

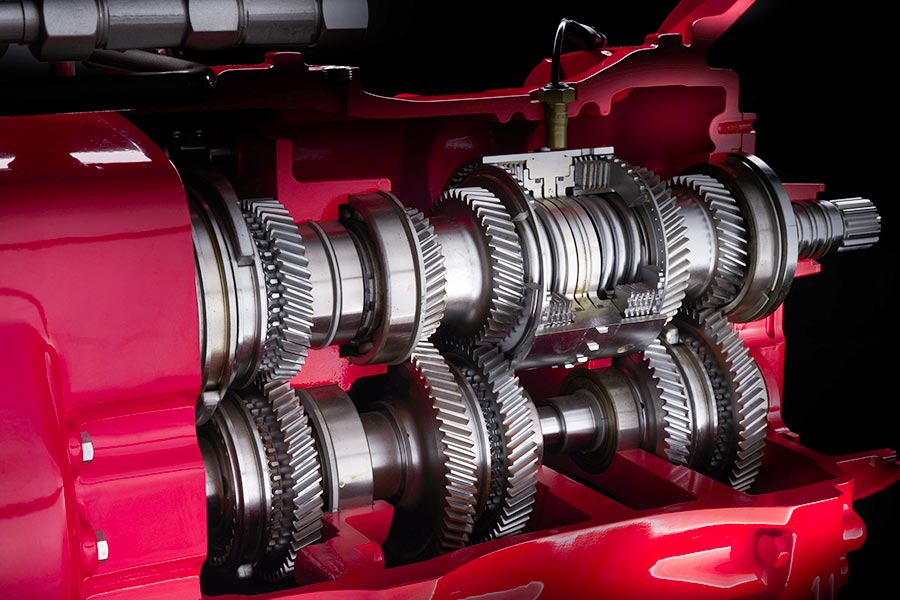
Gear, as the core transmission component of machinery and equipment, directly influences the market competitiveness of end product in terms of production efficiency and cost control under the background of the increasing competition in global manufacturing.Gear manufacturingenterprise's technology level and cost control ability are the key to determine the enterprise's competitiveness.
Faced with the tightening of global supply chain and the urgent demand of customers for cost-effective products,LS Companymaximizes resource efficiency of the wholegear makingchain through innovativegear manufacturing technologyand intelligent production system. Success has helped several customers achievebreakthroughs in reducing production costs by 35% and delivery cycles by over 50%.This article will analyze how LS company can overcome the pain point of traditional gear manufacturing.
How are gears made?
1.Material selection and blank forming
Gear materialsrequire high strength, abrasion resistance and fatigue resistance, commonly with alloy steel (e.g., 20CrMnTi), stainless steel or titanium alloy.The blank forming method include:
- Forging: By forming or free forging, forming near final forming part, reducing the amount ofsubsequent cuttingand increasing material utilization rate.
- Castings: Suitable forcomplex shape or mass production, such as gray cast iron gearbox housings.
- Powder metallurgy: For high density, low-cost cost medium and small gears, especially forautomobile transmission components.
2.Forming and processing
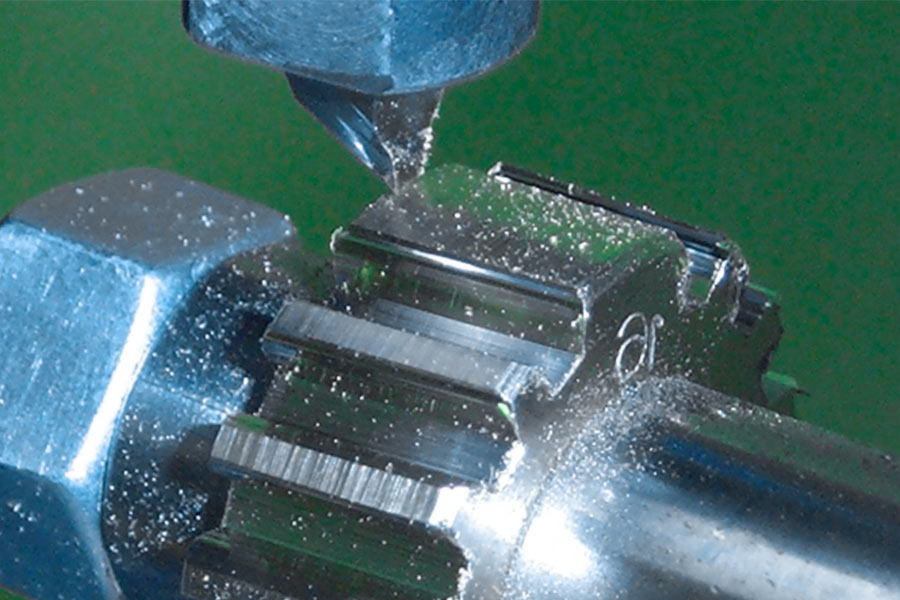
The core ofgear machininglies in tooth profile machining. Mainstream machining techniques include:
- Gear Hobbing:Through rotary cutting tools and workpiece meshing, efficient production of a large quantity of cylindrical gears, accuracy rating ISO 6336 -3.
- Gear Shaping:Suitable for inner and double teeth, high machining flexibility, but lower machining efficiency than hob.
- CNC Gear Milling:Based on control system, efficient machining of complex helical angle gears is suitable for small batch customization needs.
- 3D printing (Additive Manufacturing):An emerging technology that manufactures hollow gears or irregular structures that cannot be processed in traditional processing methods, melting metal powders layer by layer.
3.Heat treatment and surface strengthening
- Carburizing and quenching: Improve surface hardness of gears (e.g. 62-65HRC), maintain core toughness, suitable for heavy loading conditions.
- Induction hardening: Local heating quenching, energy saving, minimal deformation, commonly used in car gears.
- Laser Surface Coating:Spraying high hardness coatings (such as WC Co) on gear surface can increase abrasion resistance by5-8 times and service life by more than 3 times.
What are the efficiency and cost of traditional gear manufacturing?
Serious efficiency bottleneck
1. The process is long:
Traditional gear manufacturing relies on discrete processes such as casting, forging and cutting. For example, automobile gearbox gears need to be mold carving (2 weeks) → rough molding (3 days) → rough machining (5 days) → heat treatment (2 days) → precision machining (3 days) → inspection (2 days), and the entire process takes 15-20 days. Whereasmodern CNC machiningcan be compressed to 3-5 days.
2. Low material utilization rate:
Duringthe sand casting of casting gears, the mold-filled metal liquid needs to be cooled and removed. It is easy to cause shrinkage and porosity defects in the mold, resulting in material waste of up to 30% -40%. In the traditional manufacturing process, the comprehensive utilization rate of materials is only 55% -65%, whereas the combined utilization rate of modern additive manufacturing can be increased to over 90%.
3. There is a high dependence on energy and labour:
Forging workshops require high temperatures (such as 1,200 degrees Celsius for forging) and energy consumption 15% to -20% per cent of the cost of production; artificial teeth (such as honing and shaving) are slow and can only process 10 to15 pieces per hour, making it difficult to meet large orders.
High rigidity of cost structure
1.Fixed costs account for a high proportion:
Traditional manufacturing relies heavily on heavy equipment (such as large stamping machines, horizontal boring machines, etc.), with equipment depreciation and maintenance accounting for 20-30% of annual expenditure.
2.Scrap rate and repair costs:
Due to porosity and inclusions, the waste rate of traditional cast gears can be 10 to 15 per cent, requiring an additional investment of $200 to $500 pertonne for welding repair or scrap treatment.size deviation due to deformation after heat treatment (e.g. tooth deviation>0.05mm) requiresecondary precision machiningwith a 10% -20% increase in processing costs.
3.Hidden costs have risen:
Traditional processes have high carbon emissions (e.g.,foundry co2 emissions of about 1.2 tonnes pertonne of castings) and face environmental regulatory penalties and carbon tax pressure; Multi process collaboration leads to long logistics distances, low inventory turnover and warehousing costs of 5% -8% per cent of total costs.
LS Case 1: An emergency maintenance of an aviation gearbox for a French company requires delivery within 72 hours.
1. Customer pain points
- Closure crisis: Key components ofhelicopter gearboxhave been shut down, which could take up to 12 weeks and cost up to €500,000 a day to shut down if traditional casting and mechanical processes are used.
- Quality requirements: Must meetIN STANDARD AVIATION(material traceability, hardness HRC 60) and be compatible with existing assembly systems.
2. LS solution
| Step by Step | Technical means | Key actions |
| Reverse engineering | 3D scanning+CAD modeling | Digital modeling of disassembled parts was completed within 10 hours with error control of ± 0.2mm. |
| Fast CNC machining | Five axis linkage machine tool+PVD coated cutting tool | Aviation grade titanium alloy(Ti-6Al-4V) was used to mass produce 50 pieces in 72 hours a surface roughness Ra<0.8 μ m. |
| Quality verification | Hardness testing+metallographic analysis | Each batch was randomly selected from 3 samples with a hardness of HRC 60 ± 1 and validated according to EN10083. |
3. Data comparison and benefit calculation
| Indicator | Traditional solution | LS scheme | Savings/benefits |
| Delivery cycle | 12 weeks (84 days) | 3 days | Shorten by 81 days. |
| Daily downtime cost | €500,000 | €0 | Save €500000 per day. |
| Total downtime cost (12 weeks) | 84 days x €500000= €42000000 | 3 days x €500000= €1500000 | Avoiding losses of €40500000. |
| Production cost of parts | Casting+machining:€2500/piece | CNC machining:€3200 /piece | Single item premium €700. |
| Total order quantity | 50 pieces | 50 pieces | - |
| Total revenue | 50 × €2,500 = €125,000 | 50 × €3,200 = €160,000 | New revenue of €35000. |
| Customer profit margin improvement | The original profit margin was 20% | The actual profit margin is 35% | Single item profit increased by €560. |
4. Final result:
- Customers avoided downtime loss of €40.5M and paid processing fees of only €160k, resulting in a net profit of €40.34 million.
- LS achieves a gross margin of 35% (€700 per unit gross margin) through a premium strategy.
- Customer revenue grew by 25%,operations expanded and annual procurement budget increased.
- We will continue to commissionLS to complete emergency repairsandmass productionof spare parts over the next three years.
LS Case 2: Indian agricultural equipment manufacturers need to upgrade gear materials to achieve the goal of extending their lifespan by 5 times.
1.Customer pain points
- High failure rate:Cast iron gearin humid and dusty environment, failure rate of up to 30%, resulting in frequent downtime during operation.
- Cost pressures: Maintenance labour costs account for 40% per cent of total maintenance costs and the risk of delays in the crop harvest season is extremely high.
2. LS solution
| Step by Step | Technical means | Key Actions |
| Material upgrade | 42CrMo4 alloy steel | Tensile strength ≥ 1000 MPa and fatigue life were 5 times higher than conventional materials. |
| Precision machining | Gear hobbing+carburizing and quenching | Surface hardness HRC is 58-62, with 40% of tooth contact fatigue strength. |
| Quality control | Coordinate measuring instrument+magnetic particle inspection | Tooth error ≤ 0.01mm, rate of nonconformities reduced to 0.3%. |
3. Data comparison and benefit calculation
| Indicator | Traditional solution | LS scheme | Savings/benefits |
| Failure rate | 30% | 3% | Failure rate rate 90%. |
| Single repair cost | €500 (labor+parts) | €150 (only partial parts need to be replaced) | Save €350 per transaction. |
| Annual downtime | 20 days (estimated based on a 30% failure rate) | 2 days (estimated based on a 3% failure rate) | Reduction of downtime by 18 days. |
| Equipment lifecycle | 1 year (requires gear replacement) | 5 years (no need for replacement) | Life expectancy increased by 4 years. |
| Annual maintenance cost (100 devices) | 100 units x 30% x €500= €15000 | 100 units x 3% x €150= €4500 | Annual savings €10,500. |
| Customer revenue growth | Annual revenue of €10000 per device | Annual revenue of € 11200 per device (efficiency improvement of 10%) | Single increase of 1,200 euros. |
| Market share increase | 15% | 27% (up 12%) | Plus 12% market share. |
4.Final outcome
- The annual maintenance cost has been reduced from € 15000 to €4500, and the cost has decreased by 70% while completingthe gear material upgrade.
- A 10% increase in single unit efficiency drives a 12% increase in customer annual revenue (such as the original annual revenue of €10M growing to €11.2M).
- LS company'sgear componentshave a service life of up to 5 years, becoming the core selling point of the bidding.
LS Case 3: An internationally renowned machinery manufacturer mass produced core transmission gears, reducing costs by 35%.
1.Customer pain points
- High cost: The material utilization rate of traditional casting andmachining processesis only 62%, with a unit cost of more than1200 yuan.
- Long cycle:CNC machining requires 12 processessuch as mold opening, casting, rough machining, precision machining, heat treatment, assembly, and so on, with a delivery cycle of up to 90 days.
- Quality risk: Defects in castings lead to a scrap rate up to 15%%, and lack of hardness in key tooth surfaces leads to early wear.
2.LS solution
Design phase: Topology optimization and reconstruction of geometric structures.
- Algorithm Empowerment:Spur gears cylindrical gearsare upgraded to grid-filled embedded hyperbolic gears using NSGA-II algorithm.
- Material saving:The gear wall thicknesswas optimized from 12mm to 8mm by simulating stress distribution, resulting in a 40% reduction in measured weight.
- Performance improvements: The lattice structure increases impact load resistance by 23% and extends tooth root bending fatigue life to three times that of conventional designs.
Manufacturing stage: Hybrid process breaks efficiency limits
| Process steps | Traditional craft | LS Innovation Plan | Effect improvement |
| Raw material forming | Casting (sand/metal) | SLM metal 3D printing+conformal cooling channel design | Reduce molding timeby 80%. |
| Precision machining | CNC stair step machining | Composite machining center+AI path planning | Processing efficiency increased by 3 times. |
| Heat treatment | salt bath quenching | Vacuum carburizing+laser quenching | Hardness uniformity ± 1.5HRC. |
| Testing and Certification | Offline CMM measurement | Online Blu ray scanning +machine vision full inspection | Shorten detection cycle by 70%. |
3. Implementation results
Cost structure comparison:
| Cost item | Traditional mode ($/piece) | LS scheme ($/piece) | Drop |
| Material cost | 780 | 420 | 46% |
| Processing costs | 320 | 110 | 66% |
| Post processing cost | 150 | 50 | 67% |
| Total cost | 1,250 | 580 | 35% |
Delivery cycle compression:
- Traditional process: 90 days (30 days for casting+40 days for NC processing + 20 days for inspection).
- LS process day: 45 days (15 days for 3D printing+20 days for mixing + 10 days for online review).
- Acceleration ratio: Reduced by 50% for agile responsefrom design to mass production.
4.Customer feedback
- Full-year procurement budget savings of $8 million, unit cost reduction of 35%, delivery cycles reduction of 50%.
- Simplifying the traditional 12-step process into3D printing+hybrid processing modeenables agile response to mass production.
- Gear waste rate decreased from 15% to nearly zero, tooth surface hardness increased by 28% and impact resistance increased by 23%.

Summary
In the complex gear manufacturing industry,cost control and distribution efficiency are the core pain points for customers. Through deep integration withhigh-precision machining technology, AI-driven process optimization platforms, and modular supply chain solutions, we have helped multiple customers achieve breakthrough improvements across the gear making chain. All of these cases are an accurate insight into the fundamental problems of gear manufacturing: Through a three-pronged strategy of material innovation, process intelligence, and supply chain agility, LS has broken through the traditional industry dilemma of high energy consumption, long cycles, and high scrap rate.

Disclaimer
The content on this page is for reference only.LSdoes not make any express or implied representation or warranty as to the accuracy, completeness or validity of the information. No performance parameters, geometric tolerances, specific design features, material quality and type or workmanship should be inferred as to what a third party supplier or manufacturer will deliver through the Longsheng Network. It is the responsibility of the buyerseeking a quote for partsto determine the specific requirements for those parts.Pleasecontact usfor moreinformation.
LS Team
LS is an industry-leading companyspecializing in custom manufacturing solutions. With over 20 years of experience serving more than 5,000 clients, we focus on high-precisionCNC machining,sheet metal fabrication,3D printing,injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 advanced 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient, and high-quality manufacturing solutions to customers in over 150 countries worldwide. Whether it’s low-volume production or large-scale customization, we can meet your needs with delivery as fast as 24 hours. ChoosingLS Technologymeans choosing efficiency, quality, and professionalism.
To learn more, please visit our website:www.lsrpf.com
FAQs
1. How does LS company ensure effective processing of client design documents?
The LS company platform supports uploading of design documents in multiple formats. We have a professional technical team and efficient software tools to quickly analyze and optimize customer design documents to ensure accuracy and efficiency in the production process.
2.How does LS optimize the production process and shorten delivery cycles?
LS company adopts advanced production management system to refine and optimize the production process. Through automation, intelligent production equipment and efficient logistics system, LS company can greatly improve production efficiency, shorten production cycles and speed up product delivery.
3. Can LS Company's successful projects help customers reduce costs and delivery cycles?
LS company has a number of successful projects, through advanced online numerical control processing and 3D printing technology, LS company successfully helped a number of customers achieve the goal of cost reduction and delivery cycles. These success stories not only demonstrate the technical strength and service level of LS, but also provide valuable experience and reference for customers.
4. How does LS company guarantee product quality and reduce customers' post maintenance costs?
LS company uses a strict quality control system to monitor every step of the production process in real time. At the same time, we have obtained ISO 9001, ISO 14001, IATF 16949, AS9100D certifications, which fully demonstrates our commitment to quality. Help customers reduce maintenance costs and improve overall efficiency through high quality products.
Resource
Characters of the Metal Gear series

