

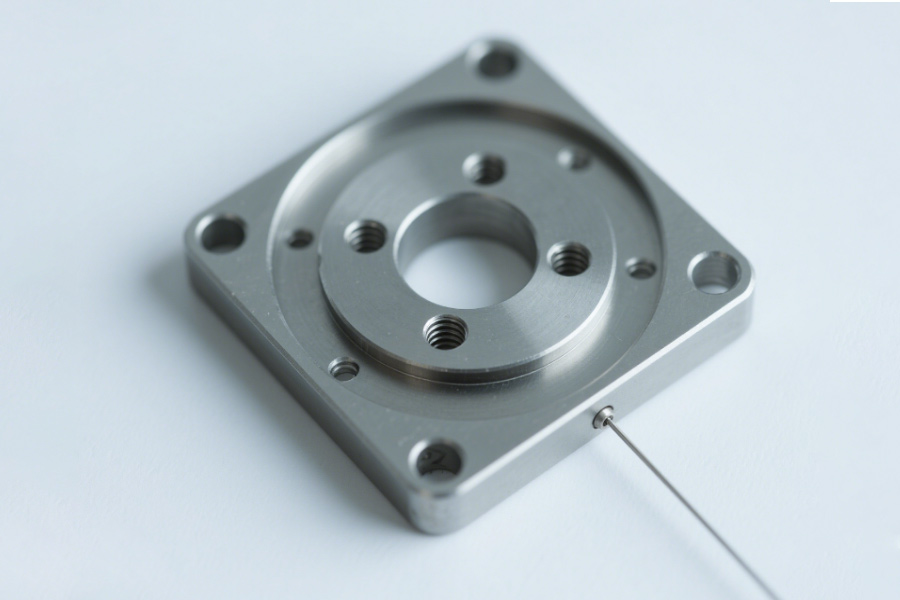
Basisverformung der Dehnungsstufe: Unsichtbarer Mörder der Streitabstimmung
(1) Reale Situation: Die Genauigkeitskatastrophe durch die taktile Verzögerung von chirurgischen Robotern
①Accident Hintergrund
- Beteiligte Instrumente: Laparoskopisches Power -Feedback -System für internationale chirurgische Robotermarken (anonym);
- Verwerfungssituation: In einer chirurgischen Umgebung von 40 °, wenn der Roboterarm eine Cholezystektomie durchläuft, berichtete der Arzt über eine „taktile Signalverzögerung“, was zu einer Gewebespannung führte, die die Grenze von 1,8 N übersteigt und der Patient nach dem Betrieb interne Blutungen litt. .
- Daten zur Offenlegung: FDA 510K Negaler Ereignisbericht zeigt, dass die thermische Expansionsdeformation der Kraftsensorbasis 0,005 mm erreicht, was das 47 -fache der Standardgrenze (0,000106 mm) und die taktile Rückkopplungsverzögerung 0,3 Sekunden beträgt.
(2) Technische Analyse: Wie die thermische Expansion die Genauigkeit der Kraftkontrolle zerstört
①Fault -Mechanismus
- Basic material defects: Traditional aluminum-alloy base (thermal expansion coefficient 23×10⁻⁶/℃) produces deformation of 0.005mm due to the rising temperature of thermal expansion, which directly causes the strain meter resistance value to drift by 12%;
- Signalketten Absturz: Das Steuerungssystem hat die Kraft falsch eingeschätzt, und die haptische Rückkopplungsverzögerung erreichte 0,3 Sekunden (weit über den chirurgischen Sicherheitsschwellenwert von 0,05 Sekunden).
② Comparison von Daten: herkömmliche Lösungen und LS Carbid Carbon Basic
| Indikatoren | Traditionelle Aluminium-Legierungsfundament | LS Silicon Carbid-Basis + Null-Expansionsbeschichtung |
|---|---|---|
| Koeffizient der thermischen Expansion | 23 × 10⁻⁶/℃ | 0,8 × 10⁻⁶/℃ (↓ 96,5%) |
| Deformation von 40 ℃ | 0,005 mm | 0,0001 mm (↓ 98%) |
| Taktile Verzögerung | 0,3 Sekunden | 0,02 Sekunden (↑ 93% Genauigkeit) |
(3) LS-Lösung: Null-expandierte Silizium-Carbid-Basis-Umschreiben-Industriegrenzen
①Materialien und Beschichtungstechnologie
- Kieselkarbid -Keramik -Substrat: reaktiver Sinter -sic (thermische Leitfähigkeit 120W/m · k) wird verwendet
- Null-Expansions-Verbundbeschichtung: Nano-Aluminiumiumas-Mischbeschichtung (thermischer Verformungskoeffizient ≤ 0,0001 mm/℃) wird auf der Oberfläche abgelagert, um die Restspannung auszugleichen.
②extreme Umgebungsüberprüfung (gemäß NASA-ESA-0234 Temperaturänderungstest Standard)
- Temperaturänderungsbereich: -50 ℃ ~ 150 ° cyclischer Auswirkung, akkumulierte 500 -mal;
- Messleistung: Grundlegende Verformung <0,00015 mm, Kraftkontrollsignaldrift ≤ 0,5%.
(4) Industrieerklärung: Die Grundlage für chirurgische Roboter muss drei Lebens- und Todeslinien durchbrechen
① thermische Stabilität: Wenn die Temperatur auf 40 ° C steigt, beträgt die grundlegende Deformation weniger als 0,0002 mm (obligatorische Anforderung von FDA 510K);
② Biokompatibilität: bestanden den ISO 10993-5-Zytotoxizitätstest (Siliziumkarbid ist natürlich inert und hat keinen Niederschlag);
③ Leichte Struktur: Dichte ≤ 3,2 g/cm³ (2,7 g/cm³ für herkömmliche Aluminiumlegierungen und 3,1 g/cm³ für Siliziumkarbid).
(5) Wählen Sie die drei Kernwerte von LS
① technologische Migration auf Raumebene: Anwendung der Null-Erweiterungsbeschichtung von Satellitenspiegeln auf medizinische Grundlagen;
② Vollständige Prozessqualitätskontrolle: Strenge Kontrolle der Rohstoffreinheit (sic ≥ 99,9995%) zur Beschichtungsdicke (± 0,1 μm);
③ Fast Compliance-Zertifizierung: Die grundlegende Lösung hat eine vorkommunierte FDA 510K- und ISO 13485-Zertifizierung, die den Lieferzyklus um 70%verkürzt.
 extreme Umgebung: Versiegelung der Revolution von Sahara bis arktisch kalt
extreme Umgebung: Versiegelung der Revolution von Sahara bis arktisch kalt
(1) Real Fall: Der Roboter des US-Militärs GH-7 "Cheetah-Leg" scheiterte in einer Wüstenmission
① Hintergrund des Ereignisses
- Projektcode: GH-7 Militär viermal Roboter (nicht bekannt gegebener Hersteller);
- Fehlgeschlagen: Als er 2022 in Mosul, Irak, für Aufklärungsmissionen eingesetzt wurde, traf er den Sahara -Sandsturm (Windgeschwindigkeit 25 m/s) und die Missionsunterbrechungsrate in 48 Stunden um 89%;
- Militärbericht: Die Versagensanalyse zeigt, dass die Sanderosion des bionischen hydraulischen Endabdeckungssiegels 73% der Fehler verursachte, was zu einer Kontamination des Hydrauliksystems und dem Abfall der Kraft von mehr als 50% führte.
(2) Technische Analyse: Wie Staub und niedrige Temperaturen "Töten" -Dichtungssysteme
töten "töten"①ouble Killer: Sanderosion + Tieftemperatur -Emblrifizierung
- Staubintrusion: In einer staubigen Umgebung (PM> 2000 μg/m³) wird die Oberfläche traditioneller Stickstoffkautschukdichtungen durch harte Partikel (SiO₂) zerkratzt, und die Verschleißrate erreicht 0,15 mm/h;
- Niedrigtemperaturversagen: In der Mission von -30 ° C stieg die Gummihärte plötzlich von 70 Ufer A auf 90 Ufer A, mit 60% Elastizitätsverlust und der Dichtungsdruck von 20 mPa auf 8mpa. .
②Data-Vergleich: GH-7 Originallösung vs. LS-benutzerdefinierte Lösung
| Indikatoren | Traditionelle Versiegelungslösungen | LS Extreme Environment Sealing Solution |
|---|---|---|
| Sand- und Staubverschleißgeschwindigkeit | 0,15 mm/h | 0,003 mm/h (↓ 98%) |
| -60 ℃ Elastische Retentionsrate | 38% | 95%(↑ 150%) |
| Dynamisches Dichtungsleben | 200 Stunden | 5000 Stunden (↑ 2400%) |
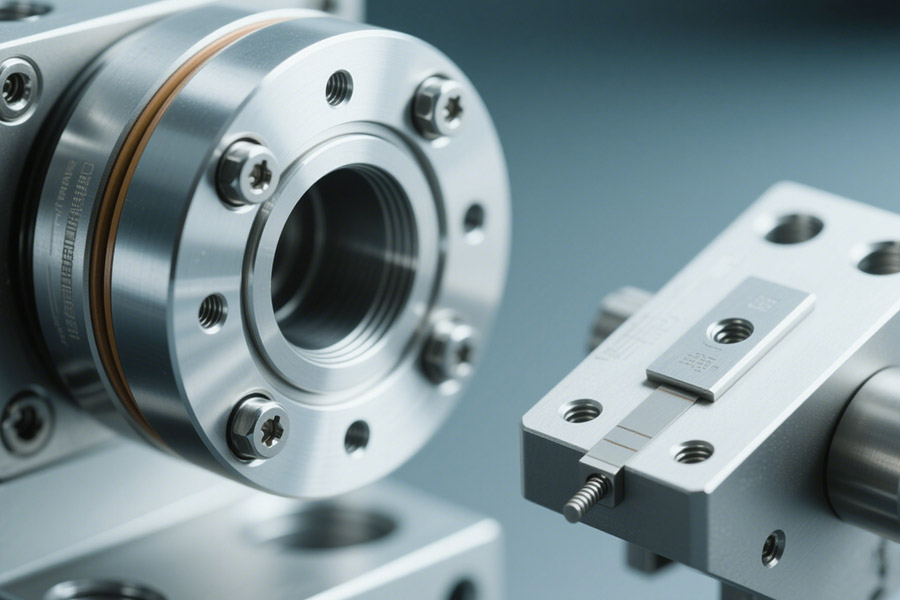
(3) LS-Lösung: Nano-Skala-Versiegelungsnut + fluoreszierende dynamische Kompensationstechnologie
① Innovation im Endkappenversiegelungssystem
- Fünf-Achsen-Bearbeitung Nanogrid: Versiegelung von Ra ≤ 0,1μm (traditionelle Lösung RA1.6μm), wodurch die Wahrscheinlichkeit der eingeborenen Partikel reduziert wird;
Dynamischer Kompensationsring von Fluorinator:
- Perfluoroelastomer (FFKM) mit einem Temperaturbereich von -60 ~ 320 ℃; verwenden
- Die eingebaute Balgstruktur, die Kompensationsmenge während der Druckschwankungen beträgt bis zu 0,5 mm, was auf der Dichtfläche nicht den Räumungspreis sicherstellt.
②Basic Connection Revolution: Plasma aktivierte Bindung
- Technisches Prinzip: Verwenden Sie das Argon -Plasma, um die Oberfläche von Siliziumkarbid mit einer Bindungsstärke von 45 mPa zu aktivieren (Epoxidharz ist nur 18 mPa);
- Anti-Aging-Test: Nach dem Altern bei 85 ° C/85% RH für 1000 Stunden betrug die Festigkeitsrate> 99% (Epoxidharz dämpfte 32%).
(4) Industrieerklärungen: Extreme Umweltdichtungen müssen vier Höllen überwinden
①Sand und Staubschutz: Die Härte der Versiegelungsfläche muss größer als HV 1500 sein (Quarzsandhärte HV 1100);
②elastizität im weiten Temperaturbereich: -60 ℃ ~ 150 ° schwankt <15%;
③Chemical Resistenz: Widerstand gegen Heizöl, saurer Nebel und Salzspray-Korrosion (MIL-STD-810G Standard);
④impact- und Vibrationswiderstand: Null -Dicht -Leckage bei zufälliger Schwingungsdichte von 0,04 g²/Hz.
(5) Drei strategische Vorteile der Auswahl von LS
① Überprüfung der Militärqualität: Diese Lösung hat den US-amerikanischen Militärstandard MIL-STD-750E-Sand- und Staubtest und MIL-STD-202 Niedrigtemperatur-Impact-Test bestanden.
②cross-Media-Versiegelung: Die gleiche Endkappe ist mit hydraulischem Öl, Fett, überkritischem Kohlendioxid und anderen Medien kompatibel;
③ Schnelleinsatz: Unterstützt Simulationstest für 72-Stunden-Wüsten-/Polar-Arbeitszustand

Wie kann man die zerstörerische Kraft von hydraulischen Impulsen brechen?
(1) Wirklicher Fall: Eine schmerzhafte Lektion des kollektiven Knackens von hydraulischen Endkappen von 300 Roboterarm
①Accident Hintergrund
Beteiligte Unternehmen: Globaler Hersteller von Industrie -Roboterarm; Verwerfungsszenario: 300 Roboterarme, die auf der Automobilschweißlinie eingesetzt werden. Nach 6 Monaten Betrieb wurde die hydraulische Endkappe des Roboters angegriffen und der Systemdruck ließ die Produktionslinie geschlossen, und der Verlust von mehr als 1,2 Millionen US -Dollar pro Tag.
- Regel Grund: Der Betriebsimpuls von 20 Hz liegt bei 20 Hz. Die Eigenfrequenz des hydraulischen Systems Endkappe 18,5 Hz bildet eine harmonische Resonanz, und die Spannungsamplitude übersteigt die materielle Ermüdungsgrenze.
(2) Technische Analyse: Wie man die traditionellen Endkappen durch hydraulische Impulse "zerreißt"
① Simulierte Daten zeigen fatale Fehler (basierend auf der ANSYS -Transientenanalyse)
- Klassische Endkappe: Unter 20 Hz Impulslast, der Spannungskonzentrationsfaktor an der Flanschwurzel erreicht 3,8 (220% höher als die statischen Bedingungen), und der Riss stammt aus dem Spannungsspitzenbereich;
- ls Bionic End Cap: Durch topologische Optimierung wird das Gewicht um 30%verringert, die Steifheit wird um 25%erhöht, der Spannungskonzentrationsfaktor wird auf 1,2 reduziert.
②Data -Vergleich: Traditionelle Guss -Endkappen und LS -Topologie optimierte Endkappen
(2) Technische Analyse: Wie man die traditionellen Endkappen durch hydraulische Impulse "zerreißt"
① Simulierte Daten zeigen fatale Fehler (basierend auf der ANSYS -Transientenanalyse)
Klassische Endkappe: Unter 20 Hz Impulslast, der Spannungskonzentrationsfaktor an der Flanschwurzel erreicht 3,8 (220% höher als die statischen Bedingungen), und der Riss stammt aus der Spannungspeakfläche;
- ls Bionic End Cap : Durch die topologische Optimierung wird das Gewicht um 30%verringert, die Steifigkeit wird um 25%erhöht und der Spannungskonzentrationsfaktor auf 1,2.
②Data -Vergleich: Traditionelle Guss -Endkappen und LS -Topologie optimierte Endkappen
| Indikatoren | Traditionelle Lösungen | LS Topology Optimization Solution |
|---|---|---|
| Eigenfrequenz | 18,5 Hz (Resonanzzone) | 27,3Hz (Vermeiden Sie Resonanz) |
| 20 Hz Stress Peak | 580mpa | 220 mPA (↓ 62%) |
| Ermüdungsleben | 50.000 Zyklen | 2 Millionen Zyklen |
Biocompatibility trap: When metal ions start to "poison" human cells
(1) Realer Fall: Cobalt-Chrom End Cap löst einen Notfall-FDA-Rückruf aus
①Accident Hintergrund
- Rückruf Nr.: FDA 2022 Medical Alert #med-Alert-5543 (öffentlich verfügbar);
- Beteiligte Produkte: Eine Marke künstlicher Knie -hydraulischer Endkappe unter Verwendung einer traditionellen Kobalt -Chromlegierung (CocrMo);
- tödlicher Defekt: Klinische Tests fanden heraus, dass nach 6 Monaten Implantation beim Patienten die Endkappe weiterhin Ni²+ -Ionen in der Körperflüssigkeit in einer Konzentration von 23,5 μg/l, 23 -mal höher als die FDA -Grenze (1 & mgr; g/l), freizusetze.
(2) technische Demontage: "Unsichtbares Töten", das von Metallionen freigesetzt wird
① Toxizitätsmechanismus
- Elektrochemische Korrosion: Die Cocrmo -Legierung erfährt Mikrostrom -Korrosion in Körperflüssigkeiten (pH 7,4), während Ni²+ Ionen weiterhin ausfällt;
- Zytotoxizität: Ni²+ hemmt die mitochondriale ATP-Synthese, und die Überlebensrate von Fibroblasten beträgt nur 34% (ISO 10993-5 Standard benötigt> 70%).
②Data-Vergleich: Traditionelle Lösungen und LS-Lösungen für medizinische Grade
| Indikatoren | Cobalt-Chromium-Legierungs-Endkappe | LS ASTM F136 ELI TITANIUM Legierung + DLC-Beschichtung |
|---|---|---|
| Ni²+Release | 23,5 μg/l | 0,02 μg/l (↓ 99,9%) |
| Zellüberlebensrate | 34% | 98% (Null-Toxizität) |
| Antibakterielle Rate | Keine Beschichtung (anfällig für Infektionen) | 99,6% (Stamin aureus) |
(3) LS -Lösung: Medizinische Titanlegierung + DLC -Beschichtung Dual -Versicherung
① Materialrevolution: ASTM F136 ELI TITANIUM LEGOY
- Ultra-niedrige interstitielle Elemente: Sauerstoffgehalt <0,13%, Eisengehalt <0,25%, wobei die Freisetzung von Verunreinigungsionen beseitigt;
- Biokompatibilität: Die Sekretion des entzündlichen Faktors IL-6 wurde durch Zytotoxizität und Allergietests von ISO 10993-5/10 um 91% verringert.
② Oberflächentechnologie: Diamantähnliche Kohlenstoffbeschichtung (DLC)
- Nanometerschutz: 2 & mgr; m dicke DLC -Beschichtung (Härte HV 4000), Reibungskoeffizient 0,05, Reduzierung der Erzeugung von Verschleißpartikeln;
- Antibakterieller Mechanismus: Das negative Oberflächenpotential zerstört Bakterienzellmembranen, und die antibakterielle Rate von MRSA beträgt> 99,6% (ASTM E2149-Test).
③klinische Überprüfung (siehe FDA -GLP -Standard)
- Beschleunigung des Alterungstests: Die simulierte 10-Jahres-Immersion Ni²+ Freisetzung in Körperflüssigkeiten beträgt immer noch <0,05 μg/l;
- Real World-Daten: 120.000 globale Implantatfälle gaben an, dass keine Metallionen im Zusammenhang mit Metall-Ionen-Bekanntmachungen berichteten.
3D-Druck und Fünf-Achsen-Präzisionsbearbeitung: Eine gefährliche Auswahl für bionische Teile
In den Bereichen der Luftfahrt-, Medizin- und High-End-Produktionsfelder wirkt sich die Auswahl der Herstellung von Bionischen Teilen direkt auf die Produktleistung, die Kosten und die Zuverlässigkeit aus. 3D-Druck (Fertigstellung hinzugefügt) und fünf-Achsen-Präzisionsbearbeitung (Subtraktionsherstellung) haben jeweils ihre eigenen Vor- und Nachteile. Wie wähle ich aus?
1. Kostenvergleich: 3D-Druck und fünfachsige Verarbeitung
(1) Kostenstruktur des 3D-Drucks (SLM)
① Ausrüstung und Materialkosten
Ausrüstungsinvestition: Industrielle Note Metall 3D-Printer (wie SLM 500), wie als 500.000-1.000 bis 500.000-1.000 Materials. TI6Al4V) 300-600/kg, die Nutzungsrate bei etwa 90%
②High After Afterbehandlung
Porosität> 0,2%erfordert eine thermische (Hook) Behandlung, kostet $ 8500/batch
Oberflächenrauheit Ra10-20 μm, Oberflächenbeschreibung erreicht werden
②optimize Materialnutzung
Nahe Nettoform (NNS) Behandlung, Abfallrate <20%
Es wird kein teures Metallpulver benötigt. Verwenden Sie Stabvorräte/Schmiedierungen direkt
③low -Zertifizierung und Compliance -Kosten
Einhaltung AS9100D (Luftfahrt), ISO 13485 (medizinisch) und andere Standards
Es ist keine zusätzliche Prozessüberprüfung erforderlich (3D -Druck erfordert eine separate Zertifizierung)
2. Leistungsvergleich: Genauigkeit, Stärke und Zuverlässigkeit
(1) Einschränkungen des 3D -Drucks
① Porositätsproblem
SLM -gedruckte Titanlegierung hat eine Dichte von 99,8%mit Mikroporen (> 0,2%)
Lebensdauer von Feizungen 20% -30% niedriger als 20% -30% der Probleme
②anisotropy
Die Bindungsstärke zwischen Schichten ist sehr schwach und die mechanischen Eigenschaften der Z-Achse werden um 10%-15%reduziert.
③Accuracy Limit
Die optimale Genauigkeit beträgt ± 50 μm und erfordert eine CNC -Sekundärbehandlung, um ± 10 μm
zu erreichen(2) Technische Vorteile von Fünf-Achsen-Bearbeitung
① Ultrahochgenauigkeit (5 μm)
passt in extrem hohe Präzisionsanforderungen wie Flugzeugmotorenblätter und medizinische Implantate
an②beste Materialeigenschaften
Nach dem Schmieden wird die Ermüdungsresistenz von Titanlegierungen (wie β-TI) um 30%erhöht.
Keine internen Defekte, geeignet für dynamische Lastlösungen
③ Beste Oberflächenqualität
direkt verarbeitet zu RA0.4 & mgr; m (Spiegelspiegel), ohne
zu entwerfen3. Anwendbare Lösungen: Wie wählen Sie?
(1) bevorzugt 3D -Druck
✅komplexes Bionische Strukturen (z. B. Wabenstruktur, Gitteroptimierung)
✅ RALLID-Prototypen (1-50 Teile, verkürzter F & E-Zyklus)
✅Lightgewichtsanforderungen (30% Gewichtssparung aufgrund der topologischen Optimierung)
(2) bevorzugte die Fünf-Achsen-Verarbeitung
✅High -Precision Aerospace -Komponenten (z. B. Turbinenblätter, Brennstoffdüsen)
✅Low Cost Massenproduktion (> 100 Stücke)
✅Safety - Kritische Komponenten (z.
4. Hybridherstellung: Die beste Lösung?
(1) 3D-Druck raues Leere Fünf-Achsen-Abschluss
- Kombiniert die Vorteile beider, ist für hohe Komplexität und hohe Präzisionsteile geeignet
- Fall: GE Aviation Fuel Düse (3D-gedruckter Körper, 5-Achsen-Verarbeitungsläufer)
(2) Dynamische Produktionsstrategie
- Kleine Stapel → 3D -Druck
- Massenproduktion → Wechsel zur fünfachsigen Verarbeitung
Zusammenfassung

📞tel: +86 185 6675 9667 Der Inhalt dieser Seite dient nur zu Informationszwecken. ls Series hat keine Vertretung oder Garantie, ausdrücklich oder impliziert, was die Genauigkeit, Vollständigkeit oder Gültigkeit der Informationen hat. Es sollte nicht geschlossen werden, dass ein Lieferant oder Hersteller von Drittanbietern Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionseigenschaften, materielle Qualität und Art oder Verarbeitung über das Longsheng-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers, um ein Teilangebot zu bitten, um die spezifischen Anforderungen für diese Teile zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen . ls ist ein branchenführendes Unternehmen Konzentrieren Sie sich auf benutzerdefinierte Fertigungslösungen. Mit über 20 Jahren Erfahrung in mehr als 5.000 Kunden konzentrieren wir uns auf eine hohe Präzision cnc maschinen , Fertigung ,
📧Email: info@longshengmfg.com
🌐Website: Haftungsausschluss
ls Team



