo chiave per lo stampaggio di parti di copertura e la maggior parte della forma delle parti di copertura viene formata nel processo di trafilatura.
- Sagomatura:Modellare le parti che non soddisfano pienamente i requisiti dopo il disegno. Il contenuto principale del processo di formatura è quello di formare le forme che non sono state formate nelProcesso di disegnoo per correggere alcune forme con elevati requisiti di corrispondenza.
- Rifilatura e punzonatura:Tagliare le parti supplementari del processo e i materiali angolari circostanti sulle parti trafilate. Perforare i fori di montaggio necessari, i fori di riferimento, i fori di processo e altri fori sulle parti.
- Flangiatura:Flangiatura dei bordi di alcune parti per formare la forma del bordo verticale desiderata. La flangiatura di solito segue il processo di rifilatura.
Quali materiali vengono utilizzati nello stampaggio a imbutitura?
Lo stampaggio a imbutitura profonda è uno speciale processo di formatura dei metalli che utilizza un'ampia varietà di materiali, a seconda principalmente delle caratteristiche del prodotto desiderato, del suo scopo e delle considerazioni sui costi. Eccone alcunimateriali comunemente usati per lo stampaggio di imbutitura profonda:
| Materiale | Caratteristiche | Applicazioni |
| Acciaio a basso tenore di carbonio | Elevata duttilità, economicità. | Automotive e componenti industriali. |
| Acciaio inossidabile | Resistenza alla corrosione, maggiore resistenza. | Attrezzature mediche, lavelli da cucina. |
| Alluminio | Leggero, ottima malleabilità. | Componenti aerospaziali, lattine per bevande. |
| Rame | Alta conduttività, facile da formare. | Componenti elettrici, sistemi HVAC. |
| Leghe di nichel | Resistenza alle alte temperature, eccellente resistenza alla corrosione. | Aerospaziale, lavorazione chimica. |
Quali sono le applicazioni dello stampaggio a imbutitura?
Lo stampaggio a imbutitura profonda è un importante processo di formatura dei metalli con ampie applicazioni in diversi settori. Di seguito è riportato un riepilogo dettagliato diApplicazioni di stampaggio per imbutitura profonda:
| Industria | Esempi di applicazioni |
| Automobilistico | Serbatoi di carburante, componenti di scarico e alloggiamenti del motore. |
| Aerospaziale | Parti della fusoliera dell'aeromobile, sistemi di alimentazione e alloggiamenti. |
| Medico | Strumenti chirurgici, tubi per cateteri e alloggiamenti per defibrillatori. |
| Elettronica | Involucri per smartphone, gusci per laptop e scomparti per batterie. |
| Elettrodomestici | Cestelli per lavatrici, lavandini e alloggiamenti per microonde. |
Perché lo stampaggio a imbutitura è così popolare tra i produttori?
LePopolarità dello stampaggio a imbutitura profondaTra i produttori è dovuto principalmente ai suoi numerosi vantaggi, che rendono lo stampaggio a imbutitura una parte indispensabile della produzione moderna. I motivi per cui lo stampaggio a imbutitura profonda è popolare sono:
- Prodotti di alta qualità:Le parti stampate imbutite sono realizzate e assistite da stampi nel processo di lavorazione, quindi la forma e le dimensioni dei prodotti lavorati sono molto accurate. La durata dello stampo è lunga e le parti stampate imbutite prodotte sono prodotti di fascia alta sul mercato.
- Ampia gamma di applicazioni: le parti stampate imbutite sono disponibili in una varietà di dimensioni e sono di dimensioni precise, che possono essere applicate a molti campi della vita e della produzione industriale, come gli elettrodomestici e la produzione automobilistica.
- Il processo di produzione è semplice e facile: dal punto di vista del controllo generale del processo, ogni fase del processo di produzione di parti stampate imbutite è controllata come una catena di montaggio, quindi la complessità del funzionamento umano è molto più semplice dei normali metodi di stampaggio.
- Prestazioni superiori: le parti stampate imbutite hanno buone prestazioni in termini di tenuta e resistenza interna, in grado di soddisfare le esigenze di prodotti di alta qualità.
- Risparmio energetico e protezione dell'ambiente: le parti stampate per imbutitura profonda hanno un processo di produzione speciale e molti materiali saranno ragionevolmente utilizzati nel processo di lavorazione e non richiedono un consumo eccessivo di energia, risparmiando energia e riducendo i costi di produzione.
Quali sono i difetti comuni dello stampaggio a imbutitura?
I difetti comuni nello stampaggio a imbutitura profonda includono principalmente quanto segue:
1. Crepa
Questo è uno dei difetti più comuni nel processo di stampaggio a imbutitura. Di solito si verifica in aree in cui il materiale è soggetto a tensioni o deformazioni eccessive, come ad esempio in prossimità del raccordo del punzone o dell'apertura dello stampo. La rottura può essere causata da una resistenza insufficiente del materiale, da una progettazione irragionevole dello stampo, da parametri del processo di stampaggio impropri o da una scarsa lubrificazione.
2. Rughe
L'increspatura è causata da una tensione e una pressione irregolari sul materiale durante il processo di stampaggio, con conseguente accumulo e instabilità locale del materiale. L'increspatura di solito si verifica su porzioni di flangia o aree in cui il materiale scorre più velocemente. L'increspatura non influisce solo sull'estetica della parte, ma può anche influire sulla sua funzionalità e adattabilità.
3. Ritorno elastico
Il ritorno elastico è il cambiamento di forma di parti stampate imbutite a causa del recupero elastico del materiale dopo lo scarico. Il ritorno elastico può causare l'imprecisione delle dimensioni delle parti, la distorsione della forma o difficoltà di assemblaggio. La dimensione del ritorno elastico dipende da fattori quali il modulo elastico del materiale, lo spessore, la profondità di formatura e il design dello stampo.
Domande frequenti
1. Qual è il processo di base dello stampaggio a imbutitura?
Lo stampaggio a imbutitura profonda include principalmente: (1) Preparazione del materiale: selezionare le piastre metalliche appropriate come materie prime, come acciaio inossidabile, alluminio, ecc. (2) Installazione dello stampo: installare lo stampo (compreso il punzone e lo stampo concavo) sulla pressa e regolare la distanza dello stampo e la forza del portapezzi. (3) Posizionamento del materiale: posizionare la lamiera sul portapezzi dello stampo e premerla saldamente con la forza del portapezzi. (4) Processo di stampaggio: avviare la pressa, il punzone si muove verso il basso, costringendo il materiale sotto il portapezzi a subire una deformazione plastica, fluire nello spazio tra il punzone e la matrice concava e formare una parete laterale cilindrica e altre forme. (5) Rimozione del pezzo: al termine dello stampaggio, estrarre il pezzo formato ed eseguire l'ispezione e il taglio necessari.
Come si verifica la deformazione del materiale durante l'imbutitura profonda e lo stampaggio?
Durante il processo di imbutitura e stampaggio, la deformazione del materiale si verifica principalmente nella parte della flangia. Quando il punzone si muove verso il basso, il materiale della parte della flangia subisce una deformazione plastica sotto l'azione della sollecitazione di trazione radiale e della sollecitazione di compressione tangenziale e continua a restringersi e trasformarsi nella parete del cilindro. Questo grado di deformazione è maggiore al bordo più esterno della flangia.
Quali sono i difetti comuni nello stampaggio a imbutitura?
I difetti comuni durante l'imbutitura profonda e lo stampaggio includono rughe, strappi, ritorno elastico e difetti superficiali. L'increspatura è un fenomeno di rigonfiamento che si verifica perché la sollecitazione di compressione tangenziale della parte della flangia supera la capacità del materiale di resistere all'instabilità; lo strappo è causato dal materiale che viene allungato troppo durante il processo di trafilatura; il ritorno elastico è un metallo Il fenomeno di cercare di tornare alla sua forma originale dopo lo stampaggio; I difetti superficiali possono derivare dal contatto indesiderato del materiale con altre superfici, con conseguenti graffi, segni o imperfezioni.
Come evitare difetti nello stampaggio a imbutitura?
Ecco alcune cose che puoi fare per evitare difetti nello stampaggio a imbutitura: Ottimizza la progettazione dello stampo: uno stampo ben progettato può ridurre al minimo il verificarsi di pieghe e strappi. Lubrificazione adeguata: l'uso del lubrificante giusto può ridurre l'attrito, prevenire difetti superficiali e garantire un processo di allungamento più fluido. Scegli il materiale giusto: è fondamentale scegliere un materiale che abbia proprietà costanti e sia adatto per lo stampaggio di imbutiture. Rallentare la velocità di trafilatura: Rallentare la velocità di trafilatura può aiutare a prevenire lo strappo, soprattutto nei metalli più malleabili. Post-elaborazione: processi come la ricottura aiutano a ridurre gli effetti del ritorno elastico e garantiscono che il metallo mantenga la forma desiderata.
Sommario
Lo stampaggio a imbutitura profonda è un importante processo di formatura dei metalli che trafila radialmente la lamiera grezza nello stampo di formatura attraverso una serie di stampi per formare forme tridimensionali complesse. Sebbene si possano incontrare alcune sfide e insidie durante il processo di imbutitura, questi problemi possono essere efficacemente evitati attraverso misure come l'ottimizzazione della progettazione dello stampo, la corretta lubrificazione, la selezione di materiali appropriati e il rallentamento della velocità di imbutitura. Grazie alla sua efficienza, versatilità e alta qualità, la tecnologia di stampaggio a imbutitura profonda è ampiamente utilizzata in molti settori e ha dato un contributo importante allo sviluppo dell'industria manifatturiera.
Disconoscimento
Il contenuto di questa pagina è solo di riferimento.LSnon rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Nessun parametro di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione deve essere dedotto su ciò che un fornitore o produttore di terze parti fornirà attraverso la rete Longsheng. È responsabilità dell'acquirenteAlla ricerca di un preventivo per le partiper determinare i requisiti specifici per tali parti.Per favorecontattaciper saperne di piùInformazione.
Squadra LS
LS è un'azienda leader del settorespecializzata in soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza al servizio di più di 5.000 clienti, ci concentriamo sull'alta precisioneLavorazione CNC,fabbricazione di lamiere,Stampa 3D,stampaggio ad iniezione,stampaggio di metalli,e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di più di 100 centri di lavoro avanzati a 5 assi ed è certificato ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di produzione a basso volume o di personalizzazione su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne in sole 24 ore. SceltaTecnologia LSsignifica scegliere l'efficienza, la qualità e la professionalità.
Per saperne di più, visita il nostro sito web:www.lsrpf.com


